一种往复式定向转运锻件的装置的制作方法
1.本发明涉及工件的转运装置,具体地,涉及一种高效可靠的往复式定向转运锻件的装置。
背景技术:
2.轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。轴承究其作用来讲应该是支撑,即字面解释用来承轴的,但这只是其作用的一部分,支撑其实质就是能够承担径向载荷。
3.当前风塔设施所需的风塔轴承,需要对大型环形的锻件进行加工,在加工过程中需要对不同的锻件进行往复锻造冷却切削等,需要频繁调整工件位置,由于这种较大型工件自身体积和重量均相对较大,手动搬运会增加工作人员的劳动量和劳动强度,因此在转运过程中基本都会使用到起吊装置。
4.现有专利公开号为cn104609297a公开的自卸式大型环锻件吊具,通过对环形锻件的内圈侧进行抵撑完成对整个环形锻件的起吊,此种结构简单,制造成本低,支撑效果不够理想,稳定性不够高;同时,装置中通过手动调整卡爪的位置来调整对不同尺寸锻件的起吊,调整麻烦,自动化程度低;起吊需要专门的人员控制放下抓取后,移动到指定位置后再放下,人为控制太繁琐,效率低下,针对以上的技术难题,亟需改进。
技术实现要素:
5.本发明要解决的技术问题是,克服现有技术缺点,提供一种往复式定向转运锻件的装置,安全可靠,定点定位转移,适宜批量的生产工艺,方便调整,适应程度高。
6.为解决上述技术问题,本发明提供的技术方案为:一种往复式定向转运锻件的装置,包括:上起吊装置,上起吊装置包括起吊驱动横杆,起吊驱动横杆的一端设置有起吊杆,起吊杆下端连接下吊装装置;下吊装装置包括主吊具板,沿主吊具板的横向轴线分别对称贯穿设置有夹持装置,主吊具板内设置有竖直贯通的滑动腔,滑动腔内前后侧分别设有水平滑槽,夹持装置的前后侧设置有和水平滑槽相配合的滑动凸棱;其中,夹持装置包括外稳定装置和内抵靠装置,内抵靠装置和外稳定装置用于夹持锻件的一端的内外壁,夹持装置还包括平移外壳体,平移外壳体的纵向方向上一端上部固定设置有液压缸,液压缸的活塞杆下端连接竖直设置的升降传动齿条,升降传动齿条连接外稳定装置的一端,升降传动齿条的下端设置有升降块,升降块连接至内抵靠装置的一端。
7.进一步的,内抵靠装置包括固定在所述平移外壳体下部的下凸台,所述下凸台内设有供所述升降块滑动升降的升降空腔,所述升降块的下端通过中间连接杆铰接l形抵撑杆,所述升降空腔在靠近l形抵撑杆一侧设置有开口通槽,所述l形抵撑杆在其直角位置处
铰接所述开口通槽的内壁。
8.进一步的,l形抵撑杆的另一端设置有弧形抵撑板,弧形抵撑板上设置有耐磨橡胶板,耐磨橡胶板上设置有防滑纹路。
9.进一步的,外稳定装置还包括和升降传动齿条相配合的从动齿轮,从动齿轮上的两侧同轴设置有钢丝缠绕轮,钢丝缠绕轮上分别绕设有牵引钢丝绳,牵引钢丝绳的端部分别连接内连接支座,内连接支座连接外连接支座,外连接支座上向外延伸分别铰接有牵引拉杆,牵引拉杆的另一端铰接牵引滑块,牵引滑块的下端连接弧形外挡板,平移外壳体的底壁上开设有滑块滑槽,牵引滑块两侧设有和滑块滑槽两侧滑动槽相配合卡接的燕尾凸起。
10.进一步的,两个滑块滑槽之间呈10-15
°
夹角,两个牵引滑块之间连接有拉伸弹簧。
11.进一步的,内连接支座和外连接支座之间通过调节螺栓件连接,调节螺栓件的中部螺杆上套接有调节弹簧。
12.进一步的,弧形外挡板上设置有耐磨橡胶板,耐磨橡胶板上设置有防滑纹路。
13.进一步的,主吊具板上部固定设置有起吊端板,起吊端板上端连接起吊杆的下端,起吊端板架设在滑动腔中部,夹持装置之间设置有电动调节装置,起吊端板内设置有空腔,电动调节装置包括转动连接在空腔内的双向螺纹套筒,夹持装置的相对侧分别设置有调节螺杆,两个调节螺杆上螺纹反向设置,调节螺杆分别和双向螺纹套筒相配合螺接,双向螺纹套筒上设置有从动锥齿轮,从动锥齿轮配合连接主动锥齿轮,所述滑动腔内中部固定设置有第二驱动减速电机,所述第二驱动减速电机的输出轴端连接主动锥齿轮。
14.进一步的,上起吊装置还包括起吊上滑板,起吊上滑板上设置有倒v形的前滑槽,起吊上滑板滑动设置在起吊箱体的前侧,起吊箱体前侧的上下端分别设置有卡接起吊上滑板的限位槽,起吊箱体的前侧内部设有后滑槽,起吊驱动横杆上与设有起吊杆相对的另一端设置有贯穿前滑槽和后滑槽的支撑柱,支撑柱的前后端设有限位卡板,起吊上滑板的顶端设置有滑动齿条,起吊箱体的顶端设置有第一驱动减速电机,第一驱动减速电机的输出轴端设有驱动啮合所述滑动齿条的驱动主齿轮。
15.本发明具有如下优点:本发明设置的上起吊装置、下吊装装置、夹持装置和电动调节装置,上起吊装置实现对下吊装装置的定点定位起吊,定点放置位置,可以省去工人进一步调整的工序,夹持装置实现对环形锻件两端的锁定夹持,两侧的夹持装置同步动作,通过液压力对环形锻件内侧进行强有力的支撑,再配合外侧弧形外挡板的辅助夹持对环形锻件可靠稳定的固定,自动化程度高,不用人工再绑缚操作,节省了大量的人工,提高了整体的效率,高效稳定;电动调节装置实现了对夹持装置的相对位置的调整,从而适应不同尺寸的环形锻件的支撑夹持,整个装置安全可靠,定点定位转移,适宜批量生产工艺,方便调整夹持尺寸,适应不同尺寸环形锻件的匹配程度高,适宜广泛推广使用。
附图说明
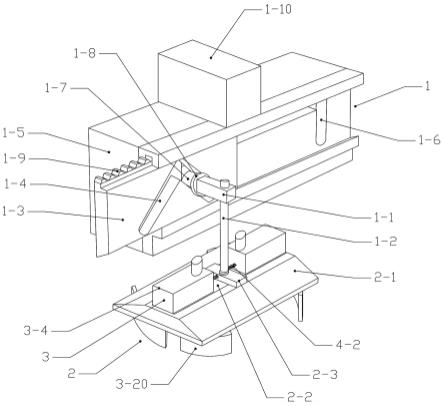
16.图1是根据本发明实施例的往复式定向转运锻件的装置的立体示意图。
17.图2是根据本发明实施例的往复式定向转运锻件的装置中夹持装置的结构示意图。
18.图3是根据本发明实施例的往复式定向转运锻件的装置中外稳定装置的俯视结构示意图。
19.图4是根据本发明实施例的往复式定向转运锻件的装置中电动调节装置的结构示意图。
20.图5是根据本发明实施例的往复式定向转运锻件的装置中第一驱动减速电机的连接驱动示意图。
21.如图所示:1、上起吊装置;1-1、起吊驱动横杆;1-2、起吊杆;1-3、起吊上滑板;1-4、前滑槽;1-5、起吊箱体;1-6、后滑槽;1-7、支撑柱;1-8、限位卡板;1-9、滑动齿条;1-10、第一驱动减速电机;2、下吊装装置;2-1、主吊具板;2-2、滑动腔;2-3、起吊端板;3、夹持装置;3-1、滑动凸棱;3-2、外稳定装置;3-3、内抵靠装置;3-4、平移外壳体;3-5、液压缸;3-6、升降传动齿条;3-7、升降块;3-8、下凸台;3-9、升降空腔;3-10、l形抵撑杆;3-11、中间连接杆;3-12、弧形抵撑板;3-13、从动齿轮;3-14、钢丝缠绕轮;3-15、牵引钢丝绳;3-16、内连接支座;3-17、外连接支座;3-18、牵引拉杆;3-19、牵引滑块;3-20、弧形外挡板;3-21、滑块滑槽;3-22、拉伸弹簧;3-23、调节弹簧;3-24、调节螺栓件;4、电动调节装置;4-1、双向螺纹套筒;4-2、调节螺杆;4-3、主动锥齿轮;4-4、第二驱动减速电机。
具体实施方式
22.下面结合实施例对本发明做进一步的详细说明。
23.本发明在具体实施时,用于对较大型的环形锻件进行起吊,环形锻件在生产锻造中平放,当需要输送运转到下一道工序时,就需要使用本装置来进行起吊转运,本装置提供了一种往复式定向转运锻件的装置,主要包括上起吊装置1、下吊装装置2、夹持装置3和电动调节装置4,上起吊装置1固定在生产车间内顶部,实现对下吊装装置2的定点定位起吊,设置放置位置,可以省去工人进一步调整的工序,夹持装置3实现对环形锻件两端的锁定夹持,电动调节装置4实现夹持装置3的相对位置的调整,从而适应不同尺寸的环形锻件的支撑夹持。
24.结合附图1所示,往复式定向转运锻件的装置的具体结构包括上起吊装置1,上起吊装置1包括起吊驱动横杆1-1,起吊驱动横杆1-1的端部设置有起吊杆1-2,起吊杆1-2下端连接下吊装装置2。在一个实施例中,起吊杆1-2可以设置为刚性杆件。然而,起吊杆1-2也可以替换为柔性的钢丝起吊绳,以适用不同的起吊工况。
25.此外,上起吊装置1还包括起吊上滑板1-3,起吊上滑板1-3上设置有镂空的∧状,即倒v状的前滑槽1-4,起吊上滑板1-3滑动设置在起吊箱体1-5的前侧,起吊箱体1-5前侧的上下部分别设置有卡接起吊上滑板1-3的限位槽,用于防止起吊上滑板1-3脱离起吊箱体1-5,起吊箱体1-5的前侧内部设有ㄇ状的后滑槽1-6,起吊驱动横杆1-1的后端设置有贯穿前滑槽1-4和后滑槽1-6的支撑柱1-7,支撑柱1-7的前后端设有限位卡板1-8,限定起吊驱动横杆1-1可以在前滑槽1-4和后滑槽1-6的夹持下稳定的活动不易晃动,起吊上滑板1-3的顶端设置有滑动齿条1-9,起吊箱体1-5的顶端设置有第一驱动减速电机1-10,第一驱动减速电机1-10的输出轴端设有驱动主齿轮,驱动主齿轮驱动啮合滑动齿条1-9。上起吊装置1中通过第一驱动减速电机1-10的带动,驱动起吊上滑板1-3水平的来回滑动,支撑柱1-7就会在前滑槽1-4和后滑槽1-6的交点位置处不断的运动,∧状的前滑槽1-4和ㄇ状的后滑槽1-6的
最高点和最低点的高度均一致,整个运动轨迹为ㄇ状,起吊驱动横杆1-1就会按照既定的轨迹进行不断的运动,从而实现待起吊的环形锻件从指定的位置起吊,并吊装到下一个指定的位置后放下,位置精准,减少调整位置的工序时间。
26.结合附图1中下半部分所示,公开了往复式定向转运锻件的装置的下吊装装置2,下吊装装置2包括主吊具板2-1,沿主吊具板2-1的横向轴线分别对称贯穿设置有夹持装置3,即夹持装置3设置了两组且对称分布,主吊具板2-1内设置有竖直贯通的滑动腔2-2,夹持装置3在滑动腔2-2内滑动,夹持装置3配合其两侧的滑动凸棱3-1实现在滑动腔2-2内的滑动,以便于控制之间距离,方便调节夹持不同尺寸的环形锻件;具体地,如附图2所示,公开了一种图1下吊装装置2中的夹持装置3,夹持装置3包括外稳定装置3-2和内抵靠装置3-3,夹持装置3还包括外部的平移外壳体3-4,主吊具板2-1内设置有竖直贯通的滑动腔2-2,滑动腔2-2内两侧分别设有水平滑槽,平移外壳体3-4的两侧设置有和水平滑槽相配合的滑动凸棱3-1,平移外壳体3-4的一端上部固定设置有液压缸3-5,液压缸3-5的活塞杆下端连接竖直设置的升降传动齿条3-6,升降传动齿条3-6传动连接外稳定装置3-2。如附图3所示,外稳定装置3-2还包括和升降传动齿条3-6相配合的从动齿轮3-13,从动齿轮3-13上的两侧同轴设置有钢丝缠绕轮3-14,同轴设置同步转动,钢丝缠绕轮3-14上分别绕设有牵引钢丝绳3-15,牵引钢丝绳3-15的端部分别连接内连接支座3-16,内连接支座3-16连接外连接支座3-17,其中内连接支座3-16和外连接支座3-17之间通过调节螺栓件3-24连接,调节螺栓件3-24的中部螺杆上套接有调节弹簧3-23,通过调节调节弹簧3-23和调节螺栓件3-24的松紧控制外侧弧形外挡板3-20夹持的松紧程度。
27.外连接支座3-17上向外延伸分别铰接有牵引拉杆3-18,牵引拉杆3-18的另一端铰接牵引滑块3-19,牵引滑块3-19的下端连接弧形外挡板3-20,弧形外挡板3-20内侧设置有耐磨橡胶板,耐磨橡胶板上设置有防滑纹路,耐磨防滑提高夹持的紧密程度。平移外壳体3-4的底壁上开设有滑块滑槽3-21,牵引滑块3-19两侧设有和滑块滑槽3-21两侧滑动槽相配合卡接的燕尾凸起,实现快速滑动。其中两个滑块滑槽3-21之间呈10-15
°
夹角,两个牵引滑块3-19之间连接有拉伸弹簧3-22,弹簧拉伸可以辅助放下工件后快速恢复到原始状态。升降传动齿条3-6的下端设置有升降块3-7,升降块3-7传动连接内抵靠装置3-3,内抵靠装置3-3包括固定在平移外壳体3-4底部的下凸台3-8,下凸台3-8内设有供升降块3-7滑动升降的升降空腔3-9,升降块3-7上靠近外部一侧设置有l形抵撑杆3-10,l形抵撑杆3-10上直角位置处铰接下凸台3-8内部,升降空腔3-9在靠近l形抵撑杆3-10一侧设置有开口通槽,l形抵撑杆3-10在其直角位置处铰接开口通槽的内壁,l形抵撑杆3-10的一端和升降块3-7下端之间通过中间连接杆3-11分别铰接,l形抵撑杆3-10上另一端设置有弧形抵撑板3-12,弧形抵撑板3-12内侧设置有耐磨橡胶板,耐磨橡胶板上设置有防滑纹路,通过液压向下压紧,传动到l形抵撑杆3-10上对环形锻件的内侧进行紧实的抵靠,是对环形锻件的主要支撑提升拉力。
28.同侧的内抵靠装置3-3和外稳定装置3-2用于夹持环形锻件的一端内外壁。内侧的内抵靠装置3-3是对环形锻件的主要支撑提升拉力,外侧的外稳定装置3-2是对环形锻件起到辅助提升,夹持稳定的作用。
29.结合附图1和附图4所示,主吊具板2-1上部固定设置有起吊端板2-3,起吊端板2-3上端连接起吊杆1-2的下端,起吊端板2-3架设在滑动腔2-2中部,夹持装置3之间通过电动
调节装置4连接,起吊端板2-3内设置有空腔,电动调节装置4包括转动连接在空腔内的双向螺纹套筒4-1,两侧夹持装置3的相对侧分别设置有调节螺杆4-2,两个调节螺杆4-2上螺纹反向设置,调节螺杆4-2分别和双向螺纹套筒4-1相配合螺接,双向螺纹套筒4-1上设置有从动锥齿轮,从动锥齿轮配合连接主动锥齿轮4-3,主动锥齿轮4-3设置在第二驱动减速电机4-4的输出轴端,第二驱动减速电机4-4固定设置在滑动腔2-2内中部。通过第二驱动减速电机4-4的启动,带动锥齿轮传动,实现双向螺纹套筒4-1的转动,由于调节螺杆4-2的螺纹方向相反,因此就会实现两侧的调节螺杆4-2同步的伸缩,从而带动两侧的夹持装置3同步的进行相向或相对方向的运动,实现对不同夹持尺寸的控制。
30.本装置在生产实践当中使用时,起吊箱体1-5是通过吊缆绳或支架直接固定在生产车间内顶部,根据现场提升运送距离的需要设置成不同长度高度的规格;上起吊装置1中通过第一驱动减速电机1-10的带动,驱动起吊上滑板1-3水平的来回滑动,支撑柱1-7就会在前滑槽1-4和后滑槽1-6的交点位置处不断的运动,整个运动轨迹为ㄇ状,起吊驱动横杆1-1就会按照既定的轨迹进行不断的运动,从而实现待起吊的环形锻件从指定的位置起吊,并吊装到下一个指定的位置后放下;当控制下吊装装置2下落到指定的待吊装位置时,使得环形锻件的两端分别处于弧形抵撑板3-12和弧形外挡板3-20的之间位置,主吊具板2-1的地方放置在环形锻件的上表面平放稳当后,液压缸3-5开始动作,向下伸长,升降传动齿条3-6向下运动,带动从动齿轮3-13转动,同时同步带动钢丝缠绕轮3-14进行转动,从而带动牵引钢丝绳3-15收卷拉紧,再通过牵引拉杆3-18的牵引,实现对两个牵引滑块3-19的向内进行拉引,弧形外挡板3-20就会夹紧环形锻件的外侧;同时,升降块3-7也在液压缸3-5伸长同时开始下降,通过中间连接杆3-11的传动,l形抵撑杆3-10就会支撑起来,弧形抵撑板3-12向内对环形锻件的内侧进行抵靠支撑,两侧的夹持装置3同步动作,通过液压力对环形锻件内侧进行强有力的支撑,再配合外侧弧形外挡板3-20的辅助夹持对环形锻件可靠稳定的固定;第一驱动减速电机1-10启动,带动下吊装装置2进行起吊并移动,到达指定位置后放置,此时液压缸3-5开始动作,进行收缩动作,将环形锻件释放后,第一驱动减速电机1-10可以再启动,返回到吊装环形锻件的原始位置进行下一次的吊装。
31.尽管主要参照确定的实施形式已示出和已描述本发明,但是熟悉本专业领域的技术人员应理解,可以对其在构建方案和细节方面等进行众多改变,而不背离权利要求所限定的保护范围。因而,本发明的保护范围通过权利要求来确定,并且包括落入权利要求的词义或者等同范围之下的所有改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1