用于橡胶制品生产的多功能A型架的制作方法
用于橡胶制品生产的多功能a型架
技术领域
1.本实用新型属于橡胶技术领域,特别涉及一种用于橡胶制品生产的多功能a 型架。
背景技术:
2.橡胶胶布制品生产时,需要对骨架材料和垫布进行卷取、整理、回收,以保证压延半成品尺寸的一致性和稳定性。压延后的布卷由于自重的原因,还需要在与主机配套的固定支架上悬空存放、使用。
3.现有与主机配套使用支架多为固定式结构,缺点是功能单一且不可移动,设备投资较大,占用生产作业现场的大量空间,只能进行胶布/胶片布卷的收放,隔离垫布的回收、整理需要另外设备进行,不能实现胶布/胶片布卷的收放与隔离垫布的同步回收整理。
4.因此,设计一种结构简单,集骨架整理、布卷放料,同时进行垫布回收、布卷储运一体的布卷支架对橡胶制品加工行业发展意义重大。
5.橡胶制品行业按照产品分成两类,一种为轮胎制品企业,其余为非轮胎制品企业。轮胎制品企业规模大、加工设备投资大,门类齐全,而且工装、设备自动联动化高,一般橡胶制品企业无法实现和负担轮胎制品生产那种设备、工装投入。在橡胶制品加工过程中需使用干净、整洁、无油污、无水渍、沙尘等污染的垫布,用以保存未硫化胶料或已敷胶的帘布,使橡胶表面保持新鲜,避免污染,防止层间粘连和硫化后产品出现外观疤裂、层间粘合力不足、起鼓脱层等不良表现。垫布需要重复使用,因此对垫布自身洁净程度的要求较高。通常垫布使用后需要经过垫布整理机二次整理,达到垫布布卷的整齐、对正目的,这样就需要投入大量人力、设备、工时,为中小型规模的企业带来很大困扰;同时在使用过程中由于垫布落地影响产品质量。布卷储运过程中垫布因水渍、油污、沙尘等污染造成报废、寿命降低也成为中小规模橡胶制品加工企业亟待解决的问题。
技术实现要素:
6.本实用新型的目的在于克服上述缺陷,提供一种用于橡胶制品生产的多功能 a型架,在布卷放料的同时实现垫布回收整理,省去了垫布回收后续整理工序,同时可在牵引方向180
°
范围任意角度前进、后退移动,并可作为压延机、裁断机、胶布硫化机辅助设备配合使用,实现了一机多用,有效利用了作业空间,节省了机台、设备、人员和企业运行成本,特别是解决了垫布落地影响产品质量和垫布因污染寿命缩短的难问题。
7.本实用新型的目的是通过以下技术方案实现的:一种用于橡胶制品生产的多功能a型架,其特征在于:它包括a型架体、安全卡盘、布卷圆杠卡槽和松紧调节机构;所述a型架体由相对设置的a型支架和连接两个a型支架的底座组成,所述a型支架的顶部安装相对设置的安全卡盘,方杠的两端分别安装在两侧安全卡盘的方杠卡槽内,其中一端的安全卡盘转动轴上安装驱动摇轮,另一端安全卡盘上安装松紧调节机构,所述a型支架的侧梁上设置四个用于放置压延半成品布卷的布卷圆杠卡槽。
8.所述布卷圆杠卡槽上设有插孔,插孔内插装安全插销。
9.所述松紧调节机构包括刹车闸片、压紧弹簧和松紧调节旋钮,所述刹车闸片夹装在两个夹片之间,刹车闸片和两个夹片插装在安全卡盘的转动轴上,压紧支架的一端连接松紧调节旋钮,压紧支架的另一端连接夹装在两个夹片之间的压紧弹簧。
10.所述底座的底部安装支脚和移动轮,支脚和移动轮分别位于两侧a型支架的底部。
11.所述底座的底部固定与牵引车配合的牵引轴套。
12.本实用新型的有益效果是:
13.1、牵引车的轴头与a型架体底部的牵引轴套配合,实现a型架体180
°
无死角移动,不受车间场地和狭窄空间限制,宽度超过1米的通道都可自由通过,生产过程中进行半成品规格品种尺寸的调整、更换时,将载有该规格半成品的a型架体牵引至导开位置进行两个产品的首尾接头作业,不用关停整条生产线即可实现,保证了生产的连续、稳定,维护成本较固定式支架要低。
14.2、通过胶布/胶片放卷时,作用在垫布回收卷上的摩擦力带动垫布回收卷转动,完成垫布回收动作,此时,半成品胶布/胶片的直线运动反馈到半成品布卷和垫布回收卷上成为旋转运动;当垫布回收卷过于松弛,可以通过摇柄进行布卷的松紧调剂;当布卷边部不整齐出现中心偏移时,只要手动调整胶布/胶片卷或者垫布回收卷的任一卷轴左右位置,使两个布卷中心线重新达到基本重合,即可实现垫布回收卷卷取的人工纠偏导正动作。
15.3、符合压延后半成品悬空存放的工艺要求,布卷可以在a型架上临时储存,实现布卷半成品的悬空临时存储、胶布/胶片定长裁断,同时实现垫布回收,避免垫布后期再次整理工作,提高了生产效率和设备机台的有效工时。
16.4、压延半成品布卷在释放压延胶布/胶片的同时,实现了垫布的同步回收,并通过驱动摇柄和刹车闸片限制了回收垫布和放压延半成品布卷的松紧程度和自由转动,杜绝了垫布落地受到污染的风险,对提高产品质量有很大贡献,同时也延长了垫布的使用周期,避免因落地造成垫布污染报废问题,降本增效效果显著。
17.5、可作为压延机、裁断机、胶布/胶片硫化机的辅助设备使用,不用再专门进行垫布整理、物料收放设备的采买、安装,需要时牵引至固定位置即可,实现作业现场的空间利用率最优化,节省了公司生产制造部门的运行成本。
18.6、驱动摇轮手动调节回收垫布卷松紧,左右移动布卷,实现卷取回收的纠偏导正动作,垫布整理效果好,整齐、紧实,裁取胶片/布片的同时回收卷取垫布,并且回收的垫布不需要再次进行专门的整理就可直接用于生产,大大提高了生产效率,节约了大量工时人员成本。
附图说明
19.图1是本实用新型的结构示意图。
20.图2是本实用新型侧视图。
21.图3是本实用新型图2的局部放大图。
22.图4是牵引车结构示意图。
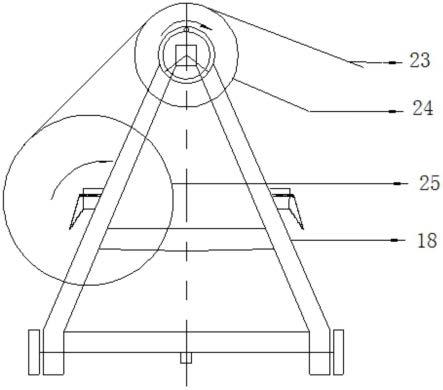
23.图5是工作原理示意图。
24.其中:
25.1-驱动摇轮,2-转动轴,3-安全卡盘,4-方杠,5-布卷圆杠卡槽,6-安全插销,7-插孔,9-夹片,10-牵引轴套,11-支脚,12-松紧调节旋钮,13-压紧弹簧,14
‑ꢀ
移动轮,15-牵引车,16-球形牵引轴头,17-刹车闸片,18-a型支架,19-底座,20
‑ꢀ
压紧支架,21-圆杠,22-垫布,23-压延布/胶片,24-垫布回收卷,25-压延半成品布卷。
具体实施方式
26.实施例:如图1-5所示,一种用于橡胶制品生产的多功能a型架,采用150
ꢀ×
50(mm)槽钢焊接成一个a型架体,a型架体由相对设置的a型支架18和固定两个a型支架18的底座19组成,所述底座19的底部安装支脚11和移动轮14,支脚11位于一侧a型支架18的底部,两支脚11之间的底座底部固定焊接外径50mm,内径44mm,长度55mm的圆管状牵引轴套10,牵引车15底部的球型牵引轴头16置于牵引轴套10内,为a型架体提供动力,实现a型架体在牵引方向180
°
任意角度的移动;所述a型支架18的顶部安装相对设置的安全卡盘3,方杠4的两端分别安装在两侧安全卡盘3的方杠卡槽内,在轴向方向施力可实现安全卡盘3开合,收取方杠4,其中一端的安全卡盘3转动轴上安装驱动摇轮1,转动驱动摇轮1带动方杠4转动,另一端安全卡盘3的转动轴2上安装刹车闸片17和夹片9,刹车闸片17夹装在两个夹片9之间,压紧支架20的一端连接松紧调节旋钮12,压紧支架20的另一端连接夹装在两个夹片9之间的压紧弹簧13,通过旋动松紧调节旋钮12,调节压紧弹簧13,实现对方杠4转动速度的调节;所述a型支架18的侧梁上设置四个用于放置压延半成品布卷25的布卷圆杠卡槽5,布卷圆杠卡槽5上设有插孔7,插孔7内插装安全插销6。
27.工作过程:
28.垫布回收卷24套装在方杠上,在轴向方向施力可实现安全卡盘开合,收取方杠,当安全卡盘闭合后,垫布回收卷不会掉落,保证设备运转安全、可靠;压延半成品布卷25插入圆杠21,固定在布卷圆杠卡槽内,卡槽上有安全插销插孔和通过铁链焊接在卡槽外的安全插销,安全插销可防止圆杠从卡槽中脱落,导致机构失效;转动驱动摇轮带动方杠转动,方杠带动垫布回收卷转动,实现半成品放料、垫布回收卷回收,同时进行了垫布的整理工作;旋转松紧调节旋钮,防止垫在里回收卷空转导致垫布落地,同时也有布轴刹车制动作用;位于松紧调节旋钮一侧的a型架体底座上安装支脚11,驱动摇轮一侧a型支架的正下方底座上焊接牵引轴套,为牵引车的球形牵引轴头16外套,球形牵引轴头16与牵引轴套配合,对a型架体提供移动动力,实现a型架体在牵引方向180
°
任意角度的移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1