三维表面上的预成型纤维放置的制作方法
1.本发明涉及三维表面上的预成型纤维放置。
背景技术:
2.本节提供与本公开有关的背景信息,其不一定是现有技术。
3.在机动车辆的某些部件的制造期间,将柔性二维预成型件压入具有三维形状的模具中。当预成型件的一部分与模具的一部分不紧密贴合时,在预成型件的该部分中切出狭缝。当预成型件适当地贴合模具时,将模具闭合并将聚合物材料注入模具中。所得的部件是复合结构,其包括嵌入聚合物材料内的预成型件。
技术实现要素:
4.本节提供本公开的总体概述,而不是其全部范围或其所有特征的全面公开。
5.在各个方面,当前技术提供一种制造预成型件的方法,该方法包括将遮蔽物设置在具有三维形状的第一模具部分之上,该遮蔽物包括热塑性材料和磁性颗粒;将纤维束设置在遮蔽物上;通过感应加热遮蔽物的至少一部分,以使纤维束变得联接至遮蔽物;用具有相对于第一模具部分的负轮廓的第二模具部分将纤维束和遮蔽物朝向彼此压缩;以及从第一模具部分和第二模具部分移除预成型件,其中预成型件具有三维形状,并且包括联接至遮蔽物的纤维束。
6.在一方面,热塑性材料包括聚丙烯、聚苯乙烯、醋酸纤维素、聚四氟乙烯(ptfe)、尼龙,聚酮、聚氯乙烯(pvc)、聚偏二氯乙烯(pvdc)、聚乙酸乙烯酯(pva)、聚乙烯醇(pvoh)、聚丙烯腈(pan)、聚(苯乙烯-共-丙烯腈)、丙烯腈-丁二烯-苯乙烯(abs)、聚丙烯酸酯、聚甲基丙烯酸酯、聚乙烯、聚酰胺、聚缩醛(聚甲醛)、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚丙烯酸酯、聚苯醚、聚苯硫醚、聚砜、聚醚砜、聚醚醚酮、聚丙交酯或其组合。
7.在一方面,磁性颗粒包括铁(fe)、钴(co),镍(ni)或其组合。
8.在一方面,磁性颗粒是嵌入热塑性材料内或设置在热塑性材料的表面上的至少一种。
9.在一方面,该方法还包括,在将遮蔽物设置在第一模具部分之上后,用辊将遮蔽物压紧在第一模具部分上。
10.在一方面,该方法还包括将粘合剂设置在遮蔽物上,以及将纤维束设置在粘合剂上。
11.在一方面,通过感应加热遮蔽物的至少一部分包括使交流电通过线圈以生成交变磁场,以及相对于遮蔽物的至少一部分移动线圈,其中交变磁场接触磁性颗粒并引起磁性颗粒加热。
12.在一方面,通过感应加热遮蔽物的至少一部分包括将遮蔽物加热至足以使粘合剂至少部分地熔化的温度,并且可选地使热塑性材料部分地融化的温度,使得纤维束变得连
接至热塑性材料。
13.在一方面,在压缩期间,将遮蔽物和纤维束加热至大于或等于约80℃至小于或等于约120℃的温度。
14.在一方面,该方法还包括在压缩之前将至少一根附加纤维束设置在纤维束上。
15.在一方面,通过感应加热的遮蔽物的至少一部分是其中纤维束不通过重力被拉入遮蔽物中的遮蔽物的至少一部分。
16.在一方面,在第一步骤期间执行将遮蔽物设置在第一模具部分之上,在第二步骤期间执行将纤维束设置在遮蔽物上,在第三步骤期间执行将纤维束和遮蔽物朝向彼此压缩,并且在第四步骤期间执行从模具中移除预成型件。
17.在一方面,在第一步骤期间执行将遮蔽物设置在第一模具部分之上并将纤维束设置在遮蔽物上,在第二步骤期间执行将纤维束和遮蔽物朝向彼此压缩,并且在第三步骤期间执行从模具中移除预成型件。
18.在各个方面,当前技术还提供一种制造预成型件的方法,该方法包括将遮蔽物设置在具有三维形状的第一模具部分之上,该遮蔽物包括热塑性材料和磁性颗粒;用辊将遮蔽物压紧至第一模具部分上;将粘合剂层施加于遮蔽物;将纤维束设置在粘合剂层上,使得粘合剂层位于遮蔽物和纤维束之间;沿遮蔽物的至少一部分移动交变磁场,使得交变磁场在遮蔽物的至少一部分处接触一部分的磁性颗粒,并且使该部分的磁性颗粒通过感应加热,使得纤维束变得联接至遮蔽物;在加热遮蔽物、粘合剂层和纤维束的同时,用相对于第一模具部分具有负轮廓的第二模具部分朝向彼此压缩纤维束和遮蔽物;以及从第一模具部分和第二模具部分中移除预成型件,其中预成型件具有三维形状,并且包括联接至遮蔽物的纤维束。
19.在一方面,粘合剂层包括环氧粉末。
20.在一方面,该方法还包括在移动交变磁场之前,在纤维束上施加第二粘合剂层,将第二纤维束设置在第二粘合剂层上,以及可选地施加附加的粘合剂层并将附加的纤维束设置在第二纤维束上,直到预定数量的纤维束设置在遮蔽物上。
21.在各个方面,当前技术还提供一种预成型件,其具有包括热塑性材料和磁性颗粒的基质,磁性颗粒是嵌入热塑性材料内或设置在热塑性材料的表面上的至少一种,以及至少部分地嵌入基质内的纤维束,其中预成型件具有基本上刚性的三维形状。
22.在一方面,预成型件不被结合到复合部件中。
23.在一方面,预成型件至少部分地嵌入聚合物基质内。
24.在一方面,预成型件呈机动车辆部件的形状。
25.本发明提供以下技术方案:1. 一种制造预成型件的方法,所述方法包含:将遮蔽物设置在具有三维形状的第一模具部分之上,所述遮蔽物包含热塑性材料和磁性颗粒;将纤维束设置在所述遮蔽物上;通过感应加热所述遮蔽物的至少一部分,使得所述纤维束变得联接至所述遮蔽物;用具有相对于所述第一模具部分的负轮廓的第二模具部分朝向彼此压缩所述纤
维束和所述遮蔽物;以及从所述第一模具部分和所述第二模具部分中移除所述预成型件,其中所述预成型件具有三维形状,并且包含联接至所述遮蔽物的所述纤维束。
26.2. 如方案1所述的方法,其中所述热塑性材料包含聚丙烯、聚苯乙烯、醋酸纤维素、聚四氟乙烯(ptfe)、尼龙,聚酮、聚氯乙烯(pvc)、聚偏二氯乙烯(pvdc)、聚乙酸乙烯酯(pva)、聚乙烯醇(pvoh)、聚丙烯腈(pan)、聚(苯乙烯-共-丙烯腈)、丙烯腈-丁二烯-苯乙烯(abs)、聚丙烯酸酯、聚甲基丙烯酸酯、聚乙烯、聚酰胺、聚缩醛(聚甲醛)、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚丙烯酸酯、聚苯醚、聚苯硫醚、聚砜、聚醚砜、聚醚醚酮、聚丙交酯或其组合。
27.3. 如方案1所述的方法,其中所述磁性颗粒包含铁(fe)、钴(co)、镍(ni)或其组合。
28.4. 如方案1所述的方法,其中所述磁性颗粒是嵌入所述热塑性材料内或设置在所述热塑性材料的表面上的至少一种。
29.5. 如方案1所述的方法,其还包含,在将所述遮蔽物设置在所述第一模具部分之上后:用辊将所述遮蔽物压紧在所述第一模具部分上。
30.6. 如方案1所述的方法,其还包含:将粘合剂设置在所述遮蔽物上;以及将所述纤维束设置在所述粘合剂上。
31.7. 如方案1所述的方法,其中通过感应加热所述遮蔽物的至少一部分包含:使交流电通过线圈以生成交变磁场;以及使所述线圈相对于所述遮蔽物的至少一部分移动,其中所述交变磁场接触所述磁性颗粒并引起所述磁性颗粒加热。
32.8. 如方案7所述的方法,其中通过感应加热所述遮蔽物的所述至少一部分包含将所述遮蔽物加热至足以使所述粘合剂至少部分地熔化的温度,并且可选地使所述热塑性材料部分地熔化,使得所述纤维束变得连接至所述热塑性材料。
33.9. 如方案1所述的方法,其中在所述压缩期间,将所述遮蔽物和所述纤维束加热至大于或等于约80℃至小于或等于约120℃的温度。
34.10. 如方案1所述的方法,其还包含在所述压缩之前将至少一根附加纤维束设置在所述纤维束上。
35.11. 如方案1所述的方法,其中通过感应加热的所述遮蔽物的所述至少一部分是其中所述纤维束不通过重力被拉入所述遮蔽物中的所述遮蔽物的至少一部分。
36.12. 如方案1所述的方法,其中在第一步骤期间执行将所述遮蔽物设置在所述第一模具部分之上,在第二步骤期间执行将所述纤维束设置在所述遮蔽物上,在第三步骤期间执行将所述纤维束和所述遮蔽物朝向彼此压缩,并且在第四步骤期间执行从所述模具中移除所述预成型件。
37.13. 如方案1所述的方法,其中在第一步骤期间执行将所述遮蔽物设置在所述第一模具部分之上并将所述纤维束设置在所述遮蔽物上,在第二步骤期间执行将所述纤维束和所述遮蔽物朝向彼此压缩,并且在第三步骤期间执行从所述模具中移除所述预成型件。
38.14. 一种制造预成型件的方法,所述方法包含:将遮蔽物设置在具有三维形状的第一模具部分之上,所述遮蔽物包含热塑性材料和磁性颗粒;用辊将所述遮蔽物压紧至所述第一模具部分上;将粘合剂层施加到所述遮蔽物;将所述纤维束设置在所述粘合剂层上,使得所述粘合剂层位于所述遮蔽物和所述纤维束之间;沿所述遮蔽物的至少一部分移动交变磁场,使得所述交变磁场在所述遮蔽物的所述至少一部分处接触所述磁性颗粒的一部分,并且使所述磁性颗粒的所述部分通过感应加热,使得所述纤维束变得联接至所述遮蔽物;在加热所述遮蔽物、所述粘合剂层和所述纤维束的同时,用具有相对于所述第一模具部分的负轮廓的第二模具部分朝向彼此压缩所述纤维束和所述遮蔽物;以及从所述第一模具部分和所述第二模具部分中移除所述预成型件,其中所述预成型件具有三维形状,并且包含联接至所述遮蔽物的所述纤维束。
39.15. 如方案14所述的方法,其中所述粘合剂层包含环氧粉末。
40.16. 如方案14所述的方法,其还包含,在移动所述交变磁场之前:在所述纤维束上施加第二粘合剂层;将第二纤维束设置在所述第二粘合剂层上;以及可选地施加附加的粘合剂层并将附加的纤维束设置在所述第二纤维束上,直到预定数量的纤维束设置在所述遮蔽物上。
41.17. 一种预成型件,其包含:包含热塑性材料和磁性颗粒的基质,所述磁性颗粒是嵌入所述热塑性材料内或设置在所述热塑性材料的表面上的至少一种;以及至少部分地嵌入所述基质内的纤维束,其中所述预成型件具有基本上刚性的三维形状。
42.18. 如方案17所述的预成型件,其中所述预成型件不被结合到复合部件中。
43.19. 如方案17所述的预成型件,其中所述预成型件至少部分地嵌入聚合物基质内。
44.20. 如方案17所述的预成型件,其中所述预成型件呈机动车辆部件的形状。
45.根据本文提供的描述,其他应用领域将变得明显。本概述中的描述和特定示例仅旨在用于说明的目的,并不旨在限制本公开的范围。
附图说明
46.本文描述的附图仅出于所选实施例的说明性目的,而不是所有可能的实施方式,并且不旨在限制本公开的范围。
47.图1a是示出根据当前技术的各个方面的用于制造预成型件的方法的示意流程图的第一部分。
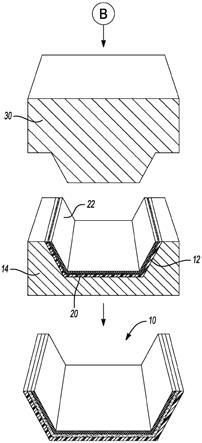
48.图1b是图1a的示意流程图的延续。
49.图1c是从图1b的示意流程图的延续。
50.图2a是根据当前技术的各个方面的第一遮蔽物结构的图示。
51.图2b是根据当前技术的各个方面的第二遮蔽物结构的图示。
52.图2c是根据当前技术的各个方面的第三遮蔽物结构的图示。
53.图3是示出根据当前技术的各个方面,由于来自交变磁场的接触而在遮蔽物内发出热量的磁性颗粒的图示。
54.图4是根据当前技术的各个方面的预成型件制造方法的四步工艺流程图。
55.图5是根据当前技术的各个方面的预成型件制造方法的三步工艺流程图。
56.图6a是根据当前技术的各个方面制备的第一预成型件的图示。
57.图6b是根据当前技术的各个方面制备的第二预成型件的图示。
58.贯穿附图的若干个视图,相应的附图标记指示相应的部分。
具体实施方式
59.提供示例实施例,使得本公开将是透彻的,并且将向本领域技术人员充分传达范围。阐述了许多特定细节,诸如特定组合物、部件、设备和方法的示例,以提供对本公开的实施例的透彻理解。对于本领域技术人员将显而易见的是,不需要采用具体细节,示例实施例可以许多不同的形式来实施,并且均不应被解释为限制本公开的范围。在一些示例实施例中,未详细描述公知的过程、公知的设备结构和公知的技术。
60.本文使用的术语仅是为了描述特定示例实施例的目的,而不是为了限制。如本文所用,除非上下文另外明确指示,否则单数形式的“一(a)”、“一个(an)”和“该(the)”也可旨在包括复数形式。术语“包含(comprises/comprising)”、“包括(including)”和“具有(having)”是包括性的,因此指定所陈述的特征、元件、组合物、步骤、整数、操作和/或部件的存在,但是不排除一个或多个其他特征、整数、步骤、操作、元件、部件和/或其组合的存在或添加。尽管开放式术语“包含(comprising)”应理解为用于描述和要求保护本文所阐述的各种实施例的非约束性术语,但是在某些方面,相反该术语替代地被理解为更具限制性和约束性的术语,诸如“由
……
组成(consisting of)”或“基本上由
……
组成(consisting essentially of)”。因此,对于叙述组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤的任何给定实施例,本公开还具体包括由如此叙述的组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤组成或基本上由如此叙述的组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤组成的实施例。在“由
……
组成”的情况下,替代实施例排除任何附加的组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤,而在“基本由
……
组成”的情况下,实质上影响基本和新颖特征的任何附加的组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤被排除在此类实施例之外,但是实质上不影响基本和新颖特征的任何组合物、材料、部件、元件、特征、整体、操作和/或工艺步骤可被包括在该实施例中。
61.本文描述的任何方法步骤、过程和操作均不应被解释为必须要求它们以所论述或示出的特定顺序执行,除非被明确地标识为执行的顺序。还应理解,除非另外指示,否则可采用附加或替代步骤。
62.当一个部件、元件或层被称为“在另一元件或层上”、“接合至”、“连接至”或“联接至”另一元件或层时,它可直接在另一部件、元件或层上、接合至、连接至或联接至另一部件、元件或层,或者可存在中间元件或层。相比之下,当一个元件被称为“直接在另一元件或
层上”、“直接接合至”、“直接连接至”或“直接联接至”另一元件或层时,可不存在中间元件或层。用于描述元件之间的关系的其他词语应该以类似的方式(例如,“在
……
之间”对“直接在
……
之间”、“相邻”对“直接相邻”等)来解释。如本文所用,术语“和/或”包括相关联的所列项目中的一个或多个的任何和所有组合。
63.尽管术语第一、第二、第三等在本文中可用于描述各种步骤、元件、部件、区域、层和/或区段,但是除非另有说明,否则这些步骤、元件、部件、区域、层和/或区段不应受这些术语的限制。这些术语仅用于将一个步骤、元件、部件、区域、层或区段与另一个步骤、元件、部件、区域、层或区段区分开来。除非上下文明确指示,否则术语如“第一”、“第二”和其他数字术语在本文中使用时并不暗示次序或顺序。因此,在不脱离示例实施例的教导的情况下,下面论述的第一步骤、元件、部件、区域、层或区段可被称为第二步骤、元件、部件、区域、层或区段。
64.为了便于描述,本文可使用空间或时间上相对的术语,诸如“之前”、“之后”、“内部”、“外部”、“下面”、“下方”、“下部”、“上方”、“上部”等,来描述一个元件或特征与图中所示的另一个元件(一个或多个)或特征(一个或多个)的关系。空间或时间上相对的术语除了附图中描绘的方位之外,还可旨在涵盖使用或操作中的设备或系统的不同方位。
65.在整个公开内容中,数值表示近似度量或范围的极限值,以涵盖与给定值和具有约所提及值以及具有精确所提及值的实施例的微小偏差。除了在详细描述结尾处提供的工作示例外,在本说明书中,包括所附权利要求书在内的所有参数(例如,数量或条件)的数值应理解为在所有情况下都由术语“约”来修饰,无论“约”是否实际出现在数值之前。“约”指示所陈述数值允许一些轻微的不精确性(在数值上有点接近精确;接近或相当接近该值;几乎)。如果由“大约”提供的不精确性在本领域中没有被理解为具有这种普通含义,则本文所使用的“约”至少表示可由测量和使用此类参数的普通方法产生的变化。例如,“约”可包含小于或等于5%,可选地小于或等于4%,可选地小于或等于3%,可选地小于或等于2%,可选地小于或等于1%,可选地小于或等于0.5%,并且在某些方面,可选地小于或等于0.1%的变化。
66.另外,范围的公开包括整个范围内的所有值以及进一步划分的范围的公开,包括对于该范围给出的端点和子范围。
67.现在将参考附图更全面地描述示例实施例。
68.当前技术提供制造具有三维形状的预成型件的方法。例如,预成型件可具有汽车部件的形状,诸如汽车地板、汽车地板面板、举升门内板、电池槽、支柱、悬架部件、挤压罐、保险杠梁、结构前轨、结构框架、横车梁、起落架部件、卡车底盘或结构面板。可包括汽车部件的汽车包括小汽车、轿车、卡车、货车、摩托车、休闲车等。除汽车应用外,预成型件还可用于其他应用,诸如航空航天应用(例如飞机、直升机、滑翔机、无人机)、航海应用(例如船舶、个人船只、码头)、农业装备、工业装备、军事装备等,包括非车辆应用。由于预成型件的三维形状,它可由具有互补形状的模具接收,并且不必为了保持模具的三维形状而进行调整或修改。例如,三维预成型件防止在具有复杂三维形状的模具内的位置处将狭缝切入预成型件的需要。含有预成型件的模具可用于例如树脂传递模塑、压缩模塑、片材模塑、热成型、注射模塑、注射压缩等。包括预成型件的复合部件由模制得到。还提供由所述方法制造的预成型件。
69.参考图1a至图1c,当前技术提供一种用于制造预成型件10的方法。该方法包含将
遮蔽物12设置在具有三维形状的第一模具部分14之上。遮蔽物12包含热塑性材料和磁性颗粒,磁性颗粒可为铁磁性颗粒。作为非限制性示例,热塑性材料包含聚丙烯、聚苯乙烯、醋酸纤维素、聚四氟乙烯(ptfe)、尼龙,聚酮、聚氯乙烯(pvc)、聚偏二氯乙烯(pvdc)、聚乙酸乙烯酯(pva)、聚乙烯醇(pvoh)、聚丙烯腈(pan)、聚(苯乙烯-共-丙烯腈)、丙烯腈-丁二烯-苯乙烯(abs)、聚丙烯酸酯、聚甲基丙烯酸酯、聚乙烯、聚酰胺(例如pa6、pa11、pa12、pa46、pa66、pa610)、聚缩醛(聚甲醛)、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚丙烯酸酯、聚苯醚、聚苯硫醚、聚砜、聚醚砜、聚醚醚酮、聚丙交酯或其组合。作为非限制性示例,磁性颗粒包含铁(fe)、钴(co)、镍(ni)、其氧化物或其组合。遮蔽物12是二维的并且是柔性的,诸如片材,并且可采用第一模具部分14的三维形状。
70.磁性颗粒是嵌入热塑性材料内或设置在热塑性材料的表面上的至少一种。例如,图2a示出了包含热塑性材料100和磁性颗粒102的遮蔽物12a的一部分。磁性颗粒102被嵌入热塑性材料100内。图2b示出了包含热塑性材料100和磁性颗粒102的遮蔽物12b的一部分。在此,磁性颗粒102设置在热塑性材料100的表面104上。图2c示出了包含热塑性材料100和磁性颗粒102的遮蔽物12c的一部分。在遮蔽物12c中,磁性颗粒102设置在热塑性材料100的表面104上并嵌入热塑性材料100内。
71.返回参考图1a至图1c,该方法还包含用辊16或其他工具,诸如平刀片,将遮蔽物12压紧在第一模具部分14上。压紧之后,遮蔽物12和第一模具部分14彼此紧密接触,并且基本上没有气穴或褶皱18。“基本上没有气穴或褶皱18
”ꢀ
是指没有对预成型件10的最终三维结构产生负面影响的气穴或褶皱18。
72.接下来,该方法包含将粘合剂20施加于遮蔽物12上。在一些方面,粘合剂20是热塑性粉末或环氧粉末。示例性粘合剂20是epikote
tm trac 06720环氧粘合剂(瀚森公司(hexion inc.))。将粘合剂20施加于遮蔽物12上,使得包含粘合剂20的层设置在遮蔽物12上。该层可为不连续的,使得粘合剂可为包含多个粘合剂颗粒的粉末,其中一些颗粒彼此不直接接触。粘合剂20可例如通过喷涂、除尘、刷涂、浇注等方式施加于遮蔽物12上。将粘合剂20施加于遮蔽物12的表面到大于或等于约10 g/m2至小于或等于约25 g/m2的浓度,包括约10 g/m2、约11 g/m2、约12 g/m2、约13 g/m2、约14 g/m2、约15 g/m2、约16 g/m2、约17 g/m2、约18 g/m2、约19 g/m2、约20 g/m2、约21 g/m2、约22 g/m2、约23 g/m2、约24 g/m2或约25 g/m2的示例性浓度。
73.在将粘合剂20施加于遮蔽物12之后,该方法包含将纤维束22设置在粘合剂20上,使得粘合剂20位于遮蔽物12和纤维束22之间。纤维束22是增强垫或织物,并且包含纺织纤维或非纺织纤维。作为非限制性示例,纤维是碳纤维、芳族聚酰胺纤维、玻璃纤维、无机聚合物纤维、有机聚合物纤维或其组合。纤维束22的设置可使用诸如6轴或8轴机器人的机器人来执行。
74.在一些方面,该方法还包含在纤维束22上施加包含粘合剂的第二层,即第二粘合剂层,并且将第二纤维束设置在第二粘合剂层上,以及可选地施加附加的粘合剂层并将附加的纤维束设置在第二纤维束上,直到预定数量的纤维束设置在遮蔽物上。换句话说,可将包含粘合剂和纤维束的附加层顺序地施加于纤维束22,直到预定数量的粘合剂-纤维束双层设置在遮蔽物12上。
75.在又另一方面,纤维束22或附加的纤维束在选定位置处设置在遮蔽物12之上(其
间有粘合剂20),以在需要的区域提供附加的增强。因此,在一些方面,纤维束22覆盖遮蔽物12的全部或基本上全部。可选地,至少一个附加的纤维束可设置在纤维束22的全部、基本上全部或一部分之上,附加的粘合剂层设置在它们之间。作为示例,纤维束22可覆盖遮蔽物12的全部或基本上全部,并且第二纤维束可设置在第一纤维束22的全部或基本上全部之上。附加的纤维束可完全或部分地设置在第二纤维束之上。作为另一示例,纤维束22可覆盖遮蔽物12的全部或基本上全部,并且一个或多个独立的第二纤维束可在选定位置处设置在纤维束22之上。可将附加的纤维束设置在多个独立的第二纤维束中的至少一个之上。在其他方面,纤维束22包含设置在遮蔽物12的一部分上的一个纤维束或设置在遮蔽物12的各个部分上的多个独立的纤维束。附加的纤维束可设置在一个纤维束之上或多个单独纤维束中的至少一个之上。应理解,无论在本文中将纤维束描述为设置在遮蔽物或另一纤维束上的任何位置,首先施加粘合剂层。
76.在将纤维束22(或多个纤维束)设置在遮蔽物12上,其中粘合剂20位于遮蔽物12和纤维束22之间(或在多个纤维束中的每个纤维束的正下面),该方法包含将纤维束22联接至遮蔽物12。在此,遮蔽物12保持纤维束22,使得纤维束22在后续处理期间不会滑动。通过感应加热遮蔽物12的至少一部分来执行联接,使得纤维束22在被加热的部分(或多个部分)联接或连接至遮蔽物12。通过使交流电通过线圈24以生成交变磁场并使线圈24相对于遮蔽物12的至少一部分移动来执行通过感应的加热,其中交变磁场接触磁性颗粒102并引起磁性颗粒102加热。线圈24的移动可由机器人臂26执行,线圈24可操作地连接至该机器人臂26。替代地,线圈可由设置纤维束22的机器人的辅助单元来操作。从磁性颗粒102辐射的热量至少部分地熔化位于加热区域的粘合剂20。结果,随着粘合剂20冷却,纤维束22变得连接到遮蔽物12上。在一些方面,从磁性颗粒102辐射的热量也部分地熔化热塑性材料,使得纤维束22在遮蔽物12被加热的部分处变得至少部分地嵌入热塑性材料内,并且通过熔化的粘合剂20进一步连接至遮蔽物12。这样,在足以使热塑性材料在所需位置部分地融化的温度下执行加热,诸如在大于或等于约80℃至小于或等于约160℃的温度下。作为示例,图3示出了线圈24发射交变磁场28,其中交变磁场28由穿过线圈24的交变电流产生。交变磁场28接触遮蔽物12c的磁性颗粒102(首先参考图2c描述)。然而,应理解,图2a至图2c中的遮蔽物12a、遮蔽物12b、遮蔽物12c中的任何一个可相对于交变磁场28定位。交变磁场28导致在磁性颗粒102中感应出涡流,从而引起热量的散发,这至少部分地熔化粘合剂20,并且可选地部分地熔化热塑性材料100。另外,由铁磁性颗粒中的磁滞现象还会生成热量。注意,图中未示出粘合剂20和纤维束22。
77.重新参考图1a至图1c,该方法接下来包括使线圈24远离被加热的遮蔽物12的该部分移动,使得该部分冷却。当遮蔽物12的一部分冷却时,纤维束22通过粘合剂20并且当其部分地熔化时可选地通过遮蔽物12而变得联接或连接至遮蔽物12。在各个方面中,通过感应加热的遮蔽物12的至少一部分是其中纤维束22没有通过重力(即,地球向下的重力拉动)被拉入遮蔽物12中的遮蔽物12的至少一部分。换句话说,加热遮蔽物12的非水平部分,即基本上不平行于地球的部分,诸如遮蔽物12的竖直或倾斜部分,可能是有益的。尽管如此,应理解,遮蔽物12的任何部分,包括水平、倾斜和竖直部分,均可被加热,以使纤维束22联接至遮蔽物12的该部分。
78.接下来,该方法包含用相对于第一模具部分14具有负轮廓的第二模具部分30朝向
彼此压缩纤维束22和遮蔽物12。压缩可包括从第二模具部分30向第一部分14施加向下的力,在它们之间具有遮蔽物12和纤维束22,其中向下的力以大于或等于约0.1 mpa至小于或等于约1 mpa、或者大于或等于约0.1 mpa至小于或等于约0.7 mpa的压力施加。在压缩期间,将遮蔽物12、粘合剂20和纤维束22加热至大于或等于约80℃至小于或等于约120℃的温度,这激活了粘合剂20。该方法然后包括冷却遮蔽物12、粘合剂20和纤维束22,在此期间纤维束22变得固结到遮蔽物12中,即联接至遮蔽物12上并形成预成型件10,其中预成型件具有源自第一模具部分14和第二模具部分30的三维形状并包含联接至遮蔽物12的纤维束22。该方法还包括例如通过机器人或机器人臂从第一模具部分14和第二模具部分30移除预成型件10。
79.图4示出了用于参考图1a至图1c描述的方法的四步工艺流程图40。在此,在第一步骤42期间执行将遮蔽物12设置在第一模具部分14之上并将遮蔽物12压紧在第一模具部分14上。在第二步骤44期间执行施加粘合剂20、将纤维束22设置在粘合剂20上以及通过感应加热遮蔽物12。然后,在第三步骤46期间执行在加热的同时,使用第一模具部分14和第二模具部分30将纤维束22和遮蔽物12朝向彼此压缩。在第四步骤48中,从第一模具部分14和第二模具部分30中移除预成型件10。
80.图5示出了三步工艺流程图50。在此,图4的四步骤工艺流程图40的第一步骤42和第二步骤44被组合成单个第一步骤52。这样,第一步52包括将遮蔽物12设置在第一模具部分14之上,将遮蔽物12压紧在第一模具部分14上,将粘合剂20施加到遮蔽物12,将纤维束22设置在粘合剂20上,以及通过感应加热遮蔽物12。然后,在第二步骤54期间执行在加热的同时,使用第一模具部分14和第二模具部分30将纤维束22和遮蔽物12朝向彼此压缩。在第三步骤56中,从第一模具部分14和第二模具部分30中移除预成型件10。
81.参考图6a,该方法生成包含基质110的预成型件10a,基质110包括热塑性材料100和磁性颗粒102,如参考图2a至图2c所述。更特别地,基质110是由热塑性材料100限定的块状材料。预成型件10a还包括部分嵌入基质110内的纤维束22(参考图1a至图1c描述)。参考图6b,该方法还生成预成型件10b,其与图6a的预成型件10a相同,除了纤维束22完全嵌入基质110内。图6a和图6b的预成型件10a、10b基本上是刚性的。所谓“基本上刚性”,意指预成型件10a、10b保持如上所述的三维形状,但是可具有一定的柔性。
82.预成型件10可作为独立物品提供,即,不结合到复合部件中。然而,如上所述,预成型件10具有三维形状。在一些方面,由于模制过程,预成型件10至少部分地嵌入聚合物基质内。换句话说,通过使用预成型件的模制工艺制备的复合部件包括至少部分地嵌入聚合物基质中的预成型件。可采用任何合适的模制工艺来形成复合部件,包括树脂传递模制、液体压缩模制、片材模制、热成型、注射压缩等。通常,模制过程包括将预成型件10放入模具中。然后可在压力下引入(例如注射)聚合物或聚合物前体以填充预成型件10内的空隙和孔。然后,可在模具内施加升高的温度、升高的压力或两者,使得聚合物或衍生自聚合物前体的聚合物保留在预成型件内和周围。
83.出于说明和描述的目的,已提供实施例的前述描述。它并不旨在穷举或限制本公开。特定实施例的各个元件或特征通常不限于该特定实施例,而是在适用的情况下是可互换的,并且即使未具体示出或描述,也可在选定的实施例中使用。特定实施例的各个元件或特征也可能以许多方式变化。此类变化不应被认为是背离本公开,并且所有此类修改旨在
被包括在本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1