一种能够导向发片的口罩机分线装置的制作方法
1.本实用新型涉及平面口罩机技术领域,特别是涉及一种能够导向发片的口罩机分线装置。
背景技术:
2.平面口罩机生产时,是将三层布两压合熔接为一个整体结构,这个压合熔接的速度是非常快的,口罩片制作的步骤也很迅速,就是对齐、导向、折叠、压合、熔接就完成了,就要发片给耳带剪切焊接装置,可是耳带焊接的速度是远低于口罩片的制作速度,所以一般来说口罩片的生产机构会连带两条耳带焊接生产线,这样就能将同一个口罩片的生产速度最大限度的进行有效利用,这种分线的操作需要一个分线机构来完成。
3.这种分线机构是连接在口罩片生产线的出口端的,通过发片装置发出,可是这种口罩片发出的时候因为速度较快,很容易飞出,导致口罩片掉落或者位置不合,因为阻力和转速会发生变化,就会有可能使口罩片没有射出落在预设位置,这样就会使分线机构出现卡位,不能继续生产,如果口罩片掉落就会造成浪费。
4.基于此,本实用新型设计了一种能够导向发片的口罩机分线装置,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种能够导向发片的口罩机分线装置,能够有效阻止口罩片飞出,并且能使射出的口罩片落在分线装置的预设工位上,并且安装方便,能适用于各种口罩机的分线装置上,还不会影响口分线装置的正常进行的操作。
6.本实用新型是这样实现的:一种能够导向发片的口罩机分线装置,包括:进料传送带、分装总位、两个分线工位和两个出料传送带;所述分装总位的前端连接在进料传送带的出口端正下方,所述分装总位的两侧都分别设置了一个分线工位,每个所述分线工位的后端都连接了一个出料传送带;
7.所述分装总位上设置了让位槽,所述分线工位上设置了过杆槽,所述分装总位的两侧与两个分线工位的连接处都转动的设置了一根转动轴,每个所述转动轴上都固定了上料杆,所述上料杆跟随连接的那根转动轴由下至上圆周转动,所述让位槽和过杆槽设置在上料杆转动路径上,所述分装总位的后端竖直固定了后档板;
8.还包括限位装置,所述限位装置是由两根立杆和一个导向挡杆组成的,所述限位装置的两根立杆固定架设在两根不同的转动轴的正上方,所述导向挡杆架设在两个立杆之间,所述导向挡杆横跨分装总位的两侧。
9.进一步地,所述每个所述转动轴上都通过轴承安装了两个限位装置,一个所述限位装置架设在前端的上料杆与进料传送带的出口端之间,另一个所述限位装置架设在后端的上料杆与后档板之间,所述进料传送带、上料杆和后档板都不与限位装置接触;
10.同一根所述转动轴上的两个上料杆同步转动,不同所述转动轴上穿过同一个让位
槽的两个上料杆转动时互不干涉;
11.所述轴承的外圈不转动的套设在转动轴上,所述导向挡杆与两侧的立杆通过钕磁铁吸附,所述立杆通过钕磁吸附在转动轴的轴承外圈上。
12.进一步地,所述导向挡杆为柱体,所述导向挡杆的横截面是两侧为弧线的梯形,所述导向挡杆的窄的一侧朝下水平设置。
13.进一步地,所述分装总位、限位装置、两个分线工位和两个出料传送带在同一水平面上。
14.进一步地,所述上料杆的转动远端还设置了防脱钩,所述防脱钩固定在上料杆上与口罩接触的一侧。
15.进一步地,所述分装总位和分线工位的形状和大小相同,两侧的所述分线工位的外侧都固定了侧挡。
16.进一步地,所述进料传送带的出口端上方架设了发片滚筒,所述进料传送带的两侧都固定了限高板,每个所述出料传送带的进料端上方都安置了夹持滚筒。
17.本实用新型的有益效果是:本实用新型通过控制上料杆的转动,使得落在口罩机的分装总位上的口罩片能够被分装在分装总位两侧的分线工位上,并且本装置通过两根转动轴的同步转动,使得上料杆能够以固定时间进行间歇转动上料,能够匀速将口罩片间歇的分装至不同的分线工位上;
18.同时,本装置的限位装置能够在不同的位置架设,也不会阻挡上料杆的转动,也不影响转动轴的转动,同时也不影响整个发片机构的运转,而且限位装置的导向档杆能能够在立杆上调节高度,以适用于进料传送带和分装总位的不同落差,同时立杆能够稳定的吸附在任意磁感金属上,而导向档杆是横跨在分装总位上方的,能够有效的对发射出来的口罩片进行导向下压贴合,能够避免口罩片因为发射力度过大飞出预设位置,并且限位装置安装灵活,口罩片的宽度是有相关标准的,必须是相同的尺寸,本装置的导向档杆能够适用于所有的平面口罩片的发片机构,通用性强,调节方便,安装位置也很容易调整,能够引导口罩片掉落在预设位置,有效保护了分线机构的持续正常运转,也避免了口罩片飞走造成不必要的损耗。
附图说明
19.下面参照附图结合实施例对本实用新型作进一步的说明。
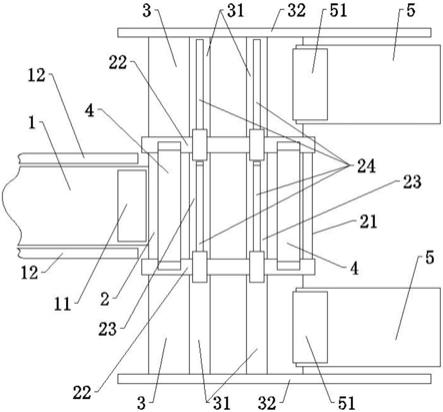
20.图1为本实用新型下侧的上料杆正在进行上料的整体俯视图;
21.图2为本实用新型上侧的上料杆正在进行上料的整体俯视图;
22.图3为本实用新型侧面示意图;
23.图4为本实用新型限位装置结构示意图;
24.图5为本实用新型限位装置的导向挡杆横截面图;
25.图6为本实用新型分装总位俯视图;
26.图7为本实用新型上料杆结构示意图。
27.附图中,各标号所代表的部件列表如下:
[0028]1‑
进料传送带,11
‑
发片滚筒,12
‑
限高板,2
‑
分装总位,21
‑
后档板,22
‑ꢀ
转动轴,23
‑
让位槽,24
‑
上料杆,241
‑
防脱钩,25
‑
连接件,3
‑
分线工位,31
‑ꢀ
过杆槽,32
‑
侧挡,4
‑
限位
装置,41
‑
立杆,42
‑
导向挡杆,5
‑
出料传送带,51
‑ꢀ
夹持滚筒。
具体实施方式
[0029]
请参阅图1至7所示,本实用新型提供一种技术方案:一种能够导向发片的口罩机分线装置,包括:进料传送带1、分装总位2、两个分线工位3和两个出料传送带5;所述分装总位2的前端连接在进料传送带1的出口端正下方,所述分装总位2的两侧都分别设置了一个分线工位3,每个所述分线工位 3的后端都连接了一个出料传送带5;
[0030]
所述分装总位2上设置了让位槽23,所述分线工位3上设置了过杆槽31,所述分装总位2的两侧与两个分线工位3的连接处都转动的设置了一根转动轴22,每个所述转动轴22上都固定了上料杆24,所述上料杆24跟随连接的那根转动轴22由下至上圆周转动,所述让位槽23和过杆槽31设置在上料杆24转动路径上,所述分装总位2的后端竖直固定了后档板21;
[0031]
还包括限位装置4,所述限位装置4是由两根立杆41和一个导向挡杆42 组成的,所述限位装置4的两根立杆41固定架设在两根不同的转动轴22的正上方,所述导向挡杆42架设在两个立杆41之间,所述导向挡杆42横跨分装总位2的两侧,能够有效阻止口罩片飞出,并且能使射出的口罩片落在分线装置的预设工位上,并且安装方便,能适用于各种口罩机的分线装置上,还不会影响口分线装置的正常进行的操作,本装置限位装置4的位置和限位高度能够灵活调节,使用更加方便。
[0032]
其中,每个所述转动轴22上都通过轴承安装了两个限位装置4,一个所述限位装置4架设在前端的上料杆24与进料传送带1的出口端之间,另一个所述限位装置4架设在后端的上料杆24与后档板21之间,所述进料传送带1、上料杆24和后档板21都不与限位装置4接触;
[0033]
同一根所述转动轴22上的两个上料杆24同步转动,不同所述转动轴22 上穿过同一个让位槽23的两个上料杆24转动时互不干涉;
[0034]
所述轴承的外圈不转动的套设在转动轴22上,所述导向挡杆42与两侧的立杆41通过钕磁铁吸附,所述立杆41通过钕磁吸附在转动轴22的轴承外圈上,通过磁力吸附,本装置的限位装置4的高度和位置调节更方便,操作更加灵活,并且能够避开转动的上料杆24,避免相互干涉冲撞,能够不影响正常生产,又能够对口罩片进行导向;
[0035]
导向挡杆42为柱体,所述导向挡杆42的横截面是两侧为弧线的梯形,所述导向挡杆42的窄的一侧朝下水平设置,能够更好的引导口罩片向下继续前行,避免口罩片乱飞;
[0036]
分装总位2、限位装置4、两个分线工位3和两个出料传送带5在同一水平面上,便于翻转口罩片,进行分流的操作;
[0037]
上料杆24的转动远端还设置了防脱钩241,所述防脱钩241固定在上料杆24上与口罩接触的一侧,避免口罩片在翻转分流的时候因为离心力脱离上料杆24,翻转时更加稳定;
[0038]
分装总位2和分线工位3的形状和大小相同,两侧的所述分线工位3的外侧都固定了侧挡32,确保口罩片分流分线时不会从分线工位3侧面滑落,也能确保口罩片能够精准的符合大小,不会乱动;
[0039]
进料传送带1的出口端上方架设了发片滚筒11,所述进料传送带1的两侧都固定了限高板12,每个所述出料传送带5的进料端上方都安置了夹持滚筒51,确保口罩片不会掉
落,能够顺利按照预设角度的行进。
[0040]
在本实用新型的一个具体实施例中:
[0041]
本实用新型遇到了在口罩机生产线由一条分线为两条的机构上,口罩发片很容易出现飞散,落不到预定位置,造成生产线卡机,因为口罩片送料不到位,导致经常停产的技术问题;采用了将口罩片进行导向,使废除的口罩片既保留了射出的力度,能够确保口罩片飞行距离足够,又能够使口罩片压低射出的飞行高度技术手段;该技术手段是遵循了通过限位装置4限制口罩片射出飞行的空间,能够确保口罩片只在限位装置4的预设框架内射出和飞行的规律;获得了口罩片掉落在分装总位2的预设位置,使口罩片的分线操作能够顺利进行的技术效果,具体如下:
[0042]
本实用新型实施例通过提供一种能够导向发片的口罩机分线装置,本实用新型所解决的技术问题是:1、因为这种一拖二的分线机构,需要上料杆24 围绕着转动轴22圆周转动,所以在上料杆24的转动路径上不能有遮挡,也就是分装总位2的上方不可有遮挡物,可是因为口罩片只会冲上方飞出,所以如果顶部不遮挡导向,口罩片还是会散落,也有可能卡住上料杆24,导致生产线停机;2、目前的限位装置都是在口罩的飞出方向增加一个挡板,只是避免了口罩因为射出的力度过大,因为惯性导致飞得太远了,离开了分装总位2,这种都是只有阻挡效果,没有导向效果,不能按口罩射出的轨迹引导口罩飞出口进入预设位置;
[0043]
实现了的技术效果为:1、本装置通过上料杆24和转动轴22的配合,使得两个转动轴22间歇性的上料,能够间歇的将上在分装总位2的口罩片按顺序依次将口罩片间隔的分线到两侧的分线工位3上,分装均匀,并且分线工位2两侧的两根转动轴22是同步转动的,并且转动角度间隔180
°
,这样就能确保更快速度,更均匀的将口罩片分线至不同的分线工位3上;
[0044]
2、通过增加多个间歇的限位装置4,能够一步一步的从口罩片飞出的位置就进行引导,使口罩片跟随引导进入分装总位2上的预设位置,有效避免了因为没有引导,导致口罩片卡在上料杆24或者其他位置;
[0045]
3、本装置不仅通过后档板21在口罩飞出的末端进行了阻挡限位,同时还通过导向挡杆42将口罩飞出的角度进行引导下压,确保口罩不会飞的太高,又通过立杆41确保口罩不会射出时偏离预设方向;
[0046]
4、通过相互吸附立杆41和导向挡杆42的配合,使得立杆41可以更方便更灵活的吸附在任意磁感位置,而导向挡杆42可以在两侧的立杆42之间任意调节高度位置,以配合进料传送带1和分装总位2之间的不同的高度差,使得本装置能够适用于有差异的生产线,同时因为口罩片的宽度是国家标准值,而只要将导向挡杆42稍大于口罩片的宽度即可适用于所有的口罩片导向,而且立杆41在分装总位的安装和增添也是非常方便的,通过强磁的钕磁进行吸附安装的,安装方便,增加限位装置4数量和间隔距离也很方便,使用更加灵活。
[0047]
本实用新型实施例中的技术方案为解决上述问题,总体思路如下:
[0048]
为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
[0049]
本实用新型在制作时,本装置有一个分装总位2和上下两侧的两个分线工位3,这三个的底板是连为一体的,并且是在同一个水平的平面上,而且分装总位2上的让位槽23和分线工位3上的过杆槽31也是连通的通槽,在分装总位2和两个分线工位3之间都要隔离架
设转动轴22,并且需要确保转动轴22的轴线与让位槽23和过杆槽31是垂直的,而让位槽23和过杆槽31之间是相互平行的,转动轴22的转动方向需要是沿着轴线方向圆周转动,这样当上料杆24转动时,就能正好从让位槽23和过杆槽31内穿过,如此上料杆 24的转动路径就不会被分装总位2和分线工位3阻挡,而分线工位3的两外侧都设置了侧挡32,能够避免口罩片翻转时向外飘走,起到限位作用,然后在每个分线工位3的后端,也就是出口位置架设出料传送带5,确保出料传送带5与分线工位3位置配合紧密,能够使口罩片顺利的进入出料传送带5和夹持滚筒51之间的缝隙,能够使口罩片被及时的传送离开分线工位3,进料传送带1的两侧也是有限高板12的,确保口罩片的飞出方向,同时通过进料传送带1上方的发片滚筒11将口罩发力限制飞出角度的射出;
[0050]
分装总位2的最后端,也就是如图1和图3所示分装总位2的右端,设置了后挡板21,确保口罩片射出时不会直接飞出分装总位2,而是停留在分装总位2的上方,转动轴22是通过驱动装置转动的,两个转动轴22的转动方向是相反的,上料杆24是通过连接件25固定在转动轴22上,因此,上料杆24的转动方向就是转动轴22的转动方向,无论那根转动轴22转动的方向,都是确保上料杆24在穿过让位槽23时是从下方将口罩片转动升起,并将口罩片从上方翻转至分线工位3内,而上料杆24的没有与转动轴22连接的一端末端上还固定了防脱钩241,来确保口罩不会在反转时因为离心力脱离上料杆24,确保口罩片能够及时准确的进入分线工位3内,限位装置4是由两个立杆41和一个导向挡杆42组成的,两个立杆41通过轴承分别吸附设立在分装总位两侧不同的转动轴22上,这样当转动轴22转动使,因为轴承的缘故立杆41是不转动的,而导向挡杆42的高度设置在底部的弧面刚刚好与发片滚筒11出口的口罩片射出方向承接即可,这样就能将口罩片进行顺利的接纳导向了,为了增加导向的准确性,在口罩片射出的后段再增设一个或者多个限位装置4,确保每个导向挡杆42在进行高度设置时,导向挡杆42较窄一侧的弧面正好对准前方口罩片射出的角度方向,因为是通过钕磁制作的永磁体,磁力强,只要不用外力进行调整,口罩片是很轻的,射出力度根本无法使被强磁力吸附的限位装置4发生变化。
[0051]
本实用新型在使用时,已经压合为整体的单张口罩片通过进料传送带1,在两侧的限高板12内向右侧,也就是出口端前进,口罩片被发片滚筒11压紧转动向右射出,口罩片射出的方向正对限位装置4的导向挡杆42的底部弧面,如图5所示,导向挡杆42会将口罩片向下引导,口罩片会在立杆41和导向挡杆42组成的框架内穿过,如图4所示,这样从进料传送带1上射出的口罩片就会被限制了飞行空间,就是无论高度或者水平位置都不会超出限位装置4的框架,而因为限位装置4数量是不少于一个的,根据分装总位2的结构来设置即可,因为本装置的限位装置4是通过磁力吸附安装的,安装和调整比较方便,然后口罩片被导向至分装总位2的预设位置,如图1所示,上料杆24在分装总位2由下至上翻转,上侧转动轴22的上料杆24已经将一个口罩片转动到上侧的分线工位3上,而下侧的转动轴22的上料杆24正在准备翻转口罩片,处于分装总位2的上料工作位上,如图2所示,下侧转动轴22的上料杆24已经将一个口罩片转动到下侧的分线工位3上,而上侧的转动轴22的上料杆24正在准备翻转口罩片,处于分装总位2的上料工作位上,这样两个转动轴22间歇的将高速的进入分装总位2的口罩片分装至不同的分线工位3内,然后口罩片被出料传送带5带走,然后上料杆24再从过杆槽31由上至下的穿过,又转回到分装总位2的下方,而口罩片通过夹持滚筒 51是口罩片贴合压紧在出料传送带5上,进行后续的焊接耳带工序,而且出料传送带5的送料的
行进速度是低于进料传送带1的,这样正好符合口罩片的压合制作速度是高于耳带焊接速度的,用一个进料传送带1分拖两个耳带焊接的出料传送带5,速度刚好合适,这样能最大化的利用整个口罩生产线,本装置上料速度均衡,而且口罩片不再乱飞了,不会浪费的同时,也不会因为送料不到位导致被转动的上料杆24卡住的情况发生,有效的使生产线持续正常运行。
[0052]
磁感金属,就是能被磁铁吸住的金属,常见的有铁、一些不锈钢都能被钕磁这类强力永磁体紧紧吸附。
[0053]
虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1