全自动铁片上料系统的制作方法
[0001]
本实用新型涉及挂钩注塑生产技术领域,尤其是一种全自动铁片上料系统。
背景技术:
[0002]
随着纺织行业的发展,纺织设备的需求不断上升,纺织产品的品质不断提高,与之矛盾的是劳动力的紧缺,生产成本与管理费用的提高。为了节省人力、提高效力、提高生产设备的利用率,推广自动化生产的模式成为工艺技术发展的趋势。
[0003]
纺织产品,例如挂钩产品,采用将绳子部分、铁片部分注塑加工后形成成品,利用传统工艺设备,在生产过程中,传统的铁片上料、收料都采用手工操作,其缺点是:上料周期长、注塑周期不稳定、安全隐患高、需多人操作,人员易疲劳、生产中容易导致漏放、易导致模具内压绳,注塑工艺不稳定,生产效率极低。采用人工方式收料,由于注塑模具上产品夹具和上料装置的产品夹具的尺寸和设计结构不匹配,导致传送过程中,需要人工进行调整,精度低、效率低。
技术实现要素:
[0004]
本申请人针对上述现有生产技术中的缺点,提供一种全自动铁片上料系统,铁片搬运机构自动矫正铁片位置,可与注塑机联动,充分实现铁片上料、注塑后产品下料的全自动生产。
[0005]
本实用新型所采用的技术方案如下:
[0006]
一种全自动铁片上料系统,包括铁片上料装置,所述铁片上料装置上设有振动盘供料机构、移料机构和载料机构;还包括六轴机器人,所述六轴机器人的执行端上设有与载料机构配合的铁片搬运机构,以及从注塑机模具上抓取成品的成品抓料机构;所述铁片上料装置的具体结构为:包括上料机架、位于上料机架前侧并紧挨其设置的放料机架,所述振动盘供料机构固定在上料机架上,所述载料机构安装在放料机架上;位于载料机构后侧的放料机架上通过两轴直线模组连接所述移料机构,使移料机构沿水平、竖直两个方向移动。
[0007]
作为上述技术方案的进一步改进:
[0008]
所述载料机构的结构为:包括铁片载料板,所述铁片载料板上固定安装多个铁片载料块,所述铁片载料块中设有铁片仿形槽;位于铁片载料块两端的铁片载料板上间隔设有多个定位导柱;位于铁片载料板一侧的放料机架上固定有接料台,所述接料台上安装多个接料夹具,每个接料夹具上平行设有两条接料槽。
[0009]
所述振动盘供料机构的结构包括多个旋转振动盘,每个旋转振动盘末端的直振上沿出料方向设有相互平行的、分别与所述两条接料槽相对接的两道出料槽。
[0010]
移料机构的结构具体为:包括安装在两轴直线模组上的移动式安装板,所述移动式安装板上表面安装有推杆气缸,下表面间隔设有多个u形固定块,多个u形固定块中同时穿设有一块活动夹板,所述活动夹板与推杆气缸的推杆方向一致,活动夹板的一端通过一竖直连板与所述推杆气缸的推杆连接,位于每个所述u形固定块一侧的活动夹板上,设有与
u形固定块配合,形成夹爪结构的活动块,且夹爪结构与接料槽的间距、数量分别对应。
[0011]
铁片搬运机构、成品抓料机构均安装在位于六轴机器人执行端上的顶板上;所述铁片搬运机构具体结构为:包括底板一,其通过销钉连接在顶板底面的前侧,底板一上设有多组沿其垂向运动的圆柱销,底板一上间隔设有多个铁片移载夹块,每个铁片移载夹块内设有容纳铁片的定位槽,铁片移载夹块端面和一侧面上分别设有定位小滚轮,所述定位小滚轮通过弹簧件与定位槽连通,每个铁片移载夹块周围的定位小滚轮分别和一组所述圆柱销配合,当圆柱销从底板一下表面顶出,挤压紧挨的圆柱销,完成对定位槽内铁片的基准定位;所述铁片移载夹块和铁片载料块数量及位置一一对应,底板一上还开有和定位导柱相配合的定位孔。
[0012]
成品抓料机构的具体结构为:包括底板二,其固定安装在顶板底面的后侧,所述底板二上设有多个成品抓料夹具,所述成品抓料夹具和铁片移载夹块的数量和位置分别一一对应。
[0013]
本实用新型的有益效果如下:
[0014]
本实用新型结构设计紧凑、合理,操作方便。铁片自动上料装置、配合六轴机器人,与注塑机的联动生产,节省人力,提高了生产良率和设备利用率。
[0015]
六轴机器人的执行端同时具备搬运产品和搬运铁片的功能,在铁片上料机注塑机之间,以及注塑机和成品回收装置之间流转,完成铁片搬运的同时实现产品抓料,大大提高了生产效率。铁片搬运机构自动矫正铁片位置,提高了定位精度,为后续注塑加工提供良好的加工基础。
附图说明
[0016]
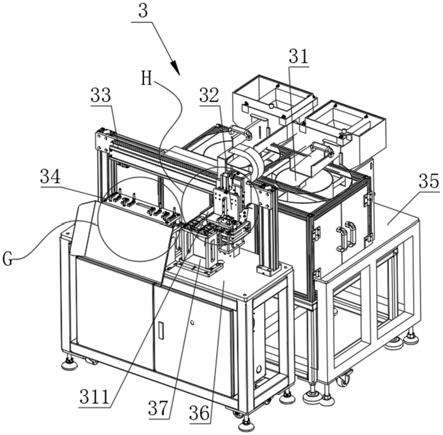
图1为本实用新型铁片上料装置的立体结构示意图。
[0017]
图2为图1中g部放大图。
[0018]
图3为图1中h部放大图。
[0019]
图4为本实用新型铁片上料装置移料机构的安装结构示意图。
[0020]
图5为本实用新型六轴机器人的结构示意图。
[0021]
图6为图5的另一视角(仰视角度)。
[0022]
图7为图6中i部放大图。
[0023]
图8为图7中j部放大图。
[0024]
图中:3、铁片上料装置;5、六轴机器人;31、振动盘供料机构;32、移料机构;33、两轴直线模组;34、载料机构;35、上料机架;36、放料机架;37、接料台;311、出料槽;324、移动式安装板;321、推杆气缸;325、活动夹板;326、u形固定块;322、竖直连板;323、活动块;341、铁片载料板;342、铁片载料块;343、定位导柱;371、接料夹具;3711、接料槽;51、顶板;52、底板一;53、圆柱销;54、铁片移载夹块;55、底板二;56、定位孔;57、成品抓料夹具;58、定位槽;541、定位小滚轮。
具体实施方式
[0025]
下面结合附图,说明本实用新型的具体实施方式。
[0026]
如图1、图5和图6所示,本实施例的全自动铁片上料系统,包括铁片上料装置3,铁
片上料装置3上设有振动盘供料机构31、移料机构32和载料机构34;还包括六轴机器人5,六轴机器人5的执行端上设有与载料机构34配合的铁片搬运机构,以及从注塑机模具上抓取成品的成品抓料机构;
[0027]
铁片上料装置3的具体结构为:包括上料机架35、位于上料机架35前侧并紧挨其设置的放料机架36,振动盘供料机构31固定在上料机架35上,载料机构34安装在放料机架36上;
[0028]
位于载料机构34后侧的放料机架36上通过两轴直线模组33连接移料机构32,使移料机构32沿水平、竖直两个方向移动。
[0029]
如图2所示,载料机构34的结构为:包括铁片载料板341,铁片载料板341上固定安装多个铁片载料块342,铁片载料块342中设有铁片仿形槽;位于铁片载料块342两端的铁片载料板341上间隔设有多个定位导柱343;
[0030]
如图1和图3所示,位于铁片载料板341一侧的放料机架36上固定有接料台37,接料台37上安装多个接料夹具371,每个接料夹具371上平行设有两条接料槽3711。
[0031]
振动盘供料机构31的结构包括多个旋转振动盘,每个旋转振动盘末端的直振上沿出料方向设有相互平行的、分别与两条接料槽3711相对接的两道出料槽311。
[0032]
如图4所示,移料机构32的结构具体为:包括安装在两轴直线模组33上的移动式安装板324,移动式安装板324上表面安装有推杆气缸321,下表面间隔设有多个u形固定块326,多个u形固定块326中同时穿设有一块活动夹板325,活动夹板325与推杆气缸321的推杆方向一致,活动夹板325的一端通过一竖直连板322与推杆气缸321的推杆连接,位于每个u形固定块326一侧的活动夹板325上,设有与u形固定块326配合,形成夹爪结构的活动块323,且夹爪结构与接料槽3711的间距、数量分别对应。
[0033]
如图5-图8所示,铁片搬运机构、成品抓料机构均安装在位于六轴机器人5执行端上的顶板51上;
[0034]
如图7、图8所示,铁片搬运机构具体结构为:包括底板一52,其通过销钉连接在顶板51底面的前侧,底板一52上设有多组沿其垂向运动的圆柱销53,底板一52上间隔设有多个铁片移载夹块54,每个铁片移载夹块54内设有容纳铁片的定位槽58,铁片移载夹块54端面和一侧面上分别设有定位小滚轮541,定位小滚轮541通过弹簧件与定位槽58连通,每个铁片移载夹块54周围的定位小滚轮541分别和一组圆柱销53配合,当圆柱销53从底板一52下表面顶出,挤压紧挨的圆柱销53,完成对定位槽58内铁片的基准定位;铁片移载夹块54和铁片载料块342数量及位置一一对应,底板一52上还开有和定位导柱343相配合的定位孔56。
[0035]
如图7所示,成品抓料机构的具体结构为:包括底板二55,其固定安装在顶板51底面的后侧,底板二55上设有多个成品抓料夹具57,成品抓料夹具57和铁片移载夹块54的数量和位置分别一一对应。
[0036]
本实用新型的设计和工作原理:
[0037]
铁片上料装置3通过振动盘对铁片进行上料,六轴机器人5铁片搬运至注塑机(图中未示出)模具上,加工完成的产品(铁片+绳子的整体结构)由六轴机器人5移送到成品收料装置(图中未示出)。
[0038]
具体工作流程:
[0039]
通过振动盘供料机构31的振动盘上料后,旋转振动盘输出端的直振上的出料槽311和与其对接的接料台37的接料夹具371上的接料槽3711对接,从而将铁片输送至接料台37上,然后利用移料机构32将铁片从接料台37移至载料机构34上:移动式安装板324底面上固定安装一系列u形固定块,其共同构成一个可用于在其中穿设活动夹板325的通道,利用推杆气缸321带动的活动夹板325在该通道中运动,使得活动块323(此处命名为活动块是体现其具有随活动夹板325往复运动的随动性,实际上其固定连接在活动夹板325的底面)与u形固定块326相互配合夹紧或松开,形成多个可抓取铁片的夹爪结构,一次性夹住多个铁片,移料机构32沿两轴直线模组33(水平横向、竖直方向)运动,将铁片移动至铁片载料块342中;
[0040]
其中,六轴机器人5的执行端设置成具有两个功能的两个部分,一部分是可以将铁片上料装置3处的铁片从载料机构34中抓取后送至注塑机处和绳子完成注塑加工,另一部分是可以将注塑机处注塑好的成品,一次性放至成品收料装置上;
[0041]
具体地,六轴机器人5上移载铁片部分的机构设计特点:底板一52设置在顶板51底部,圆柱销53可在底板一52中上下运动,铁片移载夹块54中的定位槽58和铁片移载夹块54一侧面及端面上设置的定位小滚轮541连通,从而使定位小滚轮541受力后通过弹簧件顶住放置在定位槽58中的铁片,圆柱销53顶起时,定位小滚轮541受力,使得铁片被紧紧贴于定位槽58中相同一侧同面和相同一端面上固定,提高了定位精度。该过程中底板一52上的定位孔56与铁片载料板341上的定位导柱343配合,使得两者初步定为,确保铁片对接精度;
[0042]
用于抓取产品的成品抓料夹具57通过底板二55也固定在顶板51底部,其根据实际需要可选用常规的夹爪机构。
[0043]
本实用新型中所记载的其他未具体说明结构的夹爪结构、驱动结构、传动结构等,均为本领域生产过程中所常用的设备,因此具体结构、连接关系和作用原理等均不再赘述。夹爪结构、驱动结构、传动结构等除了本申请中提到的实施方式之外,亦可采用本领域其他常用的技术手段进行常规替换。
[0044]
以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1