用于将塑料预成型件成型为塑料容器的设备的制作方法
1.本实用新型涉及一种用于将塑料预成型件成型为塑料容器的设备和方法。
背景技术:
2.从现有技术中早就知道这样的设备和方法。在此,通常以可流动的,特别是气态的介质作用在加热的塑料预成型件上,以便以此方式膨胀。近来,人们已经过渡到直接通过液体,特别是通过要填充的产品来使塑料预成型件膨胀。本实用新型特别地适用于上述两种实施方式,但是优选地适用于诸如 (无菌)空气的气态介质的使用。
3.通常,在此以不同的压力水平作用于塑料预成型件。例如已知的是,首先以预吹塑压力然后以中等吹塑压力接着最后以最终吹塑压力对塑料预成型件施加作用。为了切换这样的压力,通常使用两通阀。这些阀可以带有前置的空气节流圈。阀打开时的各个时间点例如可以与所谓的拉伸杆的运动耦合,该拉伸杆沿其纵向拉伸塑料预成型件。
4.尽管这种方法已被证明是可靠的。但其缺点是,在预吹塑过程中,例如体积流和/或质量流不能根据拉伸杆位置变化,并且反过来,拉伸驱动器的参数,例如位置,速度或加速度也不能根据体积流量变化而改变。这种阀或节流圈的钻孔横截面通常是固定的,在成型过程中也无法更改。
技术实现要素:
5.因此,本实用新型的目的是使这种设备和方法更通用,并且必要时在生产过程中进行干预。
6.根据本实用新型,这些目的通过独立权利要求的主题来实现。有利的实施方式和改进方案是从属权利要求的主题。
7.根据本实用新型的用于将塑料预成型件成型为塑料容器的设备具有至少一个成型站,该成型站具有吹塑装置,在其中,塑料预成型件能够通过施加可流动介质而被成型为塑料容器。此外,该设备具有将可流动介质施加到塑料预成型件上的施加装置,以及具有杆状体的拉伸装置,该杆状体能够被引入塑料预成型件中,以便在塑料预成型件的成型过程中至少有时在塑料预成型件的纵向上拉伸塑料预成型件,其中拉伸装置具有用于移动杆状体的驱动装置,以及用于控制该驱动装置的控制装置,并且该设备具有阀布置,该阀布置控制将可流动介质施加到塑料预成型件上。此外,该阀布置使得能够将至少两个不同的压力水平施加到塑料预成型件,并且该阀布置具有至少一个比例阀。
8.根据本实用新型,控制装置根据比例阀的阀位置控制驱动装置和/或阀布置实现了可流动介质的循环回收,其中可流动介质的循环回收通过使用比例阀进行。
9.因此,在根据本实用新型的第一实施例中提出,也通过使用比例阀的数据和/或数值来控制拉伸杆驱动器,特别是使用表征比例阀的打开和/或关闭条件的数据和/或数值。
10.这种方法允许进一步细化材料的拉伸程度。此外,有可能在此处描述的过程包括塑料预成型件的加热特性,即,特别是也要根据比例阀(或该比例阀的阀位置)来设计。
11.因此,特别提出了一种可控的阀,即特别是一种阀,其流动横截面或其阀位置在两个端部位置之间,特别是在完全关闭位置和完全打开位置之间是可调节和/或可控的。
12.循环回收在本实用新型的范围内意味着可流动介质,例如吹送空气在不同的压力下被提供,并且从较高的压力水平再次被供回到具有较低压力水平的储存罐中。这样可以节省吹送空气,特别是加压的吹送空气。
13.因此,在一个实施例中提出,阀块,尤其是拉伸吹塑机中的高压阀块具有比例阀,该比例阀用于至少一个空气线路,特别是用于稍后描述的空气线路p1。在此,该阀块可以优选地循环回收p1线路中的空气。
14.在另一优选的实施方式中设置比例阀,用于切换最低压力水平。
15.上述比例阀尤其能够使该线路中的空气循环回收。
16.在一个优选的实施方式中,所述成型站被布置在载体上,特别是在可移动载体上,特别是在可旋转载体上。这可以是所谓的吹塑轮。
17.在另一个优选的实施方式中,用于杆状体或所谓的拉伸杆的驱动器可以是马达驱动器,尤其是电动马达。特别优选的是线性马达。在现有技术中,这些拉伸杆的运动通常通过凸轮控制或通过由导向凸轮控制的驱动器进行。在这种情况下,站的各个拉伸杆的运动不能改变。通过提供电驱动,即使设置了多个成型站,也可以分别控制每个成型站的拉伸杆的驱动。
18.在另一个优选的实施方式中,施加装置具有吹嘴,该吹嘴能够安装在塑料预成型件的口部上。
19.在此,可以设置另一驱动装置,该驱动装置将施加装置传送到塑料预成型件上。
20.在另一个优选的实施方式中,阀布置具有多个阀。这几个阀可用于切换多个压力水平。例如可以设置第一压力p1,进一步设置中间吹送压力pi,进一步设置最终吹送压力p2。可以设置另一个阀,以便从已经膨胀的容器中释放压缩空气。在下文中,此压力水平表示为排气(ex)。
21.在另一个有利的实施例中,该设备具有进给装置,以便将塑料预成型件进给到成型站和/或具有排出装置,该排出装置排出已经从成型站吹塑的容器。优选地,在上述载体上布置多个这样的成型站。
22.在另一有利的实施方式中,设置有控制装置,其控制上述比例阀。有利地,该控制装置在此基于标称曲线来控制并且尤其是调节比例阀,尤其是其位置。在该曲线内,确定如何接近比例阀的各个位置。对于不同阀的布置或实施方式,可以想到几种选择。
23.可以设置一用于预吹塑过程的比例阀(最低压力p1)和一用于以容器的压力p2进行最终吹塑的第二阀。此外,提供了(在执行成型过程或吹塑过程后)用于将空气释放到大气中的排气阀。
24.在另一个实施例中,阀布置还可以具有用于预吹塑的比例阀,以及用于中间吹塑的第二阀和用于最终吹塑的第三阀。此外还优选地提供将空气释放到大气中的排气阀。最后提到的这三个阀在此尤其不是比例阀或常规阀,例如双向阀。
25.在另一个实施例中,阀布置或阀块还可以具有用于预吹塑的比例阀,以及用于中间吹塑的第二比例阀和用于最终吹塑的第三阀,其中该第三阀也可以设计成常规阀。
26.此外,这里也优选设置用于将空气释放到大气中的排气阀。如上所述,为了优化瓶
子的材料的拉伸程度,提出了以相互依赖的方式控制和/或调节用于杆状体或拉伸杆和比例阀的驱动器。
27.为此,可以特别优选地设置控制电路,该控制电路考虑到所述比例阀和用于拉伸杆的驱动器和/或根据彼此的功能进行控制。
28.在优选的实施方式中,预吹塑气阀的体积流和杆状体的升降可以对齐,并且在预吹塑气过程中可以遵循预定的标称曲线。
29.替代地或附加地,也可以将塑料预成型件加热的控制电路结合到拉伸和 /或吹塑的控制电路中。
30.本实用新型具有这样的优点,即,塑料预成型件的材料可以被更好地或更有利地拉伸,并且还可以优选地被更明确地分布。以这种方式,尤其还可以实现期望的重量分布。
31.此外,可以灵活调整预吹塑气参数。此外,还可以对塑料瓶进行快速配方调整。
32.在根据本实用新型的第二实施方式的范围内,还可能经由比例阀例如在具有较低压力水平的管道中实现可流动介质的循环回收。如果比例阀也同样用于控制第一压力水平(p1)和/或具有最低压力的压力水平,则这尤其可行。
33.在另一个有利的实施例中,该设备具有用于检测杆状体的位置的检测装置。在此,特别是检测杆状体相对于塑料预成型件的位置和/或在杆状体的纵向方向上的位置。另外,检测装置还可以检测杆状体的运动速度,特别是沿其纵向方向的运动。
34.另外,检测装置也可以检测杆状体的运动的加速度。在优选实施例中,所述比例阀用于p1线路中的空气的循环回收,如下面更详细地描述的。
35.通过预吹塑气阀的体积流和杆状体的升降之间的上述对齐,也可以遵循预定的标称曲线,特别是在预吹塑气过程中。
36.杆状体应理解为沿优选方向,特别是沿纵向方向延伸的物体。另外,杆状体也可以在垂直于纵向的方向上延伸,然而明显小于在所述优选方向上的延伸。
37.在另一个优选的实施方式中,该设备具有用于在第一压力下存储可流动介质的第一储存罐和在特别不同于第一压力的第二压力下用于存储可流动介质的第二储存罐。以这种方式,可以提供所谓的环形管道,其中可以存储处于不同压力水平的预吹塑空气。从这些储存罐出来,可以以不同的压力水平作用于塑料预成型件。优选地,这些储存罐位于布置有成型站的载体上,例如特别但非排他地是吹塑轮。
38.此外,压缩空气也可以循环回收到用于较低压力的储存罐中。循环回收被理解为特别是指以较低的压力将压缩空气供回到储存罐中。在优选的实施方式中,该阀布置或阀块具有多个阀。在此,优选地,这些阀被分配给不同的压力水平,例如预吹塑压力p1、中间吹塑压力pi和最终吹塑压力p2。这些阀在此优选地可彼此独立地切换。
39.在膨胀过程中,优选首先进行塑料预成型件的预吹塑,随后进行中间吹塑,最后进行最终吹塑。最终,塑料预成型件的压力释放也可以通过另一个阀门进行,或者可以从塑料容器中释放出空气。
40.在另一个优选的实施方式中,上述比例阀也可以用作纯粹的切换阀。这意味着比例阀也可以在两个位置之间切换,即关闭位置和打开位置。
41.在另一优选的实施形式中,该设备具有阀控制装置,该阀控制装置用于控制至少一个阀装置,尤其是比例阀。该控制装置在此可以优选地与控制拉伸杆的驱动器的控制装
置通信。
42.在另一个优选的实施方式中,比例阀能够被清洁,并且特别地也能够用诸如过氧化氢的灭菌介质清洁。以这种方式,成型装置的无菌操作模式也是可能的。优选地,比例阀至少部分地由耐过氧化氢的材料制成。
43.在优选的实施例中,该设备可以具有洁净室,在该洁净室中发生塑料预成型件到塑料容器中的成型。在此,该洁净室可以通过相对于彼此可移动的壁相对于(非灭菌)环境进行界定。
44.在另一优选实施例中,比例阀具有排气功能。在此,可以在比例阀中集成另一阀元件,例如止回阀功能或另一可切换阀。在此,这种排气功能可以在吹塑过程中实现待膨胀容器的排气。
45.在此,该装置也可以具有两个或更多个比例阀。
46.在另一个优选的实施方式中,比例阀布置在杆状体周围和/或在吹塑活塞周围。在此,可以在比例阀的上方或下方布置另一个过程阀。上方或下方被理解为是指在拉伸杆的竖直方向或纵向上的布置。
47.通常,比例阀优选地布置在最靠近施加装置的多个阀的队列中。
48.如上所述,除了比例阀之外,还可以设置另一过程阀。
49.另外,比例阀也可以紧邻吹塑活塞布置。
50.在另一优选的实施方式中,成型站可以固定地布置或者布置在可移动的并且尤其是可旋转的吹塑轮上。
51.在另一优选的实施方式中,用于杆状体的驱动器或拉伸驱动器以及比例阀或其驱动器彼此依赖或彼此依赖地操作。
52.如上所述,在优选实施方式中,比例阀遵循标称曲线。在此,特别可以想到的是,在中间吹塑和最终吹塑的情况下,容器标称压力处于由极限点和 /或极限曲线确定的范围内。
53.因此,在另一种优选的实施方式中,阀布置尤其是在比例阀附近具有至少一个另外的阀装置。
54.本实用新型还涉及一种用于通过至少一个成型站将塑料预成型件成型为塑料容器的方法,该成型站具有吹塑装置,在其中塑料预成型件通过施加可流动介质成型为塑料容器,其中施加装置将可流动介质施加到塑料预成型件上,并且还具有杆状体,该杆状体可引入塑料预成型件中,并且在其预成型过程中至少有时地在其纵向上拉伸塑料预成型件,其中,借助于拉伸装置的驱动装置将杆状体移动并且控制装置控制该驱动装置,并且其中,借助于阀布置,实现将可流动介质施加到塑料预成型件,其中,该阀布置通过使用至少两种不同的压力水平进行塑料预成型件的施加,该阀布置至少有一个比例阀。
55.根据本实用新型,控制装置根据比例阀的阀位置控制驱动装置,和/或阀布置使得可流动介质循环回收,其中,可流动介质的循环回收通过使用比例阀进行。通过使用比例阀应理解为是指在循环回收过程中至少有时经由比例阀引导可流动介质的流动。
附图说明
56.从附图中,其他优点和实施例将变得显而易见:
57.图1是根据本实用新型的阀块的图示;
58.图2是阀块的实施例的另一图示;
59.图3是根据本实用新型的阀块的另一图示;
60.图4是根据本实用新型的阀块和塑料预型件的另一图示;
61.图5是上述图4所示的阀块的俯视图;
62.图6是用于固定阀块的图示;
63.图7是用于固定阀块的另一图示;
64.图8a,8b是用于说明根据本实用新型的阀块的两个图示;
65.图9a,9b是阀块的两个另外的图示;
66.图10是阀块的侧视图;
67.图11是阀块的另一侧视图;
68.图12是阀块的另一实施例的侧视图;
69.图13是阀块的另一实施例的侧视图;
70.图14是阀块的实施例的另一侧视图;
71.图15是阀块的实施例的另一侧视图;
72.图16是阀块的实施例的另一侧视图;
73.图17是用于说明根据本实用新型的设备的控制的图示;
74.图18是根据本实用新型的设备的示意图。
具体实施方式
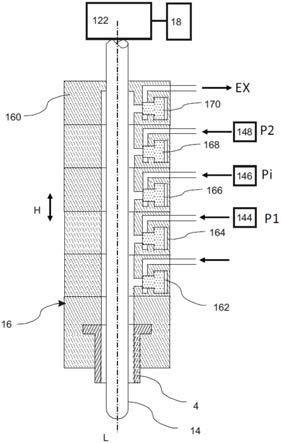
75.图1示出了阀布置16的示意图,此后也被表示为阀块。在此,该阀块围绕拉伸杆14布置。将该拉伸杆或该杆状体引入到塑料预成型件(图1中未示出)中,以便在其膨胀时沿其纵向对其进行拉伸。为此设置驱动器122 (仅示意性地示出)以及用于控制该驱动器的控制装置18。附图标记l表示杆状体的纵向方向,因此还指示其主要拉伸方向。
76.附图标记4表示施加装置,尤其是吹嘴,其能够被放置在塑料预成型件的口部上。该施加装置能够被放置在塑料预成型件的口部上,以使其膨胀。总体上,这里可以通过沿升降方向h的运动使整个阀块16进给到塑料预成型件(未示出),以便在吹塑压力下使它膨胀。
77.阀块在该实施例中如这里所示总共具有五个阀装置,即阀162、164、166、 168和170。阀装置162在此形成为比例阀,而阀164形成为循环回收阀。
78.各个阀在此控制不同的压力水平。在此,附图标记p1表示预吹塑压力,附图标记pi表示中间吹塑压力,附图标记p2表示最终吹塑压力。压力pi 大于压力p1,压力p2大于压力pi。
79.附图标记ex表示排气,这意味着残余的压缩空气在塑料预成型件膨胀之后在此再次释放。附图标记160表示阀壳体或阀块的壳体。在此处所示的实施例中,附图标记166表示中间吹塑阀,附图标记168表示最终吹塑阀,附图标记170表示排气阀。
80.比例阀在此侧向地布置在拉伸杆或杆状体14处并且在此布置在施加装置或吹嘴4的上方的高度。
81.附图标记144、146和148示意性地表示用于储存具有不同压力水平的压缩空气的储存罐。这些储存罐例如可以被设计为环形管道,其优选地布置在可移动的载体上,成型站
也布置在其上。
82.图2示出了根据本实用新型的阀块的另一实施例。为了简化,这里不再显示拉伸杆的驱动器和控制器。
83.在此再次示出不同的待切换的压力p1,pi,p2和排气ex。标号162再次表示比例阀,其用于控制压力水平p1的供应。此外,在此设置有阀163,该阀用于循环回收压缩空气。在完成吹塑过程之后,可以通过该阀将高压从现在膨胀的瓶子中供回至该储存罐中,该储存罐存储处于压力水平p1的压缩空气。
84.用于保持压力水平p1,pi和p2的各个压缩空气储存罐在图2中未示出。在该实施例中,比例阀162再次直接布置在杆状体14的侧面并且在喷嘴的上方高度,并如已经提到的那样,具有附加的循环回收阀163,然而,该附加的循环回收阀在这里可以设计为双向阀。
85.附图标记180仅示意性地示出了检测比例阀162的位置的检测装置。通过这种方式,通过使用与比例阀相关的测量值,也可以控制拉伸杆的运动。另外,比例阀162也可以具有控制比例阀的驱动器。
86.图3示出了根据本实用新型的阀布置或根据本实用新型的阀块的另一实施例。在此再次设置比例阀162a以及其他阀164a,166a,168a和170a。与之前的附图相反,在此,各个阀分别围绕拉伸杆14布置。比例阀162a在这里也直接布置在拉伸杆周围并且在吹嘴4的上方高度。附图标记164a在这里用作循环回收阀并且在这里位于比例阀162a的上方。这意味着可以通过阀164a进行循环回收。或者,类似图2所示,比例阀在此可以再次用作循环回收阀。在该实施例中,可以省略循环回收阀164a。
87.图4示出了根据本实用新型的具有塑料预成型件10的阀布置的另一实施例。附图标记x在此表示在塑料预成型件的成型过程中沿着其输送的输送路径。在图4所示的视图中,整个高压阀单元或阀块16在横向上靠近杆状体,即拉伸杆设置。比例阀162在此再次直接布置在吹嘴4上方的第一位置。
88.这样,通过比例阀的气流路径分别短于其他阀的气流路径。
89.附图标记30涉及布置在排气阀170(ex)处的吸声器。
90.可替代地,比例阀在此可以再次如图2所示那样用作循环回收阀。在该实施例中,可以省略循环回收阀164。
91.图5示出了图4所示布置的俯视图。如上所述,比例阀在横向上位于拉伸杆的附近。如所提及的,整个阀布置被完全提升或降低,并且优选地经由线性引导件102、104被完全提升或降低。在该区域中,还可以提供线性马达和/或气动驱动器。附图标记tk表示塑料预成型件沿其被输送的节圆。
92.图6示出了用于说明拉伸杆布置和/或阀块100在载体108上的安装的实施例。
93.图7示出了另外的图示,其中另外提供了轨道轮106。该轨道轮106跟随导向凸轮(未示出)行进,并且以这种方式控制阀布置在升降方向上的运动。
94.图8a和8b示出了在另一实施例中的根据本实用新型的阀块的两个图示。在该实施方式中,不同的阀围绕拉伸杆或杆状体在周向上分布在不同的位置。以这种方式,甚至可以缩短几个阀的流路。在此处所示的实施例中,比例阀布置在阀块的背面。附图标记114表示阀块支架。图8a示出了在阀块内部的空气管道112,其将阀与施加装置流体地连接。
95.图9a和9b示出了根据本实用新型的阀块的另一实施例。在此,阀倾斜地靠在阀壳
体上。这意味着这些阀的阀活塞在与杆状体的纵向方向倾斜的方向上运动。同样在图9b所示的图示中也可以看出这种倾斜的布置。更精确地,各个阀被布置成使得它们在其内部具有最佳的流动通道,该最佳的流动通道例如可以以45
°
的角度延伸。
96.优选地,该阀装置的运动方向相对于杆状体的纵向方向以一定角度延伸,该角度在30
°
至60
°
之间,优选地在40
°
至50
°
之间。
97.图10进一步示出了根据本实用新型的阀布置。在此再次示出了吸声器 30以及空气管道112。附图标记116表示为比例阀162供气的空气管道。附图标记163表示用于通风的阀装置,其中,此处的通风也是通过比例阀162 进行的。此处,该通风阀围绕空气管道116布置。
98.图11示出了本实用新型的另一实施方式。在此再次设置比例阀162以及通风阀163。在该实施例中,空气管道117在比例阀162和通风阀163的方向上分支。附图标记118表示阀壳体。
99.图12示出了一个实施例,其中比例阀162和通风阀163倾斜地抵靠阀布置或其壳体定位。
100.在图13所示的实施例中,同样设有比例阀162和通风阀163。它们在杆状体14的圆周方向上布置在不同的位置并且尤其彼此相对。
101.图14示出了根据本实用新型的阀装置的另一实施例的俯视图。在此,阀装置166和阀装置168彼此相对地布置。附图标记132涉及一种紧固装置,用于将压力供给管线134连接在阀块上。
102.在图15所示的实施例中,比例阀162和阀装置168彼此相对布置,以便切换或控制压力p2。
103.图16示出了另一实施例,其中比例阀162和通风阀163在横向上布置在杆状体14的附近,并通过弯曲的空气管道连接至施加装置4。
104.图17示意性地示出了根据本实用新型的设备的控制或调节过程。在此,优选地设置有过程控制装置50,其控制整个成型站。这又与控制装置18通信,控制装置18控制拉伸杆的驱动器。另外,处理控制装置50还可与阀控制装置22通信,阀控制装置22继而控制各个阀,尤其是比例阀162。可替代地,控制装置18以及阀控制装置可彼此通信。
105.另外,如图17所示,过程控制装置50还可以与控制装置24通信,以控制用于加热塑料预成型件的加热装置。
106.图18示意性地示出了用于将塑料预成型件10成型为塑料容器,特别是塑料瓶20的设备。这里,附图标记32表示将塑料预成型件10进给到该设备的诸如输送星的进给装置。附图标记34表示另一输送装置,其将完成的和成型的容器20从设备1中排出。
107.设备1还具有可旋转的载体2,其上布置有多个成型站6。这些成型站6 中的每一个具有吹塑装置8,在其中将塑料预成型件成型。
108.申请人保留要求将申请文件中公开的所有特征作为本实用新型必不可少的权利,只要这些特征相对于现有技术是新颖的或组合而成的。还要指出的是,在各个附图中描述了本身是有利的特征。本领域技术人员直接认识到,图中描述的某些特征也可以是有利的,而不包括该图中的其他特征。此外,本领域技术人员认识到,通过以几个、单个或不同的附图示出的特征的组合,也可以出现优点。
109.附图标记列表:
[0110]1ꢀꢀꢀ
设备
[0111]2ꢀꢀꢀ
载体
[0112]4ꢀꢀꢀ
施加装置,吹嘴
[0113]6ꢀꢀꢀ
成型站
[0114]8ꢀꢀꢀ
吹塑装置
[0115]
10
ꢀꢀ
塑料预成型件
[0116]
14
ꢀꢀ
拉伸杆
[0117]
16
ꢀꢀ
阀块
[0118]
18
ꢀꢀ
控制装置
[0119]
20
ꢀꢀ
容器
[0120]
30
ꢀꢀ
吸声器
[0121]
32
ꢀꢀ
进给装置
[0122]
34
ꢀꢀ
排出装置
[0123]
100
ꢀꢀ
阀块
[0124]
102
ꢀꢀ
线性引导件
[0125]
104
ꢀꢀ
线性引导件
[0126]
106
ꢀꢀ
轨道轮
[0127]
108
ꢀꢀ
载体
[0128]
112
ꢀꢀ
空气管道
[0129]
112
ꢀꢀ
空气管道
[0130]
114
ꢀꢀ
阀块支架
[0131]
116
ꢀꢀ
空气管道
[0132]
117
ꢀꢀ
空气管道
[0133]
118
ꢀꢀ
阀壳体
[0134]
132
ꢀꢀ
紧固装置
[0135]
134
ꢀꢀ
压力供给管线
[0136]
144
ꢀꢀ
p1压力的储存罐
[0137]
146
ꢀꢀ
pi压力的储存罐
[0138]
148
ꢀꢀ
p2压力的储存罐
[0139]
122
ꢀꢀ
驱动器
[0140]
160
ꢀꢀ
阀壳体
[0141]
162
ꢀꢀ
阀
[0142]
162a 比例阀
[0143]
163
ꢀꢀ
阀
[0144]
164
ꢀꢀ
阀
[0145]
164a 循环回收阀
[0146]
166
ꢀꢀ
阀
[0147]
166a 阀
[0148]
168
ꢀꢀ
阀
[0149]
168a 阀
[0150]
170
ꢀꢀ
阀
[0151]
170a 阀
[0152]
180
ꢀꢀ
检测装置
[0153]
ex
ꢀꢀꢀ
排气
[0154]
l
ꢀꢀꢀꢀ
杆状体的纵向方向
[0155]
p1
ꢀꢀꢀ
预吹塑压力
[0156]
p2
ꢀꢀꢀ
最终吹塑压力
[0157]
pi
ꢀꢀꢀ
中间吹塑压力
[0158]
x
ꢀꢀꢀꢀ
输送路径
[0159]
tk
ꢀꢀꢀ
节圆
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1