一种用于回收废旧塑料的高通量智能分拣方法及系统
1.本发明涉及光谱识别及废旧塑料回收技术领域,具体涉及一种用于回收利用塑料的高通量智能分拣方法及系统。
背景技术:
2.塑料作为一种广泛应用的化工产品,在给人类日常生活带来便捷的同时,由于其自身难以降解的弱点,给地球环境和环保要求带来了极大的挑战。废旧塑料如得不到合理的安置,会带来严重的环境污染等问题,同时造成巨大的资源浪费。废旧塑料的回收利用是解决废旧塑料问题的重要途径,而废旧塑料的分选是回收利用中至关重要的环节,是实现塑料高效、高附加值利用的前提。废旧塑料分选提纯再生后可以提升制品品质,减少焚烧或裂解过程中有害气体的排放,这些都是在塑料回收利用中需要考虑的内容。
3.对多种成分混合的废旧塑料的分选方法,目前主要包括沉浮分选、风力分选、静电分选、浮选法以及人工分选等。但是这些方法都或多或少存在高能耗、自动化程度低、效率低、准确性差以及二次污染等缺点,难以适应现代回收行业的规模化、低成本发展需求。
4.近红外光谱分选技术是近年来出现的新技术,但是将其应用于到废旧塑料回收技术领域,并且实现高效、低成本的目标,尚存在诸多的技术困难。
技术实现要素:
5.针对上述现有技术存在的不足,本发明的目的在于,提供一种用于回收废旧塑料的高通量智能分拣方法及系统,通过近红外传感器光谱识别,按照不同种类的塑料进行筛选,从而将被筛选的混合塑料(pp、pet、pe、pa、pvc)快速高效地识别分类筛选和自动收集,以满足废旧塑料回收规模化、低成本的要求。
6.本发明为实现上述目的,所提供的技术方案为:
7.一种用于回收废旧塑料的高通量智能分拣方法,其特征在于包括以下步骤:
8.(1)设置一高通量智能分拣系统,其包括主控机及多个红外筛选机械手,每一红外筛选机械手上均设置有具备感知不同废旧塑料成分特定的数个特征峰的nir光谱识别装置及空气喷射装置,各nir光谱识别装置均设有一红外探头;各筛选机械手自料斗依次自上而下、分层排列、形成多层红外筛选生产线;
9.(2)将回收的混合废旧塑料碎片装入料斗,再由传送带依次顺序传送至各红外筛选机械手、依次滑落,在滑落的行程中,由红外探头根据探测到的不同废旧塑料成分特定的数个特征峰进行光谱识别分选,当红外探头检测到混合废旧塑料中具备单一成分塑料碎片的数个特征峰时,红外筛选机械手的空气喷射装置动作,对所识别出来的塑料碎片喷射空气、吹离混合废旧塑料,将该单一成分的塑料碎片筛选出来、使其脱离混合废旧塑料,单独收集;该空气喷射装置一次仅对一个塑料碎片进行操作;
10.(3)重复步骤(2),将回收的混合废旧塑料碎片中的各种单一成分的塑料碎片,依次送入各个红外筛选机械手,全部进行筛选和单独收集后,完成第一个分选循环;
11.(4)将第一个分选循环筛选完成后,将剩余未被识别的混合废旧塑料再次送入料斗,进行第二个分选循环,将筛选出的碎片单独收集,未被筛选的再次送入料斗,如此类推,直至全部分选完毕;
12.(5)将被各红外筛选机械手依次分选出、并分别收集的各单一成分的废旧塑料,各自运出,以用于后续分类再生加工。
13.所述混合废旧塑料碎片,其包含的具有特定的数个特征峰的废旧塑料成分包括pp、pet、pe、pa、pvc。
14.所述红外筛选机械手由用来分别筛选pp、pet、pe、pa、pvc的五个红外筛选机械手组成。
15.所述的步骤(2),具体包括以下步骤:
16.当混合废旧塑料从料斗或传送带送出、经过具备感知pp红外筛选机械手时,所述的pp红外筛选机械手将pp塑料碎片筛选出来、使其脱离混合废旧塑料,并单独收集;
17.剩余的混合废旧塑料被传送带送出、在经过pet红外筛选机械手时,所述的pet红外筛选机械手将pet塑料碎片筛选出来、使其脱离混合废旧塑料,并单独收集;
18.剩余的混合废旧塑料被传送带送出、在经过pe红外筛选机械手时,所述的pe红外筛选机械手将pe塑料碎片筛选出来、并使其脱离混合废旧塑料;
19.剩余的混合塑料被传送带送出、在经过pa红外筛选机械手时,所述的pa红外筛选机械手将pa塑料碎片筛选出来、并使其脱离混合废旧塑料;
20.剩余的混合塑料被传送带送出、在经过pvc红外筛选机械手时,所述的pvc红外筛选机械手,将pvc筛选出来、并使其脱离混合废旧塑料;
21.以上筛选步骤顺序不分先后,各步骤中仅筛选和分离与各红外筛选机械手光谱识别检测成分特性一致的塑料碎片,而其他成分的碎片则不予筛选和分离。
22.所述的用于回收废旧塑料的高通量智能分拣方法,其特征在于:所述步骤(2)还包括如下步骤:
23.(1)将所分拣的混合废旧塑料碎片,先行清洗、破碎、去除金属杂质,破碎尺寸合适,构成混合废旧塑料碎片的废旧塑料为单一成分制成;
24.(2)将所分拣的混合废旧塑料,提前剔除黑色和深色塑料,所分拣的塑料均为浅色,以提高分拣的准确性和效率。
25.所述nir光谱识别装置的红外探头,其传感器检测区域为近红外短波或长波区域,采集方式为漫反射方式采集光谱。
26.采集红外光谱时主要针对不同塑料特定的数个特征峰进行比对识别,具体为:pp的红外光谱特征峰为2962~2920cm
‑1,2872~2852cm
‑1,1465~1459cm
‑1,1378~1375cm
‑1,1162~1156cm
‑1,973~971cm
‑1;pet的红外光谱特征峰为1717~1725cm
‑1处的羰基伸缩振动峰,1263~1268cm
‑1处的苯环碳的c
‑
c
‑
o的不对称伸缩振动峰,1120cm
‑1和1100cm
‑1附近的o
‑
ch2‑
ch2的不对称伸缩振动峰,725cm
‑1处的c
‑
h摇摆振动峰;pe的红外光谱特征峰为2920cm
‑1和2850cm
‑1处的亚甲基伸缩振动峰,1464cm
‑1和719cm
‑1处的亚甲基扭曲变形振动峰;pa的红外光谱特征峰为3300cm
‑1,1635cm
‑1,1540cm
‑1,1282~1260cm
‑1附近,其中pa6的红外光谱特征峰为960cm
‑1,930cm
‑1,pa66的红外光谱特征峰为935cm
‑1;pvc的红外光谱特征峰为1426cm
‑1处的
‑
ch2‑
chcl
‑
的对称伸缩振动峰,1334cm
‑1和1254cm
‑1处的
‑
chcl
‑
伸缩振动峰,
693cm
‑1和614cm
‑1处的c
‑
cl伸缩振动峰。
27.一种实施前述方法的用于回收废旧塑料的高通量智能分拣系统,其特征在于,其包括主控机、多个红外筛选机械手、料斗、多个传送带、收集箱;其中多个筛选机械手自料斗依次自上而下、分层排列、形成多层红外筛选生产线;其中每一红外筛选机械手上均设置有具备感知不同废旧塑料成分特定的数个特征峰的nir光谱识别装置及空气喷射装置,各nir光谱识别装置均设有一红外探头;待回收的混合废旧塑料碎片装在料斗中,传送带依次顺序设置在各红外筛选机械手的下方,将混合废旧塑料碎片传送至各红外筛选机械手下方,由各红外探头根据探测到的不同废旧塑料成分特定的数个特征峰进行光谱识别分选;空气喷射装置设置在两个传送带交汇处的斜上方、对准在两个传送带之间滑落的塑料碎片,并对所识别出来的塑料碎片喷射空气、吹离混合废旧塑料,使其脱离混合废旧塑料,进入对应的收集箱。
28.所述的用于回收废旧塑料的高通量智能分拣系统,其特征在于,其还包括多个分选隔板,该分选隔板设置在两个传送带交汇处,并且与空气喷射装置协同工作,使被识别出来的塑料碎片吹离混合废旧塑料,进入对应的收集箱。
29.所述的红外筛选机械手为5个,分别为:pp红外筛选机械手、pet红外筛选机械手、pe红外筛选机械手、pa红外筛选机械手、pvc红外筛选机械手。
30.本发明的技术效果在于:
31.(1)本发明提供的用于回收废旧塑料的高通量智能分拣方法及系统,通过光谱识别及喷气筛选技术,可以实现从混合废旧塑料中,高效、准确、低成本、大规模地分离不同成分塑料和分别收集,且自动化程度高,能耗低,无二次污染,可以满足废旧塑料回收行业的发展需求。
32.(2)本发明提供的用于回收废旧塑料的高通量智能分拣方法及系统,可以从混合废旧塑料中智能辨别出pp、pet、pe、pa、pvc并进行同步分拣,以实现大通量的分拣作业。具体通过对预先处理好的混合废旧塑料,通过近红外传感器智能识别,按照不同成分种类的塑料进行筛选,从而将被筛选的混合塑料中的pp、pet、pe、pa、pvc等快速高效地识别、分类并分拣。
33.(3)本发明提供的用于回收废旧塑料的高通量智能分拣方法及系统,将近红外光谱分选技术和化学计量学等理论技术,应用于废旧塑料回收时材料分选技术,并通过对工艺和系统的同步设计,达到大通量、自动化、高效、环保的效果。
34.(4)本发明提供的用于回收废旧塑料的高通量智能分拣方法及系统,通过近红外探头与主控机的结合,可智能、准确、快速的识别出混合废旧塑料中的不同成分的塑料材料,以最大程度地回收利用废旧塑料,使资源重复可利用,减少再生产所需要的制造费用和人工投入,这有助于减少人工费用,扭转废旧塑料再生产工业的盈利性,同时也能有效地减少废旧塑料埋入地下以及直接焚烧所带来的对自然环境的污染和破坏。
附图说明
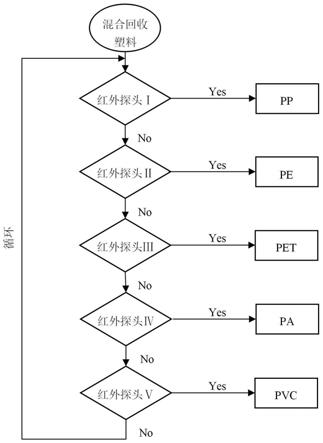
35.图1为本发明用于回收废旧塑料的高通量智能分拣方法的流程示意图。
36.图2为本发明用于回收废旧塑料的高通量智能分拣系统的整体结构示意图。
37.图3为图2分拣系统的部分结构示意图。
38.图中:
39.1、主控机;2、机械手;3、料斗;4、回收塑料碎片;5、传送带;6、nir光谱识别装置;7、红外探头;8、空气喷射装置;9、分选隔板;10、收集箱;21、pp红外筛选机械手;22、pet红外筛选机械手;23、pe红外筛选机械手;24、pa红外筛选机械手;25、pvc红外筛选机械手。
40.下面结合实施例及附图,对本发明进一步地详细描述。
具体实施方式
41.请参见附图1~3,本发明实施例提供的用于回收废旧塑料的高通量智能分拣方法,包括以下步骤:
42.(1)设置一高通量智能分拣系统,其包括主控机及多个红外筛选机械手,每一红外筛选机械手上均设置有具备感知不同废旧塑料成分特定的数个特征峰的nir光谱识别装置及空气喷射装置,各nir光谱识别装置均设有一红外探头;各筛选机械手自料斗依次自上而下、分层排列、形成多层红外筛选生产线;
43.(2)将回收的混合废旧塑料碎片装入料斗,再由传送带依次顺序传送至各红外筛选机械手、依次滑落,在滑落的行程中,由红外探头根据探测到的不同废旧塑料成分特定的数个特征峰进行光谱识别分选,当红外探头检测到混合废旧塑料中具备单一成分塑料碎片的数个特征峰时,红外筛选机械手的空气喷射装置动作,对所识别出来的塑料碎片喷射空气、吹离混合废旧塑料,将该单一成分的塑料碎片筛选出来、使其脱离混合废旧塑料,单独收集;该空气喷射装置一次仅对一个塑料碎片进行操作;
44.(3)重复步骤(2),将回收的混合废旧塑料碎片中的各种单一成分的塑料碎片,依次送入各个红外筛选机械手,全部进行筛选和单独收集后,完成第一个分选循环;
45.(4)将第一个分选循环筛选完成后,将剩余未被识别的混合废旧塑料再次送入料斗,进行第二个分选循环,将筛选出的碎片单独收集,未被筛选的再次送入料斗,如此类推,直至全部分选完毕;
46.(5)将被各红外筛选机械手依次分选出、并分别收集的各单一成分的废旧塑料,各自运出,以用于后续分类再生加工。
47.具体的,所述混合废旧塑料碎片,其包含的具有特定的数个特征峰的废旧塑料成分包括并不限于pp、pet、pe、pa、pvc等。
48.所述红外筛选机械手由用来分别筛选pp、pet、pe、pa、pvc的五个红外筛选机械手组成,分别对应的识别和分拣对应材质的塑料碎片。
49.所述的步骤(2),具体包括以下步骤:
50.当混合废旧塑料从料斗或传送带送出、经过具备感知pp红外筛选机械手时,所述的pp红外筛选机械手将pp塑料碎片筛选出来、使其脱离混合废旧塑料,并单独收集;
51.剩余的混合废旧塑料被传送带送出、在经过pet红外筛选机械手时,所述的pet红外筛选机械手将pet塑料碎片筛选出来、使其脱离混合废旧塑料,并单独收集;
52.剩余的混合废旧塑料被传送带送出、在经过pe红外筛选机械手时,所述的pe红外筛选机械手将pe塑料碎片筛选出来、并使其脱离混合废旧塑料;
53.剩余的混合塑料被传送带送出、在经过pa红外筛选机械手时,所述的pa红外筛选机械手将pa塑料碎片筛选出来、并使其脱离混合废旧塑料;
54.剩余的混合塑料被传送带送出、在经过pvc红外筛选机械手时,所述的pvc红外筛选机械手,将pvc筛选出来、并使其脱离混合废旧塑料;
55.以上筛选步骤顺序不分先后,各步骤中仅筛选和分离与各红外筛选机械手光谱识别检测成分特性一致的塑料碎片,而其他成分的碎片则不予筛选和分离。
56.所述步骤(2)还包括如下步骤:
57.(1)将所分拣的混合废旧塑料碎片,先行清洗、破碎、去除金属杂质,破碎尺寸合适,构成混合废旧塑料碎片的废旧塑料为单一成分制成;
58.(2)将所分拣的混合废旧塑料,提前剔除黑色和深色塑料,所分拣的塑料均为浅色,以提高分拣的准确性和效率。
59.所述nir光谱识别装置的红外探头,其传感器检测区域为近红外短波或长波区域,采集方式为漫反射方式采集光谱。
60.所述的红外探头采集红外光谱时主要针对不同塑料特定的数个特征峰进行比对识别,具体为:pp的红外光谱特征峰为2962~2920cm
‑1,2872~2852cm
‑1,1465~1459cm
‑1,1378~1375cm
‑1,1162~1156cm
‑1,973~971cm
‑1;pet的红外光谱特征峰为1717~1725cm
‑1处的羰基伸缩振动峰,1263~1268cm
‑1处的苯环碳的c
‑
c
‑
o的不对称伸缩振动峰,1120cm
‑1和1100cm
‑1附近的o
‑
ch2‑
ch2的不对称伸缩振动峰,725cm
‑1处的c
‑
h摇摆振动峰;pe的红外光谱特征峰为2920cm
‑1和2850cm
‑1处的亚甲基伸缩振动峰,1464cm
‑1和719cm
‑1处的亚甲基扭曲变形振动峰;pa的红外光谱特征峰为3300cm
‑1,1635cm
‑1,1540cm
‑1,1282~1260cm
‑1附近,其中pa6的红外光谱特征峰为960cm
‑1,930cm
‑1,pa66的红外光谱特征峰为935cm
‑1;pvc的红外光谱特征峰为1426cm
‑1处的
‑
ch2‑
chcl
‑
的对称伸缩振动峰,1334cm
‑1和1254cm
‑1处的
‑
chcl
‑
伸缩振动峰,693cm
‑1和614cm
‑1处的c
‑
cl伸缩振动峰。
61.一种实施前述方法的用于回收废旧塑料的高通量智能分拣系统,其包括主控机1、多个红外筛选机械手2、料斗3、多个传送带5、收集箱10;其中多个筛选机械手自料斗依次自上而下、分层排列、形成多层红外筛选生产线;其中每一红外筛选机械手2上均设置有具备感知不同废旧塑料成分特定的数个特征峰的nir光谱识别装置6及空气喷射装置8,各nir光谱识别装置6均设有一红外探头7;待回收的混合废旧塑料碎片4装在料斗3中,传送带5依次顺序设置在各红外筛选机械手2的下方,将混合废旧塑料碎片4传送至各红外筛选机械手2下方,由各红外探头7根据探测到的不同废旧塑料成分特定的数个特征峰进行光谱识别分选;空气喷射装置8设置在两个传送带5交汇处的斜上方、对准在两个传送带之间滑落的塑料碎片,并对所识别出来的塑料碎片喷射空气、吹离混合废旧塑料,使其脱离混合废旧塑料,进入对应的收集箱10。
62.所述的用于回收废旧塑料的高通量智能分拣系统,其还包括多个分选隔板9,该分选隔板9设置在两个两个传送带5交汇处,并且与空气喷射装置8协同工作,使被识别出来的塑料碎片吹离混合废旧塑料,进入对应的收集箱10。
63.本实施例中,所述的红外筛选机械手2为5个,分别为:pp红外筛选机械手21、pet红外筛选机械手22、pe红外筛选机械手23、pa红外筛选机械手24、pvc红外筛选机械手25,分别对应的识别和分拣对应材质的塑料碎片。
64.本发明提供的回收费减塑料的方法,包括破碎、输送、识别、分拣和收集等5个主要筛选步骤。经过预处理的混合废旧塑料碎片从料斗中下落,由各传送带传送至各红外筛选
机械手处依次进行光谱识别和分选。其中,混合废旧塑料碎片经由具备感知pp的红外传感器的红外筛选机械手时只筛选pp材料的碎片;经由具备感知pet的红外传感器的红外筛选机械手时只筛选pet材料的碎片;经由具备感知pe的红外传感器的红外筛选机械手时只筛选pe材料的碎片;经由具备感知pa的红外传感器的红外筛选机械手时只筛选pa材料的碎片;经由具备感知pvc的红外传感器的红外筛选机械手时只筛选pvc材料的碎片;剩余未被识别的废旧塑料进行二次分选循环、三次分选循环等,直至将混合碎片全部分选完毕。
65.为提高处理效率,本发明所分拣的混合废旧塑料材料的碎片,是已经经过清洗、破碎、去除金属等杂质的一系列步骤,破碎尺寸合适,塑料碎片成分处于设定的可识别的塑料成分范围。
66.所述分拣的混合废旧塑料提前剔除黑色和深色塑料,所分拣的塑料均为浅色。
67.所述分拣塑料时所用的各红外探头的传感器检测区域为近红外短波区域,采集方式为漫反射方式采集光谱。
68.本发明采用的红外探头或近红外探头(传感器),可以感知、识别到塑料pp、pet、pe、pa、pvc等成分中的一种品种,例如在该混合材料碎片经由感知pp的传感器时只识别pp成分的碎片。按照与此相同的方法,经由感知pet的传感器时只识别pet成分的碎片,经由感知pe的传感器时只识别pe成分的碎片,经由感知pa的传感器时只识别pa成分的碎片,经由感知pvc的传感器时只识别pvc成分的碎片。识别到上述各种塑料时,主控机通过指令空气喷射器对准被识别出的塑料碎片喷射空气、将其分离出混合碎片,进入对应的材料收集箱。
69.本发明红外探头采集红外光谱时主要针对不同塑料特定的数个特征峰进行比对识别。本实施例中,pp的红外光谱特征峰为2962~2920cm
‑1,2872~2852cm
‑1,1465~1459cm
‑1,1378~1375cm
‑1,1162~1156cm
‑1,973~971cm
‑1;pet的红外光谱特征峰为1717~1725cm
‑1处的羰基伸缩振动峰,1263~1268cm
‑1处的苯环碳的c
‑
c
‑
o的不对称伸缩振动峰,1120cm
‑1和1100cm
‑1附近的o
‑
ch2‑
ch2的不对称伸缩振动峰,725cm
‑1处的c
‑
h摇摆振动峰;pe的红外光谱特征峰为2920cm
‑1和2850cm
‑1处的亚甲基伸缩振动峰,1464cm
‑1和719cm
‑1处的亚甲基扭曲变形振动峰;pa的红外光谱特征峰为3300cm
‑1,1635cm
‑1,1540cm
‑1,1282~1260cm
‑1附近,其中pa6的红外光谱特征峰为960cm
‑1,930cm
‑1,pa66的红外光谱特征峰为935cm
‑1;pvc的红外光谱特征峰为1426cm
‑1处的
‑
ch2‑
chcl
‑
的对称伸缩振动峰,1334cm
‑1和1254cm
‑1处的
‑
chcl
‑
伸缩振动峰。
70.本发明实施例中,主控机控制所述空气喷射器喷射空气时,一次仅对准一个塑料碎片进行操作,使其准确分离。
71.具体的,本实施例中当混合碎片中的pp碎片,经由设置只感知pp的近红外传感器和机械手时,由传感器感知、识别出每一pp碎片,而空气喷射器喷出的空气射向该每一pp碎片而使其分离,并通过传送带送入pp收集箱。
72.如上所述,混合废旧塑料碎片经由各个机械手、近红外探头识别、分选时,分别对准各近红外探头识别出的单一碎片、启动空气喷射器对其喷气,使其脱离混合碎片,依次分别筛选出pet、pe、pa、pvc等单一成分的碎片,并通过传送带送入相应的收集箱。
73.本发明由于通过近红外探头(传感器)进行非接触式识别筛选,然后由空气喷射器喷射空气分离,可在保证高效回收废旧塑料的同时,减少对环境的二次污染,同时还可以保证整洁的筛选工作环境,也不会影响工作人员的健康。本发明可大幅减少废旧塑料回收再
生产所需要的制造费用和人工投入,同时也能有效地减少废旧塑料埋入地下以及直接焚烧所带来的对自然环境的污染和破坏。
74.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1