一种3D打印头的制作方法
一种3d打印头
技术领域
[0001]
本实用新型属于医疗器材技术领域,尤其涉及一种3d打印头。
背景技术:
[0002]
在与心血管疾病相关的常见外科手术中,医生们经常要使用血管移植物,血管移植物的作用是通过手术附着到阻塞或不健康的血管上,以永久地改变患者的血液流动路线,尽管这种方法很有效,但前提是医生能够在患者身上找到可用于移植的现有血管,有关的医学人员一直都在致力于使用3d打印技术来开发出新的应对心血管疾病的解决方法。
[0003]
如cn20649106u公开的一种用于制备心血管支架的3d打印装置及设备,解决现有的用于制备心血管支架的3d打印设备通常都是用于心血管支架的大规模批量生产,对于疑难病例缺乏适应性的技术问题;使用时,驱动器带动旋转轴转动,同时喷射在旋转轴上的3d打印原料能够形成心血管支架。
[0004]
但是,这项技术只能打印单段直线或带有简单曲折的血管,但实际中血管大都结构复杂、蜿蜒曲折,打印出的血管并不能满足实际需要。
[0005]
并且,通过旋转的方式打印出中空的血管,因为快速旋转成型的缘故,血管的平滑度和结构稳定性较差;打印头设计较为单一,难以完成具有血管鞘包裹的动静脉并行结构的打印成型。
技术实现要素:
[0006]
针对上述问题,本实用新型提供一种3d打印头,主要解决了现有技术中现有打印头结构单一,无法实现具有血管鞘包裹的动静脉并行结构的一体式打印、通过旋转打印的方式打印出中空的人造血管,质量较差、打印的血管结构单一,无法满足实际需要等问题。
[0007]
为了解决上述问题,本实用新型采用如下技术方案:
[0008]
一种3d打印头,包括第二进料管和第四进料管,
[0009]
所述第二进料管上穿设有第一进料管,
[0010]
所述第一进料管接入第一料筒,
[0011]
所述第四进料管上穿设有第三进料管,
[0012]
所述第三进料管接入第二料筒,
[0013]
所述第二进料管的末端和所述第四进料管的末端外套设有第五打印头,所述第五打印头上接设有第五进料管;
[0014]
所述第一料筒和所述第二料筒上均设有接头。
[0015]
一种方式,所述第三进料管通过第二转接头接入所述第二料筒,所述第四进料管穿设在所述第二转接头上;
[0016]
所述第一进料管通过第一转接头接入所述第一料筒,所述第二进料管穿设在所述第一转接头上。
[0017]
一种方式,所述第一进料管的外管径小于所述第二进料管的内管径;
[0018]
所述第三进料管的外管径小于所述第四进料管的内管径。
[0019]
一种方式,所述第一进料管的末端与所述第二进料管的末端同轴设置,且所述第一进料管的末端位于所述第二进料管的内部;
[0020]
所述第三进料管的末端与所述第四进料管的末端同轴设置,且所述第三进料管的末端位于所述第四进料管的内部。
[0021]
一种方式,所述第一进料管、所述第二进料管、所述第三进料管以及所述第四进料管的末端分别设有第一打印头、第二打印头、第三打印头以及第四打印头。
[0022]
一种方式,所述第一打印头的外孔径小于所述第二打印头的内孔径;
[0023]
所述第二打印头的外孔径和所述第四打印头的外孔径之和小于所述第五打印头的内孔径;
[0024]
所述第三打印头的外孔径小于所述第四打印头的内孔径;
[0025]
所述第一打印头、所述第二打印头、所述第三打印头以及所述第四打印头均位于所述第五打印头内部。
[0026]
一种方式,所述第一料筒和所述第二料筒内均装有牺牲材料液,所述牺牲材料液可以在特定条件下,从凝胶态转换为液态,再被排出。
[0027]
一种方式,所述第二进料管、所述第四进料管以及所述第五进料管分别接入不同的打印材料料筒。
[0028]
本实用新型的有益效果是:
[0029]
1、打印头设计较为全面,可以完成具有血管鞘包裹的动静脉并行结构的打印成型;
[0030]
2、通过牺牲材料液在打印成型时对管内进行填筑,牺牲材料液可以在特定条件下,从凝胶态转换为液态,再被排出,使得打印的管体中空,血管的平滑度和结构稳定性较好,打印出的血管质量较高;
[0031]
3、通过3d打印技术打印血管,以便取代移植血管,有效且方便;
[0032]
4、可打印出结构复杂、蜿蜒曲折的人造血管,更加符合实际手术需要。
附图说明
[0033]
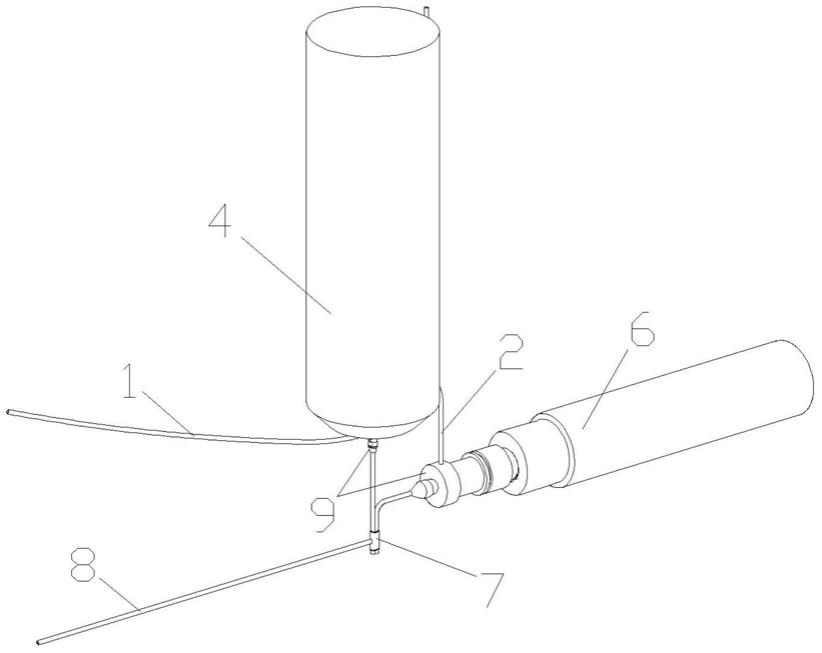
图1为本实用新型的一种实施方式的3d打印头的立体示意图;
[0034]
图2为本实用新型的一种实施方式的3d打印头的正面示意图;
[0035]
图3为本实用新型的一种实施方式的3d打印头主要部分的局部剖视图;
[0036]
图4为本实用新型的一种实施方式的第二转接头的局部剖视图;
[0037]
图5为本实用新型的一种实施方式的打印头的横剖示意图。
[0038]
图中:1、第二进料管;11、第二打印头;2、第四进料管;21、第四打印头;3、第一进料管;31、第一打印头;4、第一料筒;5、第三进料管;51、第三打印头;6、第二料筒;7、第五打印头;8、第五进料管;9、接头;91、第一转接头;92、第二转接头。
具体实施方式
[0039]
下面结合附图1-5对本实用新型进行进一步说明:
[0040]
一种3d打印头,如图1-5所示,第一料筒4竖直设置,第二进料管1的管头为l型金属
管,穿设在第一料筒4的第一转接头91上,从左侧穿入,从底部穿出,第二进料管1的管头与第一转接头91一体成型,管头穿出第一转接头91部分的底部设有第二打印头11,管头的左侧接设有橡胶软管,橡胶软管接入对应的3d打印材料料管,第一进料管3为竖直的管道,第一进料管3沿竖直方向设置,穿设在第二进料管1内部,第一进料管3的末端与第二进料管1的末端同轴设置,第一进料管3外壁与第二进料管1内壁之间留有充足的间隙,以便第二进料管1传输打印材料液,第一进料管3依次穿过第二进料管1和第一转接头91,接入第一料筒4内,第一进料管3的底部设有第一打印头31;
[0041]
第二料筒6水平设置,且为透明料筒,第四进料管2的管头穿设在第二料筒6的第二转接头92上,从顶部穿入,从左侧穿出,第四进料管2的管头与第二转接头92一体成型,管头的顶部接设有橡胶软管,橡胶软管接入对应的3d打印材料料管,橡胶软管可固定在第一料筒4的筒壁上,管头从第二转接头92左侧穿出的部分竖直向下偏折,且末端接设有第四打印头21,第三进料管5为l型的管道,第三进料管5左侧与第四进料管2左侧同轴设置,第三进料管5外壁与第四进料管2内壁之间留有充足的间隙,以便第四进料管2传输打印材料液,第三进料管5右侧接入第二转接头92内,依次穿过第四进料管2和第二转接头92,接入第二料筒6内,第三进料管5左侧的末端设有第三打印头51;
[0042]
第四打印头21和第二打印头11的外部套设有第五打印头7,第五打印头7的顶部接设在第二进料管1和第四进料管2上,第五打印头7内壁与第四打印头21外壁、第二打印头11外壁之间留有充足的间隙,以便第五打印头7传输打印材料液,第五打印头7左侧接设有第五进料管8,第五进料管8接入对应的3d打印材料料管;
[0043]
第一打印头31的外孔径小于第二打印头11的内孔径,第一打印头31位于第二打印头11内部;第三打印头51的外孔径小于第四打印头21的内孔径,第三打印头51位于第四打印头21内部;第二打印头11的外孔径和第四打印头21的外孔径之和小于第五打印头7的内孔径;第一打印头31、第二打印头11、第三打印头51以及第四打印头21均位于第五打印头7内部;第一打印头31、第二打印头11、第三打印头51以及第四打印头21的底部均处于同一水平高度,第五打印头7的底部高于其他打印头的底部;第一料筒4和第二料筒6内均装有牺牲材料液,牺牲材料液可以在特定条件下,从凝胶态转换为液态,再被排出。
[0044]
工作原理:五个打印头同时进行打印,按照设定的路线以3d打印的方式制造人造血管,最外层为第五打印头7打印的外管壁,内部为第二打印头11和第四打印头21打印的两根支管,第一打印头31和第二打印头11打印的牺牲材料管可以在特定条件下,从凝胶态转换为液态,再被排出,使得两根支管壁形成中空的结构,根据实际收束需要设计打印线路,得到所需的人造血管结构,如具有血管鞘包裹的动静脉并行结构,可通过增加打印头数量来增加支管数量。
[0045]
第五打印头7的内壁与第二打印头11的外壁、第四打印头21的外壁形成封闭的腔体,第五进料管8的打印材料进入该腔体进行打印,形成人造血管的最外层结构;
[0046]
同理,第二打印头11的内壁和第一打印头31的外壁之间、第四打印头21的内壁和第三打印头51的外壁之间均可形成单独且封闭的腔体,方便第二进料管1、第四进料管2的打印材料进入各自对应的腔体,形成人造血管的内部支管;
[0047]
第一打印头31和第三打印头51打印的牺牲材料可以在特定条件下,改变温度、ph值使其从凝胶态转换为液态,再被排出,打印时,填筑在支管内部,打印完成,人造血管通水
后可将该层排出,最终形成人造血管内部支管的中空结构。
[0048]
本领域的技术人员可以明确,在不脱离本实用新型的总体精神以及构思的情形下,可以做出对于以上实施例的各种变型。其均落入本实用新型的保护范围之内。本实用新型的保护方案以本实用新型所附的权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1