LED硅胶透镜生产工艺的制作方法
led硅胶透镜生产工艺
技术领域
1.本发明涉及led透镜生产技术领域,尤其涉及一种led硅胶透镜生产工艺。
背景技术:
2.led透镜即与led紧密联系在一起能增强光的使用效率和发光效率,可以根据不同的效果来使用,规格有穿透式,折反射式,硅胶透镜便是led透镜的一类。
3.现有技术中,led硅胶透镜生产时不便于定量、均匀注胶,因此我们提出了led硅胶透镜生产工艺,用来解决上述问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在led硅胶透镜生产时不便于定量、均匀注胶的缺点,而提出的led硅胶透镜生产工艺。
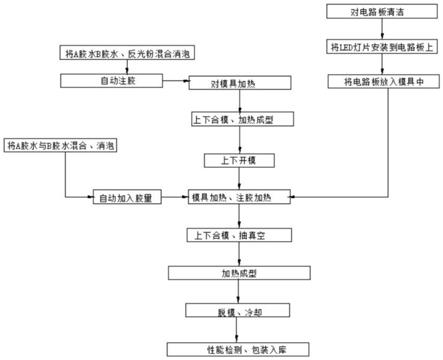
5.为了实现上述目的,本发明采用了如下技术方案:led硅胶透镜生产工艺,包括以下步骤:s1:将a胶水、b胶水和反光粉混合,消泡,然后将混合物自动注入模具中;s2:对模具加热,上下合模、加热成型,然后上下开模,制得硅胶透镜;s3:对电路板清洁,将led灯片安装到电路板上,将电路板放入模具中;s4:将a胶水、b胶水混合,消泡,将混合物自动定量加入模具的电路板上,将硅胶透镜放在电路板上,使led灯片处于硅胶透镜内部,然后模具加热,上下合模,抽真空,加热成型;s5:打开模具,脱模,冷却,最后进行性能检测,包装入库。
6.优选的,所述s4中,对电路板尺寸进行获取,对led灯片的位置进行定位,根据led灯片的位置确定注胶区域,规划注胶线路,对注胶区域进行计算,然后计算出注胶量。
7.优选的,所述s4中,通过注胶头将混合物自动定量加入模具的电路板上,对注胶头的出胶速度进行获取,根据注胶总量、注胶区域以及注胶线路,计算出注胶头的移动速度。
8.优选的,将计算出的注胶头的移动速度输入到控制面板内,控制面板根据输入的数据控制注胶头进行移动,完成注胶工作。
9.优选的,所述注胶头上设有速度检测仪,通过速度检测仪对注胶头的移动速度进行检测,将检测的速度与计算的速度进行对比,对比存在误差时,报警器进行预警。
10.优选的,所述s2中,对模具加热时,通过温度传感器对模具的温度进行检测,将检测的数据传输至控制中心,与控制器中心预设的数据进行对比,对比一致时,停止加热。
11.优选的,所述s4中,通过真空泵进行抽真空,通过混合设备对a胶水、b胶水进行搅拌混合,混合速度为400
‑
500r/min,混合时间为10
‑
20min。
12.优选的,所述s5中,脱模时,通过温度传感器对模具的温度进行检测,检测的温度传感器至控制器,与控制器预设的数据进行对比,当与预设的数据一致时,控制器控制绿灯亮起,即可以进行脱模。
13.与现有技术相比,本发明的有益效果在于:本方案通过对电路板尺寸进行获取,对led灯片的位置进行定位,根据led灯片的位置确定注胶区域,规划注胶线路,对注胶区域进行计算,然后计算出注胶量;通过注胶头将混合物自动定量加入模具的电路板上,对注胶头的出胶速度进行获取,根据注胶总量、注胶区域以及注胶线路,计算出注胶头的移动速度,将计算出的注胶头的移动速度输入到控制面板内,控制面板根据输入的数据控制注胶头进行移动,完成注胶工作,进而可以进行定量、均匀注胶;本发明可以定量、均匀注胶,生产工艺简单。
附图说明
14.图1为本发明提出的led硅胶透镜生产工艺的结构示意图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
16.实施例一参照图1,led硅胶透镜生产工艺,包括以下步骤:s1:将a胶水、b胶水和反光粉混合,消泡,然后将混合物自动注入模具中;s2:对模具加热,上下合模、加热成型,然后上下开模,制得硅胶透镜;s3:对电路板清洁,将led灯片安装到电路板上,将电路板放入模具中;s4:将a胶水、b胶水混合,消泡,将混合物自动定量加入模具的电路板上,将硅胶透镜放在电路板上,使led灯片处于硅胶透镜内部,然后模具加热,上下合模,抽真空,加热成型;s5:打开模具,脱模,冷却,最后进行性能检测,包装入库。
17.本发明中,对电路板尺寸进行获取,对led灯片的位置进行定位,根据led灯片的位置确定注胶区域,规划注胶线路,对注胶区域进行计算,然后计算出注胶量。
18.本发明中,通过注胶头将混合物自动定量加入模具的电路板上,对注胶头的出胶速度进行获取,根据注胶总量、注胶区域以及注胶线路,计算出注胶头的移动速度。
19.本发明中,将计算出的注胶头的移动速度输入到控制面板内,控制面板根据输入的数据控制注胶头进行移动,完成注胶工作。
20.本发明中,注胶头上设有速度检测仪,通过速度检测仪对注胶头的移动速度进行检测,将检测的速度与计算的速度进行对比,对比存在误差时,报警器进行预警。
21.本发明中,对模具加热时,通过温度传感器对模具的温度进行检测,将检测的数据传输至控制中心,与控制器中心预设的数据进行对比,对比一致时,停止加热。
22.本发明中,通过真空泵进行抽真空,通过混合设备对a胶水、b胶水进行搅拌混合,混合速度为400r/min,混合时间为10min。
23.本发明中,脱模时,通过温度传感器对模具的温度进行检测,检测的温度传感器至控制器,与控制器预设的数据进行对比,当与预设的数据一致时,控制器控制绿灯亮起,即可以进行脱模。
24.实施例二参照图1,led硅胶透镜生产工艺,包括以下步骤:s1:将a胶水、b胶水和反光粉混合,消泡,然后将混合物自动注入模具中;s2:对模具加热,上下合模、加热成型,然后上下开模,制得硅胶透镜;s3:对电路板清洁,将led灯片安装到电路板上,将电路板放入模具中;s4:将a胶水、b胶水混合,消泡,将混合物自动定量加入模具的电路板上,将硅胶透镜放在电路板上,使led灯片处于硅胶透镜内部,然后模具加热,上下合模,抽真空,加热成型;s5:打开模具,脱模,冷却,最后进行性能检测,包装入库。
25.本发明中,对电路板尺寸进行获取,对led灯片的位置进行定位,根据led灯片的位置确定注胶区域,规划注胶线路,对注胶区域进行计算,然后计算出注胶量。
26.本发明中,通过注胶头将混合物自动定量加入模具的电路板上,对注胶头的出胶速度进行获取,根据注胶总量、注胶区域以及注胶线路,计算出注胶头的移动速度。
27.本发明中,将计算出的注胶头的移动速度输入到控制面板内,控制面板根据输入的数据控制注胶头进行移动,完成注胶工作。
28.本发明中,注胶头上设有速度检测仪,通过速度检测仪对注胶头的移动速度进行检测,将检测的速度与计算的速度进行对比,对比存在误差时,报警器进行预警。
29.本发明中,对模具加热时,通过温度传感器对模具的温度进行检测,将检测的数据传输至控制中心,与控制器中心预设的数据进行对比,对比一致时,停止加热。
30.本发明中,通过真空泵进行抽真空,通过混合设备对a胶水、b胶水进行搅拌混合,混合速度为450r/min,混合时间为15min。
31.本发明中,脱模时,通过温度传感器对模具的温度进行检测,检测的温度传感器至控制器,与控制器预设的数据进行对比,当与预设的数据一致时,控制器控制绿灯亮起,即可以进行脱模。
32.实施例三参照图1,led硅胶透镜生产工艺,包括以下步骤:s1:将a胶水、b胶水和反光粉混合,消泡,然后将混合物自动注入模具中;s2:对模具加热,上下合模、加热成型,然后上下开模,制得硅胶透镜;s3:对电路板清洁,将led灯片安装到电路板上,将电路板放入模具中;s4:将a胶水、b胶水混合,消泡,将混合物自动定量加入模具的电路板上,将硅胶透镜放在电路板上,使led灯片处于硅胶透镜内部,然后模具加热,上下合模,抽真空,加热成型;s5:打开模具,脱模,冷却,最后进行性能检测,包装入库。
33.本发明中,对电路板尺寸进行获取,对led灯片的位置进行定位,根据led灯片的位置确定注胶区域,规划注胶线路,对注胶区域进行计算,然后计算出注胶量。
34.本发明中,通过注胶头将混合物自动定量加入模具的电路板上,对注胶头的出胶速度进行获取,根据注胶总量、注胶区域以及注胶线路,计算出注胶头的移动速度。
35.本发明中,将计算出的注胶头的移动速度输入到控制面板内,控制面板根据输入的数据控制注胶头进行移动,完成注胶工作。
36.本发明中,注胶头上设有速度检测仪,通过速度检测仪对注胶头的移动速度进行检测,将检测的速度与计算的速度进行对比,对比存在误差时,报警器进行预警。
37.本发明中,对模具加热时,通过温度传感器对模具的温度进行检测,将检测的数据传输至控制中心,与控制器中心预设的数据进行对比,对比一致时,停止加热。
38.本发明中,通过真空泵进行抽真空,通过混合设备对a胶水、b胶水进行搅拌混合,混合速度为500r/min,混合时间为20min。
39.本发明中,脱模时,通过温度传感器对模具的温度进行检测,检测的温度传感器至控制器,与控制器预设的数据进行对比,当与预设的数据一致时,控制器控制绿灯亮起,即可以进行脱模。
40.通过实施例一、二、三提出的led硅胶透镜生产工艺,可以定量、均匀注胶,且实施例二为最佳实施例。
41.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1