多工位热熔塑料焊接设备的制作方法
[0001]
本实用新型涉及焊接设备技术领域,具体提供一种多工位热熔塑料焊接设备。
背景技术:
[0002]
目前在对热熔塑料工件进行焊接时,常规包括有人工放料、焊接、冷压、检测、收料等加工工序。然而,由于上述加工工位多是采取分散、独立布置,那么在生产过程中,就需要使用较多的人力、物力来将工件在多个加工工位之间进行搬运,既增加了生产成本,又容易使得工件在多次搬运过程中出现损伤,造成产品良率较低,从而降低了产业的竞争力。
[0003]
有鉴于此,特提出本实用新型。
技术实现要素:
[0004]
为了克服上述缺陷,本实用新型提供了一种多工位热熔塑料焊接设备,其一体化、自动化程度高,既节省了加工成本,又提高了加工效率和加工精度,确保了零件加工的成品率,提高了产业竞争力。
[0005]
本实用新型为了解决其技术问题所采用的技术方案是:一种多工位热熔塑料焊接设备,包括机座和安装于所述机座上侧面上的转盘,所述转盘能够绕其竖直中心线旋转,且在所述转盘的径向上表面上还环列布设有若干个用以供零件放置的承载座;在所述机座上侧面上并位于所述转盘旁侧的位置处还沿加工工序方向依次设置有一用于对零件进行翻面操作的翻转装置、一用于拾取翻面后零件并将零件移送至所述承载座上的上料装置、一用于检测零件外形的测量装置、一用于对零件进行焊接加工的焊接装置、一用于对焊接后的零件进行冷压凝固处理的冷压装置、一用于对冷压处理后所得成品进行质量检测的检测装置、以及一用于拾取成品并将成品移送至下料工位的下料装置。
[0006]
作为本实用新型的进一步改进,所述翻转装置、所述上料装置、所述测量装置、所述焊接装置、所述冷压装置、所述检测装置和所述下料装置沿所述转盘的转动方向依次间隔排布。
[0007]
作为本实用新型的进一步改进,在所述机座的上侧面上划分有初上料工位和中转工位,并在所述初上料工位中放置有一供待加工零件放置的托盘;
[0008]
所述上料装置包括有机械手a和机械手b,所述翻转装置包括有机械手c,其中,所述机械手a能够在所述托盘和所述中转工位之间进行来回移动定位,以实现将所述托盘上的待加工零件移送至所述中转工位处;所述机械手c能够朝向和背向所述中转工位移动,以拾取置于所述中转工位处的待加工零件,且同时所述机械手c还能够旋转,以实现将待加工零件翻转一定角度;所述机械手b能够在所述中转工位和所述转盘上方之间进行来回移动定位,以实现将所述机械手c上的翻面零件移送至所述承载座上。
[0009]
作为本实用新型的进一步改进,所述初上料工位和所述中转工位呈并排布置,并将所述初上料工位和所述中转工位的并排方向定义为第一方向;
[0010]
实现所述机械手a能够在所述托盘和所述中转工位之间进行来回移动定位的结构
为:所述上料装置还包括有第一支撑架、第一电机、第一直线模组和第一升降气缸a,其中,所述第一支撑架具有定位安装在所述机座上侧面上的第一立柱和一沿所述第一方向延伸并固定安装在所述第一立柱顶侧上的第一横梁,且同时所述第一横梁还横跨置于所述初上料工位、所述中转工位和所述转盘的上方,所述第一电机定位安装于所述第一横梁上,所述第一直线模组具有一沿所述第一方向延伸并转动安装于所述第一横梁一侧上的第一丝杠、及一螺纹套接于所述第一丝杠上的第一螺母套,且所述第一丝杠的一轴端还与所述第一电机的动力输出轴定位连接,所述第一螺母套还与所述第一横梁一侧滑动配合连接,所述第一升降气缸a定位连接于所述第一螺母套上,且所述第一升降气缸a的活塞杆指向向下,所述机械手a定位连接于所述第一升降气缸a的活塞杆底端上;
[0011]
实现所述机械手b能够在所述中转工位和所述转盘上方之间进行来回移动定位的结构为:所述上料装置还包括有第二螺母套和第二升降气缸b,所述第二螺母套螺纹套接于所述第一丝杠上,且同时所述第二螺母套亦与所述第一横梁一侧滑动配合连接,所述第二升降气缸b定位连接于所述第二螺母套上,且所述第二升降气缸b的活塞杆指向向下,所述机械手b定位连接于所述第二升降气缸b的活塞杆底端上;
[0012]
实现所述机械手c能够朝向和背向所述中转工位移动、及所述机械手c还能够旋转的结构为:所述翻转装置还包括有底座、驱动气缸、第一滑座和第二电机,其中,所述底座定位安装在所述机座上侧面上并靠近于所述中转工位的位置处,所述驱动气缸定位安装在所述底座上侧面上,且所述驱动气缸的活塞杆指向所述中转工位、并能够朝向或背向所述中转工位进行伸缩运动,所述第一滑座滑动安装于所述底座上侧面上,且所述第一滑座还与所述驱动气缸的活塞杆定位连接,即所述第一滑座能够在所述驱动气缸的活塞杆带动下朝向或背向所述中转工位移动,所述第二电机定位安装于所述第一滑座上侧面上,且同时所述第二电机的动力输出轴还朝向所述中转工位,所述机械手c定位连接于所述第二电机的动力输出轴上。
[0013]
作为本实用新型的进一步改进,所述测量装置包括有第二立柱、第二升降气缸、第三升降气缸、抵压座、第二滑座和定位安装于所述第二滑座上的电子位移尺传感器,其中,所述第二立柱定位安装在所述机座上侧面上并靠近于所述转盘的位置处,并在所述第二立柱顶侧上还固定安装有一悬置于所述转盘上方的安装座,所述第二升降气缸和所述第三升降气缸均分别定位安装于所述安装座上,且所述第二升降气缸和所述第三升降气缸的活塞杆还均指向所述转盘,以相对于所述转盘进行上下伸缩运动;所述抵压座定位连接于所述第二升降气缸的活塞杆底端上,且所述抵压座还能够在所述第二升降气缸的活塞杆带动下朝向所述承载座作下压运动,以实现将零件牢固抵压于所述承载座上,所述第二滑座滑动安装于所述安装座上,且所述第二滑座还与所述第三升降气缸的活塞杆底端定位连接,即使得所述电子位移尺传感器能够在所述第三升降气缸的活塞杆带动下相对所述转盘进行上下伸缩运动,以实现对零件外形进行检测。
[0014]
作为本实用新型的进一步改进,所述焊接装置包括有第三立柱、第三电机、第二直线模组和焊接器,其中,所述第三立柱定位安装在所述机座上侧面上并靠近于所述转盘的位置处,所述第三电机定位安装于所述第三立柱顶侧上,所述第二直线模组具有一沿竖向延伸并转动安装于所述第三立柱一立侧上的第二丝杠、及一螺纹套接于所述第二丝杠上的第二螺母套,且所述第二丝杠的上轴端还与所述第三电机的动力输出轴定位连接,所述焊
接器布置于所述转盘的上方,且所述焊接器还与所述第二螺母套定位连接,即所述焊接器能够在所述第三电机及所述第二直线模组的协同带动下相对所述转盘作上下移动定位,以实现对置于所述承载座上的零件进行焊接。
[0015]
作为本实用新型的进一步改进,所述冷压装置包括有第四立柱、第四升降气缸、连接座和冷压块,其中,所述第四立柱定位安装在所述机座上侧面上并靠近于所述转盘的位置处,所述第四升降气缸定位安装于所述第四立柱的顶侧上,且所述第四升降气缸的活塞杆指向向下,所述连接座为由一竖板和一横板相固定连接而构成的l形结构体,该l形结构体布置于所述转盘的上方,且该l形结构体中的所述竖板上部还与所述第四升降气缸的缸体滑动连接,所述横板上表面还与所述第四升降气缸的活塞杆底端定位连接,所述冷压块定位安装于所述横板下表面上,即所述冷压块能够在所述第四升降气缸及所述连接座的协同带动下相对所述转盘作上下移动定位,以实现对置于所述承载座上的焊接后零件进行冷压凝固处理。
[0016]
作为本实用新型的进一步改进,所述检测装置包括有支撑立杆、支撑横杆、激光测距传感器和扫码枪,其中,所述支撑立杆定位安装在所述机座上侧面上并靠近于所述转盘的位置处,所述支撑横杆能够竖向位置可调的定位安装于所述支撑立杆上,且所述支撑横杆一端还伸置于所述转盘的上方,所述激光测距传感器定位安装于所述支撑横杆一端上,以对成品进行检测;所述扫码枪定位安装于所述支撑立杆上,以对成品进行扫码。
[0017]
作为本实用新型的进一步改进,所述下料装置包括有第二支撑架、第四电机、第三直线模组、第五升降气缸和机械手d,其中,所述第二支撑架具有定位安装在所述机座上侧面上的第五立柱和一为横长条状并定位安装在所述第五立柱顶侧上的第二横梁,且所述第二横梁长度方向的一端伸置于所述转盘的上方,所述第二横梁长度方向的另一端伸置于所述下料工位的上方,所述第四电机定位安装于所述第二横梁上,所述第三直线模组具有一沿所述第二横梁的长度方向延伸并转动安装在所述第二横梁一侧上的第三丝杠、及一螺纹套接于所述第三丝杠上的第三螺母套,且所述第三丝杠的一轴端还与所述第四电机的动力输出轴定位连接,所述第三螺母套还与所述第二横梁一侧滑动配合连接,所述第五升降气缸定位连接于所述第三螺母套上,且所述第五升降气缸的活塞杆指向向下,所述机械手d定位连接于所述第五升降气缸的活塞杆底端上。
[0018]
本实用新型的有益效果是:
①
该多工位热熔塑料焊接设备很好的实现了“产品翻转、上料、测量、焊接、冷压、检测、下料”多个工序的一体化、自动化及高精度化操作,这样既节省了加工成本,又提高了加工效率和加工精度,从而确保了零件加工的成品率,提高了产业竞争力。
②
该多工位热熔塑料焊接设备采用旋转式工位,可有效减少加工线的长度,便于安装布置。
附图说明
[0019]
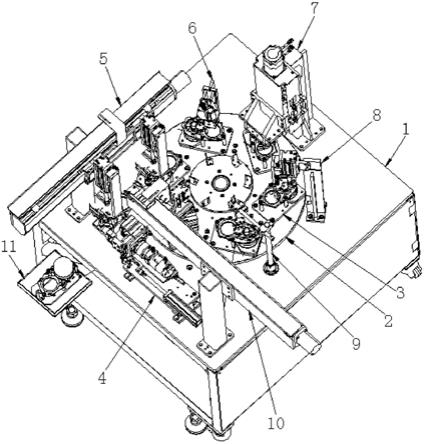
图1为本实用新型所述多工位热熔塑料焊接设备的结构示意图;
[0020]
图2为本实用新型所述翻转装置的结构示意图;
[0021]
图3为本实用新型所述上料装置的结构示意图;
[0022]
图4为本实用新型所述测量装置的结构示意图;
[0023]
图5为本实用新型所述焊接装置的结构示意图;
[0024]
图6为本实用新型所述冷压装置的结构示意图;
[0025]
图7为本实用新型所述检测装置的结构示意图;
[0026]
图8为本实用新型所述下料装置的结构示意图。
[0027]
结合附图,作以下说明:
[0028]
1—机座;2—转盘;3—承载座;4—翻转装置;40—机械手c;41—底座;42—驱动气缸;43—第一滑座;44—第二电机;5—上料装置;50—机械手a;51—机械手b;520—第一立柱;521—第一横梁;53—第一电机;54—第一螺母套;55—第一升降气缸a;56—第二螺母套;57—第二升降气缸b;6—测量装置;60—第二立柱;61—第二升降气缸;62—第三升降气缸;63—抵压座;64—第二滑座;65—电子位移尺传感器;66—安装座;7—焊接装置;70—第三立柱;71—第三电机;72—焊接器;8—冷压装置;80—第四立柱;81—第四升降气缸;82—连接座;83—冷压块;9—检测装置;90—支撑立杆;91—支撑横杆;92—激光测距传感器;93—扫码枪;10—下料装置;100—第五立柱;101—第二横梁;102—第四电机;103—第三螺母套;104—第五升降气缸;105—机械手d;11—托盘。
具体实施方式
[0029]
以下藉由特定的具体实施例说明本实用新型的实施方式,熟悉此技艺的人士可由本说明书所揭示的内容轻易地了解本实用新型的其他优点及功效。
[0030]
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技艺的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容所能涵盖的范围内。于本说明书中所述的“第一”、“第二”、“第三”、“第四”、“第五”、“a”、“b”、“c”、“d”等仅为便于叙述明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0031]
实施例1:
[0032]
请参阅附图1所示,其为本实用新型所述多工位热熔塑料焊接设备的结构示意图。
[0033]
本实用新型所述的多工位热熔塑料焊接设备包括机座1和安装于所述机座1上侧面上的转盘2,所述转盘2能够绕其竖直中心线旋转,且在所述转盘2的径向上表面上还环列布设有若干个用以供零件放置的承载座3;在所述机座1上侧面上并位于所述转盘2旁侧的位置处还沿加工工序方向依次设置有一用于对零件g进行翻面操作的翻转装置4、一用于拾取翻面后零件并将零件移送至所述承载座3上的上料装置5、一用于检测零件外形的测量装置6、一用于对零件进行焊接加工的焊接装置7、一用于对焊接后的零件进行冷压凝固处理的冷压装置8、一用于对冷压处理后所得成品进行质量检测的检测装置9、以及一用于拾取成品并将成品移送至下料工位的下料装置10。
[0034]
在本实施例中,优选的,所述翻转装置4、所述上料装置5、所述测量装置6、所述焊接装置7、所述冷压装置8、所述检测装置9和所述下料装置10沿所述转盘2的转动方向依次间隔排布。
[0035]
在本实施例中,优选的,在所述机座1的上侧面上划分有初上料工位和中转工位,并在所述初上料工位中放置有一供待加工零件放置的托盘11;
[0036]
所述上料装置5包括有机械手a50和机械手b51,所述翻转装置4包括有机械手c40,所述机械手a、机械手b和机械手c均采用气动式夹爪,属于常规器械,故在此不作详述,其中,所述机械手a50能够在所述托盘11和所述中转工位之间进行来回移动定位,以实现将所述托盘11上的待加工零件移送至所述中转工位处;所述机械手c40能够朝向和背向所述中转工位移动,以拾取置于所述中转工位处的待加工零件,且同时所述机械手c40还能够旋转,以实现将待加工零件翻转一定角度;所述机械手b51能够在所述中转工位和所述转盘2上方之间进行来回移动定位,以实现将所述机械手c40上的翻面零件移送至所述承载座3上。
[0037]
进一步优选的,所述初上料工位和所述中转工位呈并排布置,并将所述初上料工位和所述中转工位的并排方向定义为第一方向;
[0038]
实现所述机械手a50能够在所述托盘11和所述中转工位之间进行来回移动定位的结构为:参阅附图3所示,所述上料装置5还包括有第一支撑架、第一电机53、第一直线模组和第一升降气缸a55,其中,所述第一支撑架具有定位安装在所述机座1上侧面上的第一立柱520和一沿所述第一方向延伸并固定安装在所述第一立柱520顶侧上的第一横梁521,且同时所述第一横梁521还横跨置于所述初上料工位、所述中转工位和所述转盘2的上方,所述第一电机53定位安装于所述第一横梁521上,所述第一直线模组具有一沿所述第一方向延伸并转动安装于所述第一横梁521一侧上的第一丝杠、及一螺纹套接于所述第一丝杠上的第一螺母套54,且所述第一丝杠的一轴端还通过联轴器与所述第一电机53的动力输出轴定位连接,所述第一螺母套54还与所述第一横梁521一侧滑动配合连接,所述第一升降气缸a55定位连接于所述第一螺母套54上,且所述第一升降气缸a55的活塞杆指向向下(即能够进行上下伸缩运动),所述机械手a50定位连接于所述第一升降气缸a55的活塞杆底端上;
[0039]
实现所述机械手b51能够在所述中转工位和所述转盘2上方之间进行来回移动定位的结构为:参阅附图3所示,所述上料装置5还包括有第二螺母套56和第二升降气缸b57,所述第二螺母套56螺纹套接于所述第一丝杠上,且同时所述第二螺母套56亦与所述第一横梁521一侧滑动配合连接(进一步的,在所述第一电机53的驱动下,所述第一螺母套54和所述第二螺母套56能够同步运动),所述第二升降气缸b57定位连接于所述第二螺母套56上,且所述第二升降气缸b57的活塞杆指向向下(即能够进行上下伸缩运动),所述机械手b51定位连接于所述第二升降气缸b57的活塞杆底端上;
[0040]
实现所述机械手c40能够朝向和背向所述中转工位移动、及所述机械手c40还能够旋转的结构为:参阅附图2所示,所述翻转装置4还包括有底座41、驱动气缸42、第一滑座43和第二电机44,其中,所述底座41定位安装在所述机座1上侧面上并靠近于所述中转工位的位置处,所述驱动气缸42定位安装在所述底座41上侧面上,且所述驱动气缸42的活塞杆指向所述中转工位、并能够朝向或背向所述中转工位进行伸缩运动,所述第一滑座43滑动安装于所述底座41上侧面上,且所述第一滑座43还与所述驱动气缸42的活塞杆定位连接,即所述第一滑座43能够在所述驱动气缸42的活塞杆带动下朝向或背向所述中转工位移动,所述第二电机44定位安装于所述第一滑座43上侧面上,且同时所述第二电机44的动力输出轴还朝向所述中转工位,所述机械手c40通过一安装板座定位连接于所述第二电机44的动力输出轴上。
[0041]
在本实施例中,优选的,参阅附图4所示,所述测量装置6包括有第二立柱60、第二
升降气缸61、第三升降气缸62、抵压座63、第二滑座64和定位安装于所述第二滑座64上的电子位移尺传感器65,其中,所述第二立柱60定位安装在所述机座1上侧面上并靠近于所述转盘2的位置处,并在所述第二立柱60顶侧上还固定安装有一悬置于所述转盘2上方的安装座66,所述第二升降气缸61和所述第三升降气缸62均分别定位安装于所述安装座66上,且所述第二升降气缸61和所述第三升降气缸62的活塞杆还均指向所述转盘2,以相对于所述转盘2进行上下伸缩运动;所述抵压座63定位连接于所述第二升降气缸61的活塞杆底端上,且所述抵压座63还能够在所述第二升降气缸61的活塞杆带动下朝向所述承载座3作下压运动,以实现将零件牢固抵压于所述承载座3上,所述第二滑座64滑动安装于所述安装座66上,且所述第二滑座64还与所述第三升降气缸62的活塞杆底端定位连接,即使得所述电子位移尺传感器65能够在所述第三升降气缸62的活塞杆带动下相对所述转盘2进行上下伸缩运动,以实现对零件外形(高度)进行检测。
[0042]
在本实施例中,优选的,参阅附图5所示,所述焊接装置7包括有第三立柱70、第三电机71、第二直线模组和焊接器72,其中,所述第三立柱70定位安装在所述机座1上侧面上并靠近于所述转盘2的位置处,所述第三电机71定位安装于所述第三立柱70顶侧上,所述第二直线模组具有一沿竖向延伸并转动安装于所述第三立柱70一立侧上的第二丝杠、及一螺纹套接于所述第二丝杠上的第二螺母套,且所述第二丝杠的上轴端还通过联轴器与所述第三电机71的动力输出轴定位连接,所述焊接器72布置于所述转盘2的上方,且所述焊接器72还与所述第二螺母套定位连接,即所述焊接器72能够在所述第三电机71及所述第二直线模组的协同带动下相对所述转盘2作上下移动定位,以实现对置于所述承载座3上的零件进行焊接。
[0043]
在本实施例中,优选的,参阅附图6所示,所述冷压装置8包括有第四立柱80、第四升降气缸81、连接座82和冷压块83,其中,所述第四立柱80定位安装在所述机座1上侧面上并靠近于所述转盘2的位置处,所述第四升降气缸81定位安装于所述第四立柱80的顶侧上,且所述第四升降气缸81的活塞杆指向向下,所述连接座82为由一竖板和一横板相固定连接而构成的l形结构体,该l形结构体布置于所述转盘2的上方,且该l形结构体中的所述竖板上部还与所述第四升降气缸81的缸体滑动连接,所述横板上表面还与所述第四升降气缸81的活塞杆底端定位连接,所述冷压块83定位安装于所述横板下表面上,即所述冷压块83能够在所述第四升降气缸81及所述连接座82的协同带动下相对所述转盘2作上下移动定位,以实现对置于所述承载座3上的焊接后零件进行冷压凝固处理。
[0044]
在本实施例中,优选的,参阅附图7所示,所述检测装置9包括有支撑立杆90、支撑横杆91、多点式激光测距传感器92和扫码枪93,其中,所述支撑立杆90定位安装在所述机座1上侧面上并靠近于所述转盘2的位置处,所述支撑横杆91通过卡箍套能够竖向位置可调的定位安装于所述支撑立杆90上,且所述支撑横杆91一端还伸置于所述转盘2的上方,所述激光测距传感器92定位安装于所述支撑横杆91一端上,以对成品进行检测,区分出ng件和ok件,并将成品信息传输给mes系统;所述扫码枪93定位安装于所述支撑立杆90上,以对成品进行扫码,并传输给mes系统。
[0045]
在本实施例中,优选的,参阅附图8所示,所述下料装置10包括有第二支撑架、第四电机102、第三直线模组、第五升降气缸104和机械手d105(亦采用气动式夹爪),其中,所述第二支撑架具有定位安装在所述机座1上侧面上的第五立柱100和一为横长条状并定位安
装在所述第五立柱100顶侧上的第二横梁101,且所述第二横梁101长度方向的一端伸置于所述转盘2的上方,所述第二横梁101长度方向的另一端伸置于所述下料工位的上方,所述第四电机102定位安装于所述第二横梁101上,所述第三直线模组具有一沿所述第二横梁101的长度方向延伸并转动安装在所述第二横梁101一侧上的第三丝杠、及一螺纹套接于所述第三丝杠上的第三螺母套103,且所述第三丝杠的一轴端还通过联轴器与所述第四电机102的动力输出轴定位连接,所述第三螺母套103还与所述第二横梁101一侧滑动配合连接,所述第五升降气缸104定位连接于所述第三螺母套103上,且所述第五升降气缸104的活塞杆指向向下(即能够进行上下伸缩运动),所述机械手d105定位连接于所述第五升降气缸104的活塞杆底端上,即所述机械手d105能够在所述第四电机102、所述第三直线模组及所述第五升降气缸104的协同带动下将位于所述承载座3上的成品移送至所述下料工位。
[0046]
另外,本实用新型还提供了所述多工位热熔塑料焊接设备的加工方法,具体为:
①
操作工将零件放置到所述托盘11上;所述第一电机53正向转动、并带动所述机械手a50和所述机械手b51同步朝向所述托盘11移动,当所述机械手a50在所述第一电机53、所述第一直线模组和所述第一升降气缸a55的协同带动下夹取零件后,所述第一电机53反向转动、并带动所述机械手a50和所述机械手b51同步背向所述托盘11移动,直至所述机械手a50停在所述中转工位中;届时所述驱动气缸42启动,带动所述机械手c40移动至所述中转工位处、以夹取零件,随后所述第二电机44启动、带动所述机械手c40及零件翻转180
°
,与此同时,所述第一电机53再次正向转动,以带动实现所述机械手a50从所述托盘11上夹取零件,所述机械手b51从所述机械手c40上夹取翻面零件;随后所述第一电机53再次反向转动,以带动实现所述机械手a50停在所述中转工位中,所述机械手b51将翻面零件移送至所述承载座3上;
……
重复上述操作,循环实现“机械手a50上料、机械手c40翻料、机械手b51上料”。
②
所述转盘2顺时针旋转60
°
后,载有翻面零件的所述承载座3移至所述测量装置6处,所述第二升降气缸61启动、带动所述抵压座63朝向所述承载座3作下压运动,以实现将零件牢固抵压于所述承载座3上;所述第三升降气缸62启动、带动所述电子位移尺传感器65对零件外形进行检测。
③
所述转盘2再次顺时针旋转60
°
后,载有测量后的零件的所述承载座3移至所述焊接装置7处,所述第三电机71启动、带动所述焊接器72相对所述转盘2作向下移动,以实现对置于所述承载座3上的零件进行焊接。
④
所述转盘2再次顺时针旋转60
°
后,载有焊接后的零件的所述承载座3移至所述冷压装置8处,第四升降气缸81启动、带动所述冷压块83相对所述转盘2作下压移动,以实现对置于所述承载座3上的焊接后零件进行冷压凝固处理,得到成品。
⑤
所述转盘2再次顺时针旋转60
°
后,载有成品的所述承载座3移至所述检测装置9处,所述激光测距传感器92对成品进行检测,区分出ng件和ok件,并将成品检测信息传输给mes系统;所述扫码枪93对成品进行扫码,并将扫码信息传输给mes系统。
⑥
所述转盘2再次顺时针旋转60
°
后,载有成品的所述承载座3移至所述下料装置10处,所述机械手d105能够在所述第四电机102、所述第三直线模组及所述第五升降气缸104的协同带动下将位于所述承载座3上的成品移送至所述下料工位。
[0047]
综上所述,本实用新型所述的多工位热熔塑料焊接设备很好的实现了“产品翻转、上料、测量、焊接、冷压、检测、下料”多个工序的一体化、自动化及高精度化操作,这样既节省了加工成本,又提高了加工效率和加工精度,从而确保了零件加工的成品率,提高了产业竞争力。
[0048]
以上所述仅是本实用新型的优选实施方式,但并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1