一种精密检测的注塑模具的制作方法
1.本实用新型涉及铸造设备技术领域,具体是一种精密检测的注塑模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品模具工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。但是现在塑料制品的复杂程度增加,通过在注塑头位置调节注塑压力来达到适应性要求,已经满足不了模型复杂需求,对于多工位复杂的塑料制品,为了提升注塑效率、注塑质量,需要设置多工位的注塑布局,且设置相应的检测装置进行注塑过程的实时调节,将注塑过程中的缺陷及时消除。
技术实现要素:
3.针对以上不足,本实用新型装置提供了一种精密检测的注塑模具。
4.本实用新型装置解决其技术问题所采用的技术方案是:一种精密检测的注塑模具,其中,包括检测塑模端、上端模板与下端模板,两者可以配合与分离,配合时两者之间形成注塑模型,所述上端模板外端部安装连接有注塑连接端,所述注塑连接端上可安装有注塑头,所述注塑头上侧内通设有注塑熔液,下侧与注塑模型之间连通位置设置有浇头,所述注塑熔液计量通过中心控制器进行控制,所述中心控制器通过双信号传递的调节反馈线路与a位压力显示器、b位压力显示器连接,所述a位压力显示器、所述b位压力显示器内部均通过控制线路信号连接在压力传感板上,所述压力传感板固定设置在外连线路槽底端;所述上端模板对应于所述注塑模型侧端部的注塑连接端位置设置连通有一定空间结构的孔槽,在注塑过程中,所述孔槽的内部依次形成充压余量与注塑气余量,所述孔槽为倒置变截面结构,与所述注塑模型直接连通位置截面积小,远离所述注塑模型位置截面积大,所述注塑气余量直接与所述压力传感板接触,所述压力传感板外端部两侧位置错位卡设有压槽板,所述压槽板设置在所述外连线路槽内部,所述检测塑模端设置在所述注塑模型两侧末端位置,所述压力传感板检测的所述孔槽设置在所述上端模板上,所述调节反馈线路将所述a位压力显示器、所述b位压力显示器、所述中心控制器连接起来,并对所述注塑熔液的压力与流量形成控制。
5.具体工作原理:针对现在多工位复杂的塑料制品在设置多工位的注塑布局的同时,缺少检测内部注塑成型情况的装置,来实时检测内部缺陷原理、形成,及时调整源头(注塑头、注塑熔液等),设计一种精密检测的注塑模具,包括上端模板与下端模板,两者可以配合与分离,配合时两者之间形成注塑模型,所述上端模板外端部安装连接有注塑连接端,所
述注塑连接端上可安装有注塑头,所述注塑头上侧内通设有注塑熔液,下侧与注塑模型之间连通位置设置有浇头,所述注塑熔液计量通过中心控制器进行控制,所述中心控制器通过双信号传递的调节反馈线路与a位压力显示器、b位压力显示器连接,所述a位压力显示器、所述b位压力显示器内部均通过控制线路信号连接在压力传感板上,所述压力传感板固定设置在外连线路槽底端。
6.特别的,所述上端模板对应于所述注塑模型侧端部的注塑连接端位置设置连通有一定空间结构的孔槽,在注塑过程中,所述孔槽的内部依次形成充压余量与注塑气余量,所述孔槽为倒置变截面结构,与所述注塑模型直接连通位置截面积小,远离所述注塑模型位置截面积大,所述注塑气余量直接与所述压力传感板接触,将内部注塑压力传递给所述压力传感板上,并传递给对应位置的显示器,所述调节反馈线路将所述a位压力显示器、所述b位压力显示器、所述中心控制器连接起来,并对所述注塑熔液的压力与流量形成控制,当压力达到规定范围后,所述注塑熔液的压力与流量不再变化;当压力不在规定范围时,通过调节所述注塑熔液的压力与流量使孔槽内气余压力达到要求。所述压力传感板外端部两侧位置错位卡设有压槽板,所述压槽板设置在所述外连线路槽内部,所述检测塑模端设置在所述注塑模型两侧末端位置,所述压力传感板检测的所述孔槽设置在所述上端模板上,对注塑仓形成保护。
7.该实用新型的有益之处:一种精密检测的注塑模具,针对现在多工位复杂的塑料制品注塑中缺少检测内部注塑成型情况的装置,来实时检测内部缺陷原理、形成,及时调整源头(注塑头、注塑熔液等),设置额外空间的孔槽结构来适应注塑过程压力变化,同时设置压力传感板对内部注塑情况进行实时检测,通过反馈机制控制注塑熔液的参数,来消除缺陷的产生,达到精密控制。
附图说明
8.下面结合附图和实施例对本实用新型装置进一步说明。
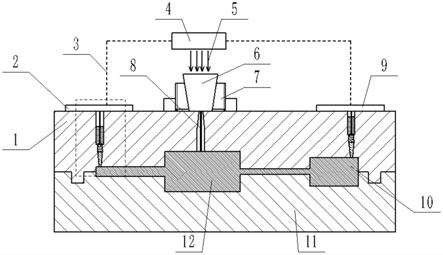
9.图1是本实用新型一种精密检测的注塑模具的主剖视图;
10.图2是本实用新型一种精密检测的注塑模具的局部视图。
11.1.上端模板,2.a位压力显示器,3.调节反馈线路,4.中心控制器,5.注塑熔液,6.注塑头,7.注塑连接端,8.浇头,9.b位压力显示器,10.检测塑模端, 11.下端模板,12.注塑模型,13.外连线路槽,14.控制线路,15.压槽板,16. 压力传感板,17.注塑气余量,18.充压余量。
具体实施方式
12.如图1
‑
2所示,一种精密检测的注塑模具包括检测塑模端10、上端模板1 与下端模板11,两者可以配合与分离,配合时两者之间形成注塑模型12,所述上端模板1外端部安装连接有注塑连接端7,所述注塑连接端7上可安装有注塑头6,所述注塑头6上侧内通设有注塑熔液5,下侧与注塑模型12之间连通位置设置有浇头8,所述注塑熔液5计量通过中心控制器4进行控制,所述中心控制器4通过双信号传递的调节反馈线路3与a位压力显示器2、b位压力显示器 9连接,所述a位压力显示器2、所述b位压力显示器9内部均通过控制线路14 信号连接在压力传感板16上,所述压力传感板16固定设置在外连线路槽13底端;所述上端模
板1对应于所述注塑模型12侧端部的注塑连接端7位置设置连通有一定空间结构的孔槽,在注塑过程中,所述孔槽的内部依次形成充压余量 18与注塑气余量17,所述孔槽为倒置变截面结构,与所述注塑模型12直接连通位置截面积小,远离所述注塑模型12位置截面积大,所述注塑气余量17直接与所述压力传感板16接触,所述压力传感板16外端部两侧位置错位卡设有压槽板15,所述压槽板15设置在所述外连线路槽13内部,所述检测塑模端10 设置在所述注塑模型12两侧末端位置,所述压力传感板16检测的所述孔槽设置在所述上端模板1上,所述调节反馈线路3将所述a位压力显示器2、所述b 位压力显示器9、所述中心控制器4连接起来,并对所述注塑熔液5的压力与流量形成控制。
13.具体工作原理:针对现在多工位复杂的塑料制品在设置多工位的注塑布局的同时,缺少检测内部注塑成型情况的装置,来实时检测内部缺陷原理、形成,及时调整源头(注塑头6、注塑熔液5等),设计一种精密检测的注塑模具,包括上端模板1与下端模板11,两者可以配合与分离,配合时两者之间形成注塑模型12,所述上端模板1外端部安装连接有注塑连接端7,所述注塑连接端7 上可安装有注塑头6,所述注塑头6上侧内通设有注塑熔液5,下侧与注塑模型 12之间连通位置设置有浇头8,所述注塑熔液5计量通过中心控制器4进行控制,所述中心控制器4通过双信号传递的调节反馈线路3与a位压力显示器2、 b位压力显示器9连接,所述a位压力显示器2、所述b位压力显示器9内部均通过控制线路14信号连接在压力传感板16上,所述压力传感板16固定设置在外连线路槽13底端。
14.特别的,所述上端模板1对应于所述注塑模型12侧端部的注塑连接端7位置设置连通有一定空间结构的孔槽,在注塑过程中,所述孔槽的内部依次形成充压余量18与注塑气余量17,所述孔槽为倒置变截面结构,与所述注塑模型 12直接连通位置截面积小,远离所述注塑模型12位置截面积大,所述注塑气余量17直接与所述压力传感板16接触,将内部注塑压力传递给所述压力传感板 16上,并传递给对应位置的显示器,所述调节反馈线路3将所述a位压力显示器2、所述b位压力显示器9、所述中心控制器4连接起来,并对所述注塑熔液 5的压力与流量形成控制,当压力达到规定范围后,所述注塑熔液5的压力与流量不再变化;当压力不在规定范围时,通过调节所述注塑熔液5的压力与流量使孔槽内气余压力达到要求。所述压力传感板16外端部两侧位置错位卡设有压槽板15,所述压槽板15设置在所述外连线路槽13内部,所述检测塑模端10设置在所述注塑模型12两侧末端位置,所述压力传感板16检测的所述孔槽设置在所述上端模板1上,对注塑仓形成保护。
15.该实用新型的有益之处:一种精密检测的注塑模具,针对现在多工位复杂的塑料制品注塑中缺少检测内部注塑成型情况的装置,来实时检测内部缺陷原理、形成,及时调整源头(注塑头6、注塑熔液5等),设置额外空间的孔槽结构来适应注塑过程压力变化,同时设置压力传感板16对内部注塑情况进行实时检测,通过反馈机制控制注塑熔液5的参数,来消除缺陷的产生,达到精密控制。
16.以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1