一种模具冷热切换系统的制作方法
一种模具冷热切换系统
【技术领域】
1.本发明涉及模具技术领域,尤其是一种模具冷热切换系统。
背景技术:
2.在使用塑胶模具成型的过程中,对温度的控制尤为重要。目前,对塑胶模具温度的控制可采用模温机控制和温度变换控制两种方式。
3.采用模温机控制模具的温度能做到单一温度长时间工作,但是不可以迅速的做温度的变换;采用温度变换控制模具的温度能够实现快速的冷热切换,但是不能长时间的保持恒温。
4.由于采用模温机和温度变换控制模具的温度都各有其缺点,因此,有必要对现有的技术进行改进。
技术实现要素:
5.本发明要解决的技术问题是:为了解决采用模温机控制模具的温度不可以迅速的做温度的变换,采用温度变换控制模具的温度不能够长时间恒温的问题。本发明提供了一种模具冷热切换系统来解决上述问题。
6.本发明解决其技术问题的方案是:一种模具冷热切换系统,包括:
7.调温管路和模具,所述调温管路穿设于所述模具中;所述调温管路具有第一进油口和第一出油口;
8.加热系统,所述加热系统具有第二出油口和第二进油口;所述第二出油口连通至所述第一进油口,所述第二进油口连通至所述第一出油口;
9.冷却系统,所述冷却系统具有第三出油口和第三进油口;所述第三出油口连通至所述第一进油口,所述第三进油口连通至所述第一出油口;
10.所述加热系统在靠近所述第二出油口处和靠近所述第二进油口处各设有一个第一开关阀;所述冷却系统在靠近所述第三出油口处和靠近所述第三进油口处各设有一个第二开关阀。
11.作为优选,所述加热系统包括第一油温机、第一出油管路和第一回油管路;所述第一出油管路上设有一加热器;
12.所述第一出油管路的一端连接至所述第一油温机的出口,所述第一出油管路的另一端即为所述第二出油口;
13.所述第一回油管路的一端连接至所述第一油温机的进口,所述第一回油管路的另一端即为所述第二进油口;
14.所述第一出油管路和所述第一回油管路上各设有一个所述第一开关阀。
15.作为优选,所述冷却系统包括第二油温机、第二出油管路和第二回油管路;所述第二出油管路上设有一冷却器;
16.所述第二出油管路的一端连接至所述第二油温机的出口,所述第二出油管路的另
一端即为所述第三出油口;
17.所述第二回油管路的一端连接至所述第二油温机的进口,所述第二回油管路的另一端即为所述第三进油口;
18.所述第二出油管路和所述第二回油管路上各设有一个所述第二开关阀。
19.作为优选,还包括第一连通管路和第二连通管路;所述第一连通管路上设有第三开关阀,所述第二连通管路上设有第四开关阀;
20.所述第一连通管路将所述第一出油管路和所述第一回油管路连通;在所述第一出油管路上,所述第一连通管路与所述第一出油管路的连接处位于所述加热器与所述第一开关阀之间;在所述第一回油管路上,所述第一开关阀相对于于所述第一连通管路与所述第一回油管路的连接处更靠近所述第二进油口;
21.所述第二连通管路将所述第二出油管路和所述第二回油管路连通;在所述第二出油管路上,所述第二连通管路与所述第二出油管路的连接处位于所述冷却器与所述第二开关阀之间;在所述第二回油管路上,所述第二开关阀相对于所述第二连通管路与所述第二回油管路的连接处更靠近所述第三进油口。
22.作为优选,还包括一热交换器,所述热交换器包括所述加热器和所述冷却器。
23.作为优选,所述模具包括公模和母模,所述调温管路经过所述公模和所述母模。
24.本发明的有益效果是,这种模具冷热切换系统既能够使得模具的温度保持长时间的恒温,又能够使得模具的温度进行迅速的切换,兼具模温机和温度变换的优点。
【附图说明】
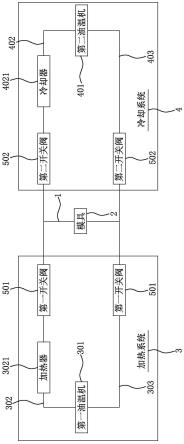
25.图1是本发明一种模具冷热切换系统的示意图。
26.图2是本发明一种模具冷热切换系统的另一示意图。
【具体实施方式】
27.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的实施例及其附图进行详细描述。
28.请参阅图1和图2,图1绘示了本发明一种模具冷热切换系统的示意图。图2绘示了本发明一种模具冷热切换系统的另一示意图。
29.请参阅图1,本发明提供了一种模具冷热切换系统,包括:
30.调温管路1和模具2,调温管路1穿设于模具2中。调温管路1具有第一进油口和第一出油口。
31.加热系统3,加热系统3具有第二出油口和第二进油口。第二出油口连通至第一进油口,第二进油口连通至第一出油口。
32.冷却系统4,冷却系统4具有第三出油口和第三进油口。第三出油口连通至第一进油口,第三进油口连通至第一出油口。
33.加热系统3在靠近第二出油口处和靠近第二进油口处各设有一个第一开关阀501。冷却系统4在靠近第三出油口处和靠近第三进油口处各设有一个第二开关阀502。
34.当需要对模具2进行加热时,保持两个第一开关阀501开启,保持两个第二开关阀502关闭,此时管路内的油在被加热系统3加热后从加热系统3流入调温管路1内,然后从调
温管路1流出后再回流入加热系统3中,以此循环,起到加热模具2的效果。
35.当需要对模具2进行冷却时,保持两个第一开关阀501关闭,保持两个第二开关阀502开启,此时管路内的油在被冷却系统4冷却后从冷却系统4流入调温管路1内,然后从调温管路1流出后再回流入冷却系统4中,以此循环,起到冷却模具2的效果。
36.需要说明的是,第一开关阀501和第二开关阀502可以为电磁阀,能够实现自动化切换且切换迅速,但本发明并不以此为限。
37.这种模具冷热切换系统既能够使得模具2的温度保持长时间的恒温,又能够使得模具2的温度进行迅速的切换,兼具模温机和温度变换的优点。
38.具体的,加热系统3包括第一油温机301、第一出油管路302和第一回油管路303。第一出油管路302上设有一加热器3021。
39.第一出油管路302的一端连接至第一油温机301的出口,第一出油管路302的另一端即为第二出油口。第一回油管路303的一端连接至第一油温机301的进口,第一回油管路303的另一端即为第二进油口。第一出油管路302和第一回油管路303上各设有一个第一开关阀501。
40.具体的,冷却系统4包括第二油温机401、第二出油管路402和第二回油管路403。第二出油管路402上设有一冷却器4021。第二出油管路402的一端连接至第二油温机401的出口,第二出油管路402的另一端即为第三出油口。第二回油管路403的一端连接至第二油温机401的进口,第二回油管路403的另一端即为第三进油口。第二出油管路402和第二回油管路403上各设有一个第二开关阀502。
41.具体的,请参阅图2,这种模具冷热切换系统还包括第一连通管路304和第二连通管路404。第一连通管路304上设有第三开关阀503,第二连通管路404上设有第四开关阀504。
42.第一连通管路304将第一出油管路302和第一回油管路303连通。在第一出油管路302上,第一连通管路304与第一出油管路302的连接处位于加热器3021与第一开关阀501之间;在第一回油管路303上,第一开关阀501相对于于第一连通管路304与第一回油管路303的连接处更靠近第二进油口。
43.第二连通管路404将第二出油管路402和第二回油管路403连通。在第二出油管路402上,第二连通管路404与第二出油管路402的连接处位于冷却器4021与第二开关阀502之间;在第二回油管路403上,第二开关阀502相对于第二连通管路404与第二回油管路403的连接处更靠近第三进油口。
44.当需要对模具2进行加热时,保持两个第一开关阀501开启,保持两个第二开关阀502关闭,同时保持第四开关阀504开启,那么管路内的油就可以流出第二油温机401后再回流入第二油温机401,这样就可以在对模具2加热时保持第二油温机401的开启,避免第二油温机401频繁启停,减少设备故障。
45.当需要对模具2进行冷却时,保持两个第二开关阀502开启,保持两个第一开关阀501关闭,同时保持第三开关阀503开启,那么管路内的油就可以流出第一油温机301后再回流入第一油温机301,这样就可以在对模具2冷却时保持第一油温机301的开启,避免第一油温机301频繁启停,减少设备故障。
46.需要说明的是,第三开关阀503和第四开关阀504可以为电磁阀,能够实现自动化
切换且切换迅速,但本发明并不以此为限。
47.具体的,这种模具冷热切换系统还包括一热交换器,热交换器包括加热器3021和冷却器4021。
48.具体的,请参阅图2,模具2包括公模201和母模202,调温管路1经过公模201和母模202。
49.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1