一种复合材料曲面加筋壁板一体化成型模具及制造方法与流程
1.本发明属于结构复合材料制造技术领域技术领域,特别涉及一种复合材料曲面加筋壁板一体化成型模具及制造方法。
背景技术:
2.加筋壁板结构作为各类航空航天结构常用的结构形式,其结构轻量化水平、工艺可制造性、制造效率和成本是夯实和拓展其应用范围的关键。目前,采用金属材质制作的加筋壁板结构重量较大,降低了整体系统的轻量化水平;采用复合材料制作的加筋壁板结构制造效率较低、成本较高。因此,如何保证加筋壁板结构同时具备较高的轻量化水平和工艺可制造型,即为相关业者所亟待解决的问题所在。
技术实现要素:
3.本发明的目的在于提供一种复合材料曲面加筋壁板一体化成型模具及制造方法,减少复合材料曲面加筋壁板后续机加工序,提高复合材料曲面加筋壁板制造效率和制造质量。
4.为达到上述目的,本发明采用以下技术方案:
5.一种复合材料曲面加筋壁板一体化成型模具,包括上模、下模和至少一个芯块模;该上模上包含复合材料曲面加筋壁板型面特征结构和与下模限位配合特征结构;该芯块模的配合面为倾斜面,该芯块模与下模为凹凸配合。
6.进一步地,成型模具的材质选用p20钢材、经调制和热处理的45#钢材等,该模具采用硬度更大的钢材机加而成。
7.进一步地,所述钢材的硬度hrc应不低于25。
8.一种复合材料曲面加筋壁板一体化制造方法,基于上述成型模具,包括以下步骤:
9.打开成型模具的上模、下模和芯块模;
10.设置芯块模的配合面角度,使之具备当热压机垂直下压时产生压力的侧向分力;
11.向成型模具中加入复合材料,铺设复合材料筋条,并在芯块模上铺贴盒型件,对盒型件多次抽真空预压;
12.合模,热压机垂直下压,利用芯块模的配合面产生的侧向分力,以对加强筋侧面加压;
13.达到预设时间后开模,得到复合材料曲面加筋壁板。
14.进一步地,芯块模的配合面角度为与竖向的夹角不大于45
°
。
15.进一步地,复合材料为全碳纤维增强树脂基复合材料。
16.进一步地,盒型件厚度不超过2.5mm。
17.进一步地,在芯块模上铺贴盒型件时,每次真空预压铺层数量不大于5层。
18.进一步地,当复合材料加筋厚度小于10mm时,采用盒型件和预压筋条共固化的整体成型。
19.进一步地,当复合材料加筋厚度大于10mm时,采用将筋条预固化,使筋条具备较好的内部压实质量和一定比例的固化交联度,再将预固化的筋条与盒型件采用共胶结的整体工艺成型。
20.本发明具有以下优点:本发明采用组合式多路径加压式成型模具和共固化/共胶结整体成型工艺制造复合材料曲面加筋壁板结构,能够解决传统金属加筋壁板和复合材料加筋壁板结构中无法同时实现结构重量和工艺优势的问题,基于一体化成型模具来对复合材料曲面加强筋板进行一体化制造,制造效率更高;而且能够在制造过程中实现均匀地传温传压,克服了传统的多步制造引入的不良影响因素,提高了产品的合格率。相对于传统的多步制造方式需要多个设备进行工作,设备的购置成本和运行成本,以及各个步骤制造的中间产品的检测成本等都无疑提高了整个制造成本,本发明通过一体化制造方法完全省去了这些成本,相对于传统的方法具备更低成本的优势。
附图说明
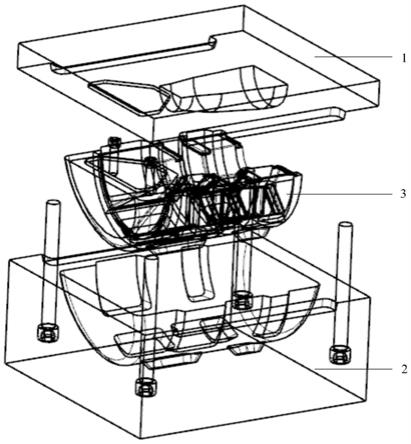
21.图1是一种复合材料曲面加筋壁板一体化成型模具示意图。
22.图中:1
‑
上模,2
‑
下模,3
‑
芯块模。
具体实施方式
23.为使本发明的技术方案能更明显易懂,特举实施例并结合附图详细说明如下。
24.本实施例公开一种复合材料曲面加筋壁板一体化成型模具,如图1所示,包括上模1、下模2和至少一个芯块模3;该上模1上包含复合材料曲面加筋壁板型面特征结构和与下模2限位配合特征结构;该芯块模3的配合面为倾斜面,该芯块模3与下模2为凹凸配合。成型模具的材质可选用p20钢材、经调制和热处理的45#钢材中的一种,钢材的硬度hrc应不低于25。
25.本发明还公开一种复合材料曲面加筋壁板一体化制造方法,利用上述成型模具来制造一种复合材料曲面加筋壁板,具体包括以下步骤:
26.第一步:打开成型模具的上模、下模和芯块模。
27.第二步:设置芯块模的配合面角度,配合面角度为与竖向的夹角不大于45
°
,使之具备当热压机垂直下压时产生压力的侧向分力。
28.第三步:向成型模具中加入复合材料,该复合材料为全碳纤维增强树脂基复合材料,铺设复合材料筋条,并在芯块模上铺贴盒型件,盒型件厚度不超过2.5mm,对盒型件多次抽真空预压,每次真空预压铺层数量不大于5层。
29.第四步:合模,热压机垂直下压,利用芯块模的配合面产生的侧向分力,以对加强筋侧面加压;当复合材料加筋厚度小于10mm时,采用盒型件和预压筋条共固化的整体成型;当复合材料加筋厚度大于10mm时,采用将筋条预固化,使筋条具备较好的内部压实质量和一定比例的固化交联度,再将预固化的筋条与盒型件采用共胶结的整体工艺成型。
30.第五步:达到预设时间后开模,得到复合材料曲面加筋壁板。
31.以上实施例仅用以说明本发明的技术方案而非对其进行限制,本领域的普通技术人员可以对本发明的技术方案进行修改或者等同替换,本发明的保护范围以权利要求所述为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1