成型条件决定辅助装置以及树脂状态推断装置的制作方法
1.本公开涉及树脂状态推断装置以及成型条件决定辅助装置。
背景技术:
2.如注塑成型等那样,在通过将成型材料或者使树脂熔融而成的熔融材料向成型机的模具的型腔供给而对成型品进行成型的方法中,在产生了不合格品的情况下,作业者需要修正成型条件。修正成型条件需要熟练技术。对于不熟练者而言,很难判断应该将哪个成型条件改变到哪种程度。
3.因此,近年来推进与人工智能相关的研究,例如,在日本特开2020
‑
49843号公报以及日本特开2020
‑
49929号公报中记载了通过机器学习决定成型条件的修正量。在日本特开2020
‑
49843号公报记载的技术中,预先通过机器学习获取成型品的品质的种类与成型条件的种类的关系,由此在某个品质的种类中产生了不良的情况下,输出只要修正哪个成型条件即可。在日本特开2020
‑
49929号公报记载的技术中,基于利用安装于成型机的传感器在成型时检测到的检测数据,来通过机器学习决定成型条件的修正量。
4.在上述的相关技术中,即使在同一成型条件下进行成型,也由于环境温度等变化,有时成型品的品质不同。例如,即使在一天中,但在早晨和中午,环境温度不同。随着从早晨到中午环境温度变高,有时成型品的品质发生变化。另外,在从中午到傍晚环境温度变低的情况下也是同样的。另外,在季节的变化中,也同样地,有时成型品的品质逐渐发生变化。并且,通过改变成型材料的原材料的生产批次,从而在变更前与变更后,有时成型品的品质发生变化。因此,在如上述那样由于外部因素而使成型品的品质发生变化的情况下,希望以使成型品的品质接近品质基准的方式修正成型条件。
5.另外,在注塑成型中,可知根据型腔内的树脂的熔融状态而使成型品的品质不同。例如,在型腔内的树脂的流动性高的状态与流动性低的状态下,完成的成型品的品质不同。
6.型腔内的树脂的熔融状态当然受到在注塑成型机中用于控制的控制参数影响,但也考虑受到其他原因,例如,构成注塑成型机的部件的结构、功能、环境温度等的影响。即,只要能够掌握型腔内的树脂的熔融状态,则能够决定成型条件的适当的修正量。然而,不易掌握型腔内的树脂的熔融状态。
7.并且,即使在同一成型条件下进行成型,但由于成型材料的原材料的成分的细微的差异,有时成型品的品质不同。因此,在如上述那样由于外部因素、成型材料的原材料的含有成分的细微的差异而使成型品的品质发生变化的情况下,希望以使成型品的品质接近品质基准的方式修正成型条件。
技术实现要素:
8.针对上述的相关技术,本公开提供一种成型条件决定辅助装置,该成型条件决定辅助装置在由于外部因素而使成型品的品质发生变化的情况下,能够修成型条件,以使正成型品的品质接近品质基准。
9.另外,本公开提供一种能够推断型腔内的树脂的熔融状态的树脂状态推断装置。而且,本公开提供一种成型条件决定辅助装置,该成型条件决定辅助装置能够使用树脂状态推断装置来修正成型条件,以使成型品的品质接近品质基准。
10.并且,本公开提供一种成型条件决定辅助装置,该成型条件决定辅助装置在由于外部因素、成型材料的原材料的含有成分的细微的差异而使成型品的品质发生变化的情况下,能够修正成型条件,以使成型品的品质接近品质基准。
11.(1.成型条件决定辅助装置)
12.根据本公开的一个方式,成型条件决定辅助装置是被用于通过向成型机的模具的型腔供给使成型材料熔融而成的熔融材料从而对成型品进行成型的成型方法,决定上述成型品的成型条件的装置。辅助装置具备:检测数据获取部,其获取由安装于上述成型机的传感器在成型时检测出的检测数据;品质推断部,其基于上述检测数据通过机器学习推断上述成型品的品质;品质推移存储部,其对推断出的上述成型品的品质进行累积,并存储关于被累积的多个上述成型品的品质推移;趋势评价部,其基于上述品质推移来评价相对于规定的品质基准的品质变化趋势;关系存储部,其存储上述品质变化趋势与用于使上述品质返回到上述品质基准的成型条件的修正量的关系;以及修正条件决定部,其基于由上述趋势评价部评价出的上述品质变化趋势与存储在上述关系存储部中的上述关系,决定上述成型条件的修正量。
13.品质推移存储部对通过机器学习推断出的成型品的品质进行累积,并存储品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。因此,趋势评价部能够基于连续的多个成型品的品质推移来评价品质变化趋势。
14.特别是,趋势评价部评价相对于规定的品质基准的品质变化趋势。例如,趋势评价部作为品质变化趋势,能够评价品质持续偏离规定的品质基准的状态、品质在包含规定的品质基准的品质允许范围内变动等。
15.并且,在关系存储部预先存储有品质变化趋势与成型条件的修正量的关系。该关系只要使用基于熟练者的经验、机器学习的输出结果、实验结果等来设定即可。而且,修正条件决定部基于新评价出的品质变化趋势与存储在关系存储部中的关系,决定成型条件的修正量。这里,存储在关系存储部中的关系与用于使品质返回到规定的品质基准的成型条件的修正量相关。因此,在按照修正条件决定部决定出的成型条件的修正量修正了成型机的成型条件的情况下,能够使接下来被成型的成型品的品质接近规定的品质基准。
16.也就是说,即使在由于环境温度等外部因素而使成型品的品质发生变化的情况下,也能够通过掌握品质变化趋势,从而修正成型条件,以便能够使成型品的品质为规定的品质基准。因此,并不限于熟练者,即使是不熟练者,也能够进行成型条件的修正,以使得成型品的品质良好。
17.(2
‑
1.树脂状态推断装置)
18.根据本公开的其他方式,树脂状态推断装置推断注塑成型机的模具的型腔内的树脂的熔融状态,其中,树脂状态推断装置具备:检测数据获取部,获取由安装于注塑成型机的传感器在成型时检测出的检测数据;特征量生成部,基于检测数据生成由与检测数据相关的多种特征量构成的特征量组;以及控制参数获取部,获取由在注塑成型机中用于控制的多种控制参数值构成的控制参数值组;识别参数值运算部,将树脂的熔融状态定义为由
特征量组以及控制参数值组表示,基于特征量组以及控制参数值组,运算表示与各个特征量对应的树脂的熔融状态的树脂状态识别参数值;以及组获取部,在树脂的熔融状态定义为被分类成多组的情况下,基于树脂状态识别参数值,应用将树脂状态识别参数值设为说明变量的多变量分析,由此获取树脂的熔融状态的组。
19.由安装于注塑成型机的传感器在成型时检测的检测数据认为受到注塑成型机的控制参数与型腔内的树脂的熔融状态的影响。换言之,树脂的熔融状态定义为通过由检测数据生成的特征量组以及控制参数值组表示。
20.利用该定义,识别参数值运算部基于检测数据的特征量组以及控制参数值组,运算表示与各个特征量对应的树脂的熔融状态的树脂状态识别参数值。即,树脂状态识别参数值以与特征量的种类数相同数目生成。
21.而且,组获取部在树脂的熔融状态定义为被分类成多组的情况下,基于树脂状态识别参数值,应用将树脂状态识别参数值设为说明变量的多变量分析,由此获取树脂的熔融状态的组。这里,树脂的熔融状态的组不需要明确地定义,但例如能够将流动性的程度作为要素之一进行分类。
22.即,根据树脂状态推断装置,通过使用检测数据与控制参数来进行运算处理,从而能够将该成型品在成型时的型腔内的树脂的熔融状态的组、例如,将树脂的流动性的程度等作为要素之一进行分类。像这样能够进行型腔内的树脂的熔融状态的分组,从而能够决定与该组相应的成型条件的修正量。
23.(2
‑
2.成型条件决定辅助装置)
24.根据本公开的其他方式,成型条件决定辅助装置被用于通过向注塑成型机的模具的型腔供给使树脂熔融而成的熔融材料从而对成型品进行成型的成型方法,并决定成型品的成型条件,其中,具备:上述的树脂状态推断装置;品质推断部,基于检测数据通过机器学习推断成型品的品质;品质推移存储部,其对推断出的成型品的品质进行累积,并存储被累积的多个成型品的品质推移;趋势评价部,基于品质推移来评价相对于规定的品质基准的品质变化趋势;关系存储部,将品质变化趋势与用于使品质返回到品质基准的成型条件的修正量的关系同树脂的熔融状态的组建立对应关系而存储;以及修正条件决定部,基于由趋势评价部评价出的品质变化趋势、由组获取部获取到的树脂的熔融状态的组以及存储在关系存储部中的关系,决定成型条件的修正量。
25.即,使用通过上述的树脂状态推断装置获取到的树脂的熔融状态的组,来决定成型条件的修正量。由此,能够容易地决定适当的成型条件的修正量。
26.(3.成型决定辅助装置)
27.根据本公开的其他方式,成型条件决定辅助装置被用于通过向成型机的模具的型腔供给使成型材料熔融而成的熔融材料从而对成型品进行成型的成型方法,并决定上述成型品的成型条件。辅助装置具备:检测数据获取部,获取由安装于上述成型机的传感器在成型时检测出的检测数据;品质推断部,基于上述检测数据通过机器学习推断上述成型品的品质;品质推移存储部,对推断出的上述成型品的品质进行累积,并存储关于被累积的多个上述成型品的品质推移;趋势评价部,基于上述品质推移来评价相对于规定的品质基准的品质变化趋势;熔融状态推断部,基于上述检测数据推断上述型腔内的上述熔融材料的熔融状态;关系存储部,将上述品质变化趋势与用于使上述品质返回到上述品质基准的成型
条件的修正量的关系同上述熔融状态建立对应关系而存储;以及修正条件决定部,基于由上述趋势评价部评价出的上述品质变化趋势、由上述熔融状态推断部评价出的上述熔融状态以及存储在上述关系存储部中的上述关系,决定上述成型条件的修正量。
28.品质推移存储部对通过机器学习推断出的成型品的品质进行累积,并存储品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。因此,趋势评价部能够基于连续的多个成型品的品质推移来评价品质变化趋势。
29.特别是,趋势评价部评价相对于规定的品质基准的品质变化趋势。例如,趋势评价部作为品质变化趋势,能够评价品质持续偏离规定的品质基准的状态、品质在包含规定的品质基准的品质允许范围内变动等。
30.并且,熔融状态推断部基于检测数据,推断型腔内的熔融材料的熔融状态。这里,熔融状态取决于成型材料的原材料的含有成分。例如,成型材料的原材料中的含有成分的偏差包含水分量、增强纤维的长度、增强纤维的比例、主成分的分子量等。而且,型腔内的熔融状态对成型时的检测数据产生影响。因此,熔融状态推断部能够通过使用取决于实际成型时的熔融状态的检测数据,从而推断熔融状态。
31.在关系存储部预先将品质变化趋势与成型条件的修正量的关系同型腔内的熔融材料的熔融状态建立对应关系而存储。即,在关系存储部中,按照熔融材料的熔融状态的每个种类,存储有品质变化趋势与成型条件的修正量的关系。该关系只要使用基于熟练者的经验、机器学习的输出结果、实验结果等来设定即可。
32.修正条件决定部基于新评价出的品质变化趋势、新推断出的型腔内的熔融材料的熔融状态以及存储在关系存储部中的关系,决定成型条件的修正量。这里,存储在关系存储部中的关系与用于使品质返回到规定的品质基准的成型条件的修正量相关。特别是,根据型腔内的熔融材料的熔融状态来决定成型条件的修正量。因此,在按照修正条件决定部决定出的成型条件的修正量修正了成型机的成型条件的情况下,能够使接下来被成型的成型品的品质接近规定的品质基准。
33.也就是说,即使在由于环境温度等外部因素、成型材料的原材料的含有成分的细微的差异而使成型品的品质发生变化的情况下,也能够通过掌握品质变化趋势,并进一步掌握型腔内的熔融材料的熔融状态,修正成型条件,以便能够使成型品的品质为规定的品质基准。因此,并不限于熟练者,即使是不熟练者,也能够使得成型品的品质良好地进行成型条件的修正。
附图说明
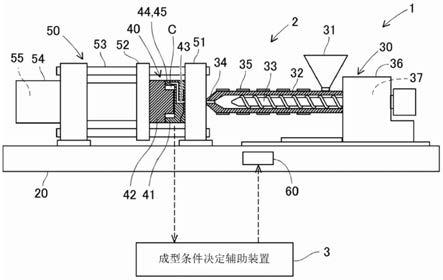
34.图1是表示第一实施方式所涉及的成型机系统的整体结构的图。
35.图2是图1所示的成型机的模具的放大图。
36.图3是图2的iii
‑
iii线的模具的剖视图。
37.图4是表示成型条件决定辅助装置的功能框图。
38.图5是表示检测数据的图表。
39.图6是表示品质推移的图表。
40.图7是表示品质变化趋势的图。
41.图8是表示品质的偏离程度与修正量的关系的图。
42.图9是对品质的偏离程度与修正量的关系的学习阶段中的第一例进行说明的图。
43.图10是对品质的偏离程度与修正量的关系的学习阶段中的第二例进行说明的图。
44.图11是表示成型机的处理与成型条件决定辅助装置的处理的动作时机的图。是时间从上到下经过的图。
45.图12是表示成型机系统的结构例的图。
46.图13是表示第二实施方式所涉及的第一例的成型机系统的整体结构的图。
47.图14是表示控制参数、树脂的熔融状态、检测数据的关系的图。
48.图15是示意性地表现出了树脂状态识别参数值的关系式。
49.图16是表示检测数据的图表。
50.图17是表示树脂的熔融状态的组的示意图。
51.图18是表示树脂状态推断装置的功能模块结构的图。
52.图19是表示第二实施方式所涉及的第二例的成型机系统的整体结构的图。
53.图20是表示成型条件决定辅助装置的功能模块结构的图。
54.图21是表示品质推移的图表。
55.图22是表示品质变化趋势的图。
56.图23是表示树脂的熔融状态的组的图。
57.图24是表示品质的偏离程度与修正量的关系的图。
58.图25是表示成型机系统的结构例的图。
59.图26是表示第三实施方式所涉及的成型机系统的整体结构的图。
60.图27是图26所示的成型机的模具的放大图。
61.图28是图27的iii
‑
iii线中的模具的剖视图。
62.图29表示成型条件决定辅助装置的功能框图。
63.图30是表示检测数据的图表。
64.图31是表示品质推移的图表。
65.图32是表示品质变化趋势的图。
66.图33是表示熔融材料的熔融状态的种类的图。
67.图34是表示品质的偏离程度与修正量的关系的图。
68.图35是对品质的偏离程度与修正量的关系的学习阶段中的第一例进行说明的图。
69.图36是对品质的偏离程度与修正量的关系的学习阶段中的第二例进行说明的图。
70.图37是表示成型机的处理与成型条件决定辅助装置的处理的动作时机的图。是时间从上到下经过的图。
71.图38是表示成型机系统的结构例的图。
具体实施方式
72.以下作为第一实施方式说明成型条件决定辅助装置。本公开并不限于该第一实施方式,能够在不脱离本公开的精神的范围内进行各种设计变更。
73.(1.适用对象)
74.成型条件决定辅助装置适用于通过向成型机的模具的型腔供给使成型材料熔融而成的熔融材料从而对成型品进行成型的成型方法。适用对象的成型机例如能够为进行作
为成型材料的树脂或者橡胶等的注塑成型的注塑成型机。另外,适用对象的其他成型机例如也能够为吹塑机、压缩成型机。此外,关于作为成型材料的树脂,能够例示出单体的聚酰胺等热塑性树脂、对热塑性树脂的基材添加了填充剂而得到的强化树脂。作为填充剂,能够举出微米尺寸或者纳米尺寸的填料。作为填料,例如能够举出玻璃纤维、碳纤维等。
75.(2.成型机系统1)
76.参照图1对包含成型条件决定辅助装置的成型机系统1进行说明。如图1所示,成型机系统1具备成型机2和成型条件决定辅助装置3。
77.成型机2是注塑成型机、吹塑机或者压缩成型机等。在本例中,成型机2以注塑成型机为例。成型机2例如对树脂的成型品进行成型。成型条件决定辅助装置3是用于决定成型机2中的成型条件的装置。特别是,在本例中,成型条件决定辅助装置3在根据已被应用的成型条件进行了成型品的成型的情况下,决定用于能够使该成型品的品质提高的成型条件的修正量。
78.成型条件决定辅助装置3既可以为与成型机2分体的装置,也可以为成型机2的组装装置。另外,成型条件决定辅助装置3也可以将一部分组装于成型机2,使剩余部分与成型机2分体。在成型条件决定辅助装置3的全部或者一部分与成型机2分体的情况下,该分体部分既可以构成为仅与一个成型机2连接,也可以构成为与多个成型机2连接。在后者的情况下,成型条件决定辅助装置3的该分体部分与多个成型机2构成同一网络,成为能够相互进行通信的结构。
79.(3.成型机2)
80.(3
‑
1.成型机2的结构)
81.参照图1对作为成型机2的一个例子的注塑成型机的结构进行说明。成型机2主要具备底座20、注塑装置30、模具40、合模装置50以及控制装置60。
82.注塑装置30被配置在底座20上。注塑装置30是使成型材料熔融,并对熔融材料施加压力而将熔融材料向模具40的型腔c1供给的装置。注塑装置30主要具备料斗31、加热缸32、螺杆33、喷嘴34、加热器35、驱动装置36以及注塑装置用传感器37。
83.料斗31是作为成型材料的原材料的颗粒(粒状的成型材料)的投入口。加热缸32将投入到料斗31的颗粒加热熔融并对形成的熔融材料进行加压。另外,加热缸32设置为能够相对于底座20在加热缸32的轴向上移动。螺杆33配置于加热缸32的内部,设置为能够旋转且能够在轴向上移动。喷嘴34是设置于加热缸32的前端的注塑口,通过螺杆33的轴向移动而将加热缸32的内部的熔融材料向模具40供给。
84.加热器35例如设置在加热缸32的外侧,对加热缸32的内部的颗粒进行加热。驱动装置36进行加热缸32在轴向上的移动、螺杆33的旋转以及轴向移动等。注塑装置用传感器37总称为获取熔融材料的存积量、保压压力、保压时间、注塑速度、驱动装置36的状态等的传感器。但是,注塑装置用传感器37并不限于上述情况,也可以获取各种信息。
85.模具40是具备作为固定侧的第一模具41和作为可动侧的第二模具42的金属模具。模具40通过将第一模具41与第二模具42进行合模从而在第一模具41与第二模具42之间形成型腔c1。第一模具41具备将从喷嘴34供给的熔融材料引导至型腔c1的供给路径43(注口、浇道、浇口)。并且,模具40具备压力传感器44以及温度传感器45。压力传感器44检测从供给路径43中的熔融材料受到的压力。温度传感器45直接检测供给路径43中的熔融材料的温
度。
86.合模装置50在底座20上与注塑装置30对置配置。合模装置50进行所安装的模具40的开闭动作,并且在紧固了模具40的状态下,使得模具40不因向型腔c1注塑的熔融材料的压力而打开。
87.合模装置50具备固定盘51、可动盘52、拉杆53、驱动装置54、合模装置用传感器55。在固定盘51固定有第一模具41。固定盘51能够与注塑装置30的喷嘴34抵接,将从喷嘴34注塑的熔融材料向模具40引导。在可动盘52固定有第二模具42。可动盘52能够相对于固定盘51接近及分离。拉杆53支承可动盘52的移动。驱动装置54例如由缸装置构成,使可动盘52移动。合模装置用传感器55总称为获取合模力、金属模具温度、驱动装置54的状态等的传感器。
88.控制装置60控制注塑装置30的驱动装置36以及合模装置50的驱动装置54。例如,控制装置60从注塑装置用传感器37以及合模装置用传感器55获取各种信息来控制注塑装置30的驱动装置36以及合模装置50的驱动装置54,以进行与动作指令数据相应的动作。
89.(3
‑
2.成型方法)
90.对利用成型机2的成型品的成型方法进行说明。在利用成型机2的成型方法中,在一个周期,依次执行计量工序、合模工序、注塑填充工序、保压工序、冷却工序、脱模取出工序。即,在下一成型品的成型中,再次依次执行上述工序。这里,计量工序以及合模工序构成开始准备工序,注塑填充工序、保压工序以及冷却工序构成成型工序,脱模取出工序构成结束处理工序。此外,也可以将脱模取出工序的初始(模具敞开之后不久)包含在成型工序中,将后期作为结束处理工序。
91.在计量工序中,颗粒因加热器35的加热以及伴随着螺杆33的旋转的剪切摩擦热而熔融,并且熔融材料在加热缸32内存积于螺杆33的前端与喷嘴34之间。由于随着熔融材料的存积量的增加螺杆33后退,所以根据螺杆33的后退位置进行熔融材料的存积量的计量。
92.在计量工序之后的合模工序中,使可动盘52移动,使第一模具41与第二模具42对准,来进行合模。并且,使加热缸32沿轴向移动而接近合模装置50,将喷嘴34连接于合模装置50的固定盘51。接着,在注塑填充工序中,在停止了螺杆33的旋转的状态下,通过利用规定的推力使螺杆33朝向喷嘴34移动,从而将熔融材料以较高的压力注塑填充至模具40。若将熔融材料填充至型腔c1,则继续转移至保压工序。
93.在保压工序中,进行在型腔c1填充有熔融材料的状态进一步将熔融材料压入于型腔c1,进行对型腔c1内的熔融材料施加规定的压力(保压压力)规定时间的保压处理。具体而言,通过对螺杆33赋予一定的推力,对熔融材料赋予规定的保压压力。
94.而且,在通过规定的保压压力进行了规定时间的保压处理之后,转移至冷却工序。在冷却工序中,进行停止熔融材料的推入并减少保压压力的处理,对模具40进行冷却。通过对模具40进行冷却,从而供给至模具40的熔融材料固化。最后,在脱模取出工序中,使第二模具42从第一模具41分离,并取出成型品。
95.(3
‑
3.模具40)
96.参照图2以及图3对模具40的详细结构进行说明。此外,模具40是所谓的多个获取金属模具,在模具40形成有多个型腔c1,但为了简化附图,在图2以及图3中仅图示出一个型腔c1。另外,在本例中,成型机2进行成型的成型品是用于等速万向节的保持器。因此,成型
品为环状,型腔c1形成为模仿保持器的形状的环状。此外,成型品以及型腔c1的形状也可以为环状以外的形状,例如c形状、矩形框状等。
97.供给路径43具备注口43a、浇道43b、浇口43c。注口43a是从喷嘴34供给熔融材料的通路。浇道43b是从注口43a分支的通路,被供给至注口43a的熔融材料流入浇道43b。浇口43c是将流入浇道43b的熔融材料导入型腔c1的通路,浇口43c的流路截面积比浇道43b的流路截面积小。在模具40,形成与型腔c1数目相同的浇道43b以及浇口43c,被供给至注口43a的熔融材料经由浇道43b以及浇口43c被供给至各个型腔c1。
98.此外,在型腔c1为环状的情况下,且第一模具41具备一个浇口43c的情况下,型腔c1内的熔融材料的流入路径为从浇口43c沿型腔c1的环状的周向流动的路径。即,在型腔c1内,熔融材料最初流入浇口43c的附近,最后流入距浇口43c的最远距离。
99.另外,在模具40设置有压力传感器44,压力传感器44检测从供给路径43中的熔融材料受到的压力。在本例中,设置有多个压力传感器44。例如,压力传感器44在型腔c1内设置于距浇口43c最远位置附近、浇口43c附近。此外,压力传感器44也可以设置于注口43a、浇道43b。压力传感器44可以是接触式传感器,也可以是非接触式传感器。
100.另外,在模具40设置有检测供给路径43中的熔融材料的温度的温度传感器45。温度传感器45与压力传感器44同样地,可以设置在型腔c1内,也可以设置于注口43a、浇道43b。另外,温度传感器45也可以设置多个。
101.(4.成型条件决定辅助装置3的结构)
102.参照图4
‑
图8对成型条件决定辅助装置3的结构进行说明。成型条件决定辅助装置3例如具备:具备处理器、存储装置、接口等的运算处理装置;能够与运算处理装置的接口连接的输入设备;以及能够与运算处理装置的接口连接的输出设备。输出设备例如也可以包含显示装置。另外,运算处理装置、输入设备以及输出设备也可以不经由接口而构成一个单元。另外,运算处理装置的一部分以及存储装置的一部分也能够应用物理服务器、云服务器。
103.如图4所示,成型条件决定辅助装置3具备检测数据获取部101、品质推断部102、品质推移存储部103、趋势评价部104、关系存储部105、修正条件决定部106。
104.检测数据获取部101获取由安装于成型机2的传感器44、45在成型时检测出的检测数据。即,检测数据获取部101获取的检测数据的种类为在供给路径43中模具40从熔融材料受到的压力、供给路径43中的熔融材料的温度的至少一个。
105.基于压力传感器44的检测数据例如是图5所示那样的数据。在图5中,时刻t1是填充开始时刻,时刻t2是填充结束时刻且是保压开始时刻,时刻t3是保压结束时刻且是冷却开始时刻,时刻t4是冷却结束时刻且是模具敞开时刻。即,t1
‑
t2间是注塑填充工序,t2
‑
t3间是保压工序,t3
‑
t4间是冷却工序。此外,在图5中,将保压工序中的最大压力设为最大保压压力pmax,将保压工序中的压力积分值设为保压面积sa,将冷却工序中的压力积分值设为冷却面积sb。
106.品质推断部102基于由检测数据获取部101获取到的检测数据,通过机器学习推断成型品的品质。例如,品质推断部102在成型品中推断一个或者多个品质种类中的数值。成型品的品质种类为成型品的质量、成型品的尺寸、成型品中的空隙体积的至少一个。
107.品质推断部102预先通过机器学习生成学习了检测数据与成型品的品质的关系的
学习完毕模型。学习完毕模型按照每个品质种类生成。进而,品质推断部102存储学习完毕模型,并使用新获取到的检测数据与学习完毕模型来推断成型品的品质。
108.品质推移存储部103对由品质推断部102推断出的成型品的品质进行累积,并存储关于被累积的多个成型品的品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。品质推移例如是图6所示那样的数据。图6是成型品的质量的例子。在图6中,将规定的品质基准设为std,将品质允许范围的上限值设为thmax,将品质允许范围的下限值设为thmin。即,上限值thmax与下限值thmin之间意味着是合格品,偏离范围为不合格品。即使是合格品也是理想上成为规定的品质基准std的情况。
109.在图6中,在成型初始,绝大多数的成型品的品质显示出品质基准std附近的值。不过,作为突发异常,存在显示出超过了上限值thmax的值的成型品(图6的a2)。即,在将突发异常的成型品除外时,成型初始的成型品的品质显示出品质基准std附近的值(图6的a1)。之后,若继续进行成型,则成型品的品质逐渐远离品质基准std。进而,成型品的品质显示出从品质基准std上升了+n%的值附近(图6的a3)。
110.趋势评价部104基于存储在品质推移存储部103中的品质推移,评价相对于品质基准std的品质变化趋势。如图7所示,趋势评价部104作为品质变化趋势,评价在多个品质种类的每一个中相对于品质基准std的品质的偏离程度、以及在每个品质种类中多个成型品的品质的偏差程度。
111.趋势评价部104预先设定有用于品质变化趋势的评价的品质推移的成型品数。即,趋势评价部104计算预先设定的成型品数的品质的偏离程度。例如,趋势评价部104作为品质的偏离程度,计算该成型品数的品质的平均值偏离品质基准std的程度(绝对值或者相对值)。进一步,偏差程度是指表示预先设定的成型品数的品质偏差或稳定的程度。此外,偏差程度例如也可以使用标准偏差、方差等的值。
112.如图7所示,例如,趋势评价部104针对质量,评价为偏离程度“+2.2%”,偏差程度“稳定”,针对尺寸,评价为偏离程度“+0.3%”,偏差程度“稳定”,针对空隙体积,评价为偏离程度
“‑
0.5%”,偏差程度“稳定”。
113.另外,在图6所示的品质推移的a1中,趋势评价部104作为品质变化趋势,评价为稳定并位于品质基准std附近。这里,趋势评价部104在图6所示的品质推移的a1中,将表示基于突发异常的品质变化的a2的成型品除外来进行评价。在该情况下,趋势评价部104针对对象的品质种类,作为从品质基准std的偏离程度评价为“0.1%”,作为偏差程度评价为“稳定”。也由于在突发异常之后,成型品的品质返回到正常,因此突发异常与成型条件无关。因此,将突发异常除外来进行评价。
114.另外,在图6所示的品质推移的a3中,趋势评价部104作为品质变化趋势,评价为稳定并显示出相对于品质基准std偏离了+n%左右的值。在该情况下,趋势评价部104针对对象的品质种类,作为从品质基准std的偏离程度评价为“+n%”,作为偏差程度评价为“稳定”。
115.关系存储部105存储品质变化趋势与用于使品质返回到品质基准的成型条件的修正量的关系。关系存储部105例如如图8所示,按照每个品质种类,存储用矩阵表现出了偏离程度的等级与成型条件的修正量的关系。例如,关于质量、尺寸、空隙体积的每一个,作为偏离程度的等级设为六个等级。另外,作为修正对象的成型条件的种类,为注塑速度、保压压
力、保压时间、保压时的模具温度、冷却时间等的至少一个。
116.这里,品质种类与成型条件的种类的关系的程度、品质种类的偏离程度与成型条件的修正量的关系能够利用机器学习而导出。即,存储在关系存储部105中的关系能够通过机器学习而生成。当然,也可以不是机器学习,而基于实验、过去的经验等来设定该关系。
117.修正条件决定部106基于由趋势评价部104评价出的品质变化趋势与存储在关系存储部105中的关系决定成型条件的修正量。例如,修正条件决定部106在通过图8所示那样的矩阵表现出的关系中,决定与由趋势评价部104评价出的偏离程度最接近的等级,将与该等级对应的成型条件的修正量设为决定的成型条件的修正量。例如,如图7所示,在质量的偏离程度为“+2.2%”的情况下,在图8所示的矩阵中,选择质量的偏离程度的等级“+2%”。
118.这里,修正条件决定部106针对多个品质种类的每一个,决定成型条件的修正量。因此,修正条件决定部106基于针对同种的成型条件的多个修正量,决定该成型条件最终的修正量。在该情况下,修正条件决定部106例如可以将对多个修正量进行求和而得到的值作为最终的修正量,也可以将在乘以了与品质种类相应的加权系数的基础上,进一步进行求和而得到的值作为最终的修正量。
119.并且,修正条件决定部106将最终的修正量输出至成型机2的控制装置60,来对下一成型品中的成型条件添加该修正量大小的修正。因此,控制装置60根据被修正的成型条件执行下一成型品的成型。其结果为,能够使根据被修正的成型条件成型了的成型品的品质接近品质基准std。
120.(5.利用成型条件决定辅助装置3的效果)
121.关于利用上述的成型条件决定辅助装置3的效果进行记载。品质推移存储部103对通过机器学习推断出的成型品的品质进行累积,并存储品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。因此,趋势评价部104能够基于连续的多个成型品的品质推移来评价品质变化趋势。
122.特别是,趋势评价部104评价相对于规定的品质基准std的品质变化趋势。例如,趋势评价部104作为品质变化趋势,能够评价品质持续偏离规定的品质基准std的状态、品质在包含规定的品质基准的品质允许范围内变动等。
123.进一步,在关系存储部105预先存储有品质变化趋势与成型条件的修正量的关系。该关系使用基于熟练者的经验、机器学习的输出结果、实验结果等来设定。进而,修正条件决定部106基于新评价出的品质变化趋势与存储在关系存储部105中的关系,决定成型条件的修正量。
124.这里,存储在关系存储部105中的关系与用于使品质返回到规定的品质基准std的成型条件的修正量相关。因此,在按照修正条件决定部106决定出的成型条件的修正量修正了成型机2的成型条件的情况下,能够使接下来被成型的成型品的品质接近规定的品质基准std。
125.也就是说,即使在由于环境温度等外部因素而使成型品的品质发生变化的情况下,也能够通过掌握品质变化趋势,从而修正成型条件,以便能够使成型品的品质为规定的品质基准std。因此,并不限于熟练者,即使是不熟练者,也能够进行成型条件的修正,使得成型品的品质良好。
126.(6.品质推断中的学习阶段)
127.如上述那样,品质推断部102通过机器学习推断品质。在品质推断部102存储有学习完毕模型。该学习完毕模型被预先生成。对学习完毕模型的生成、即学习阶段的例子进行说明。
128.首先,获取针对多个成型品的检测数据。这里,基于检测数据提取检测数据的特征量。对于特征量的提取,例如,根据由压力传感器44检测的压力数据,使用保压工序中的最大保压压力pmax、保压工序中的压力偏差、保压面积sa(图5所示)、实际的保压时间(基于压力数据而得到的保压时间)、保压工序开始时的压力的变化速度(压力微分值)等。并且,对于特征量的提取,根据压力数据使用冷却面积sb(图5所示)、冷却工序中的压力的变化速度(压力微分值)等。
129.并且,对于特征量的提取,根据由温度传感器检测出的温度数据,使用保压工序中的最大温度、保压工序中的温度偏差、保压工序中的温度面积(温度
×
时间)、冷却工序中的冷却面积(温度
×
时间)、冷却工序中的温度的变化速度(微分值)等。另外,由于在模具40设置有多个压力传感器44以及温度传感器45,因此针对每个传感器将上述的信息用于特征量的提取。
130.而且,针对多个成型品获取上述的多个信息。而且,针对上述的各个信息,计算多个成型品中的最大值、最小值、平均值、方差等,并将它们作为特征量。
131.另一方面,使用外部测量器等来测量多个成型品的品质。例如,作为品质,对质量、尺寸、空隙体积等进行测量。而且,将特征量作为说明变量,将品质作为目标变量,来进行机器学习,由此生成学习完毕模型。该学习完毕模型成为能够输入检测数据的特征量、输出品质的模型。
132.此外,在上述中,对将特征量设为说明变量的学习模型进行了说明,但有时也能够通过学习模型,不将特征量设为说明变量,而将检测数据本身设为说明变量,并将品质输出为目标变量。
133.(7.关系决定的学习阶段)
134.针对存储在关系存储部105中的品质的偏离程度与修正量的关系,例如能够通过利用机器学习而生成。以下,在该关系的生成中,针对利用机器学习的情况进行说明。
135.(7
‑
1.第一例)
136.参照图9对学习阶段的第一例进行说明。在学习阶段的第一例,如图9所示,通过机器学习直接地生成品质种类与成型条件的种类的关系。
137.例如,输入每个品质种类中的品质的值、以及成型条件的值,来通过机器学习获取成型条件对品质种类产生影响的程度(贡献度、影响度)。并且,也可以获取成型条件的值的修正量对品质的值产生影响的程度。其结果为,能够得到品质种类与成型条件的种类的关系信息、进一步得到品质的值与成型条件的修正量的关系信息。
138.人基于通过机器学习而得到的关系信息,决定用图8所示的矩阵表现出的关系。当然,也能够通过机器学习生成图8所示那样的矩阵。
139.(7
‑
2.第二例)
140.参照图10对学习阶段的第二例进行说明。在学习阶段的第二例中,如图10所示,通过机器学习间接地生成品质种类与成型条件的种类的关系。
141.在图9所示的上述第一例中,为通过机器学习直接地生成品质种类与成型条件的
种类的关系。但是,有时无法直接地得到品质种类与成型条件的种类的关系。这里,成型条件确定成型时的状态,成型时的状态确定品质是显而易见的。即,可以说借助成型时的状态而使成型条件与品质保持关系性。成型时的状态是指例如最大保压压力pmax、保压面积sa、冷却面积sb等。
142.因此,首先,输入每个品质种类中的品质的值、以及检测数据的特征量(根据最大保压压力等得到的特征量),来通过机器学习获取检测数据的特征量对品质种类产生影响的程度(贡献度、影响度)。并且,也可以获取检测数据的特征量的值对品质的值产生影响的程度。其结果为,能够得到品质种类与检测数据的特征量的关系信息,进一步得到品质的值与检测数据的特征量的值的关系信息。
143.接下来,输入检测数据的特征量、以及成型条件的种类,来通过机器学习获取成型条件的种类对检测数据的特征量产生影响的程度(贡献度、影响度)。并且,也可以获取成型条件的值的修正量对检测数据的特征量的值产生影响的程度。其结果为,能够得到检测数据的特征量与成型条件的种类的关系信息,进一步得到检测数据的特征量的值与成型条件的值的修正量的关系信息。
144.而且,人基于品质种类与检测数据的特征量的关系信息、以及检测数据的特征量与成型条件的种类的关系信息等,决定用图8所示那样的矩阵表现出的关系。当然,也能够通过机器学习生成图8所示那样的矩阵。
145.(8.成型机系统1的动作时机)
146.(8
‑
1.基本)
147.参照图11对成型机系统1的动作时机、特别是利用成型机2进行的处理与利用成型条件决定辅助装置进行的处理的动作时机进行说明。首先,为成型机2将成型品连续成型的情况。为了易于说明,针对在第一成型品之后成型第二成型品的情况进行说明。
148.如图11所示,成型机2针对第一成型品执行开始准备工序(s11)。开始准备工序例如包含计量工序以及合模工序。接着,成型机2执行针对第一成型品的成型工序(s12)。成型工序例如包含注塑填充工序、保压工序、冷却工序。接着,成型机2执行针对第一成型品的结束处理工序(s13)。结束处理工序例如包含脱模取出工序。
149.不过,在成型条件决定辅助装置3中,使用在脱模取出工序的初始(模具敞开之后不久)由压力传感器44以及温度传感器45检测出的检测数据的情况下,也可以将脱模取出工序的初始包含在成型工序中。
150.在第一成型品的成型之后,成型机2开始与第二成型品的成型相关的处理。首先,成型机2执行针对第二成型品的开始准备工序(s21)。接着,成型机2执行针对第二成型品的成型工序(s22)。接着,成型机2执行针对第二成型品的结束处理工序(s23)。
151.另一方面,成型条件决定辅助装置3与成型机2的处理并行处理。具体而言,执行与第一成型品在成型时的基于压力传感器44以及温度传感器45的数据的检测并行处理的一次处理工序(s101)、和与第一成型品的结束处理工序(s13)以及第二成型品的开始准备工序(s21)并行处理的二次处理工序(s102)。即,二次处理工序(s102)在从结束第一成型品的成型工序起到开始第二成型品的成型工序为止的成型机2的准备工序(第一成型品的结束处理工序(s13)以及第二成型品的开始准备工序(s21))中被执行。
152.一次处理工序(s101)至少包含利用检测数据获取部101进行的处理。二次处理工
序(s102)至少包含利用修正条件决定部106进行的处理。修正条件决定部106决定与第二成型品相关的成型条件的修正量。即,成型机2使第二成型品的成型工序(s22)中的成型条件为使用第一成型品的成型工序中的数据来修正而得到的成型条件。这样,在成型品的成型的1个周期内,决定成型条件的修正量。因此,由于能够在成型条件的修正量的决定中,使用之前不久的成型信息,因此能够使成型条件的修正量更高精度地适合于现状。
153.(8
‑
2.第一例)
154.成型条件决定辅助装置3的处理的第一例如以下那样。一次处理工序(s101)进行检测数据获取部101的处理。另一方面,二次处理工序(s102)进行品质推断部102的处理、趋势评价部104的处理、修正条件决定部106的处理。
155.(8
‑
3.第二例)
156.成型条件决定辅助装置3的处理的第二例如以下那样。一次处理工序(s101)进行检测数据获取部101的处理以及品质推断部102的处理。另一方面,二次处理工序(s102)进行趋势评价部104的处理、修正条件决定部106的处理。
157.(9.成型机系统1的结构例)
158.(9
‑
1.第一例)
159.参照图12对成型机系统1的第一例的结构进行说明。如图12所示,成型机系统1具备多个成型机2、2、与成型机2、2分别一体地构成的边缘计算机4、4、与多个成型机2、2构成同一网络的服务器5。此外,边缘计算机4、4可以构成成型机2、2的一部分,也可以与成型机2、2分体地构成。
160.而且,边缘计算机4、4与服务器5构成成型条件决定辅助装置3。边缘计算机4、4具备检测数据获取部101。服务器5具备品质推断部102、品质推移存储部103、趋势评价部104、关系存储部105、修正条件决定部106。
161.即,服务器5从与成型机2分体的边缘计算机4或者内置于成型机2的边缘计算机4接收由检测数据获取部101获取到的检测数据。服务器5基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机2。
162.在该情况下,服务器5能够累积与多个成型机2相关的信息。并且,通过使服务器5具有能够执行高速处理的处理器,从而能够使品质推断部102的处理、趋势评价部104的处理以及修正条件决定部106的处理为高速处理。另一方面,由于不需要使各个边缘计算机4为高规格,因此能够实现低成本化。
163.(9
‑
2.第二例)
164.成型机系统1的第二例与第一例同样地,成型机系统1具备多个成型机2、2、与成型机2、2分别连接的边缘计算机4、4、与多个成型机2、2构成同一网络的服务器5。
165.边缘计算机4、4具备检测数据获取部101、品质推断部102。服务器5具备品质推移存储部103、趋势评价部104、关系存储部105、修正条件决定部106。即,服务器5从与成型机2分体的边缘计算机4或者内置于成型机2的边缘计算机4接收由品质推断部102推断出的成型品的品质。服务器5基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机2。
166.(9
‑
3.第三例)
167.成型机系统1的第三例是服务器5具有所有的功能。在该情况下,不需要边缘计算
机4、4。服务器5中的检测数据获取部101从成型机2接收由传感器44、45检测出的检测数据。而且,服务器5中的修正条件决定部106将成型条件的修正量发送至成型机2。
168.以下作为第二实施方式说明树脂状态推断装置以及成型条件决定辅助装置。本公开并不限于该第二实施方式,能够在不脱离本公开的精神的范围内进行各种设计变更。
169.(1.适用对象)
170.树脂状态推断装置以及成型条件决定辅助装置适用于通过向注塑成型机的模具的型腔供给使成型材料(树脂)熔融而成的熔融材料从而对成型品进行成型的成型方法。关于作为成型材料的树脂,能够例示出单体的聚酰胺等热塑性树脂、对热塑性树脂的基材添加了填充剂而得到的强化树脂。作为填充剂,能够举出微米尺寸或者纳米尺寸的填料。作为填料,例如能够举出玻璃纤维、碳纤维等。
171.(2.第一例的成型机系统501a)
172.参照图13对包含树脂状态推断装置503的第一例的成型机系统501a进行说明。如图13所示,成型机系统501a具备注塑成型机502(以下,为“成型机”)和树脂状态推断装置503。
173.成型机502对树脂的成型品进行成型。树脂状态推断装置503推断成型机502的模具540的型腔c2内的树脂的熔融状态。推断出的树脂的熔融状态例如为了决定成型机502中的成型条件而使用。
174.树脂状态推断装置503既可以为与成型机502分体的装置,也可以为成型机502的组装装置。另外,树脂状态推断装置503也可以将一部分组装于成型机502,使剩余部分与成型机502分体。在树脂状态推断装置503的全部或者一部分与成型机502分体的情况下,该分体部分既可以为仅与一个成型机502连接的结构,也可以为与多个成型机502连接的结构。在后者的情况下,树脂状态推断装置503的该分体部分与多个成型机502构成同一网络,成为能够相互进行通信的结构。
175.(3.成型机502)
176.(3
‑
1.成型机502的结构)
177.参照图13对成型机502的结构进行说明。成型机502主要具备底座520、注塑装置530、模具540、合模装置550以及控制装置560。
178.注塑装置530被配置在底座520上。注塑装置530是使成型材料(树脂)熔融,并对熔融材料施加压力而将熔融材料向模具540的型腔c2供给的装置。注塑装置530主要具备料斗531、加热缸532、螺杆533、喷嘴534、加热器535、驱动装置536以及注塑装置用传感器537。
179.料斗531是作为成型材料的原材料的颗粒(粒状的成型材料)的投入口。加热缸532将投入到料斗531的颗粒加热熔融而对形成的熔融材料进行加压。另外,加热缸532设置为能够相对于底座520在加热缸532的轴向上移动。螺杆533配置于加热缸532的内部,设置为能够旋转且能够在轴向上移动。喷嘴534是设置于加热缸532的前端的注塑口,通过螺杆533的轴向移动而将加热缸532的内部的熔融材料向模具540供给。
180.加热器535例如设置在加热缸532的外侧,对加热缸532的内部的颗粒进行加热。驱动装置536进行加热缸532在轴向上的移动、螺杆533的旋转以及轴向移动等。注塑装置用传感器537总称为获取熔融材料的存积量、保压压力、保压时间、注塑速度、驱动装置536的状态等的传感器。但是,注塑装置用传感器537并不限于上述情况,也可以获取各种信息。
181.模具540是具备作为固定侧的第一模具541和作为可动侧的第二模具542的金属模具。模具540通过将第一模具541与第二模具542进行合模从而在第一模具541与第二模具542之间形成型腔c2。第一模具541具备将从喷嘴534供给的熔融材料引导至型腔c2的供给路径543(注口、浇道、浇口)。并且,模具540具备压力传感器544以及温度传感器545。压力传感器544检测从供给路径543中的熔融材料受到的压力。温度传感器545直接检测供给路径543中的熔融材料的温度。
182.合模装置550在底座520上与注塑装置530对置配置。合模装置550进行所安装的模具540的开闭动作,并且在紧固了模具540的状态下,使模具540不会因向型腔c2注塑的熔融材料的压力而打开。
183.合模装置550具备固定盘551、可动盘552、拉杆553、驱动装置554、合模装置用传感器555。在固定盘551固定有第一模具541。固定盘551能够与注塑装置530的喷嘴534抵接,将从喷嘴534注塑的熔融材料向模具540引导。在可动盘552固定有第二模具542。可动盘552能够相对于固定盘551接近及分离。拉杆553支承可动盘552的移动。驱动装置554例如由缸装置构成,使可动盘552移动。合模装置用传感器555总称为获取合模力、金属模具温度、驱动装置554的状态等的传感器。
184.控制装置560控制注塑装置530的驱动装置536以及合模装置550的驱动装置554。例如,控制装置560从注塑装置用传感器537以及合模装置用传感器555获取各种信息来控制注塑装置530的驱动装置536以及合模装置550的驱动装置554,以进行与动作指令数据相应的动作。
185.(3
‑
2.成型方法)
186.对利用成型机502的成型品的成型方法进行说明。在利用成型机502的成型方法中,在一个周期,依次执行计量工序、合模工序、注塑填充工序、保压工序、冷却工序、脱模取出工序。即,在下一成型品的成型中,再次依次执行上述工序。这里,计量工序以及合模工序构成开始准备工序,注塑填充工序、保压工序以及冷却工序构成成型工序,脱模取出工序构成结束处理工序。此外,也可以将脱模取出工序的初始(模具敞开之后不久)包含在成型工序中,将后期作为结束处理工序。
187.在计量工序中,颗粒因加热器535的加热以及伴随着螺杆533的旋转的剪切摩擦热而熔融,并且熔融材料在加热缸532内存积在螺杆533的前端与喷嘴534之间。由于随着熔融材料的存积量的增加螺杆533后退,所以根据螺杆533的后退位置进行熔融材料的存积量的计量。
188.在计量工序之后的合模工序中,使可动盘552移动,而将第二模具542与第一模具541对准,进行合模。并且,使加热缸532沿轴向移动来接近合模装置550,并将喷嘴534连接于合模装置550的固定盘551。接着,在注塑填充工序中,在停止了螺杆533的旋转的状态下,通过利用规定的推力使螺杆533朝向喷嘴534移动,从而将熔融材料以较高的压力注塑填充至模具540。若将熔融材料填充至型腔c2,则继续转移至保压工序。
189.在保压工序中,进行在型腔c2填充有熔融材料的状态下进一步将熔融材料压入型腔c2并对型腔c2内的熔融材料施加规定的压力(保压压力)规定时间的保压处理。具体而言,通过对螺杆533赋予一定的推力,对熔融材料赋予规定的保压压力。
190.而且,在通过规定的保压压力进行了规定时间的保压处理之后,转移至冷却工序。
在冷却工序中,进行停止熔融材料的压入并减少保压压力的处理,对模具540进行冷却。通过对模具540进行冷却,从而供给至模具540的熔融材料固化。最后,在脱模取出工序中,使第二模具542从第一模具541分离,并取出成型品。
191.(4.树脂的熔融状态的推断的基本)
192.参照图14
‑
图17对型腔c2内的树脂的熔融状态的推断的基本进行说明。在本例中,树脂的熔融状态定义为被分类成多组,作为树脂的熔融状态的推断,为推断树脂的熔融状态的组。
193.图14表示控制参数与树脂的熔融状态对成型时的检测数据产生影响。这里,树脂的熔融状态取决于成型材料的原材料的含有成分。例如,成型材料的原材料中的含有成分的偏差包含水分量、增强纤维的长度、增强纤维的比例、主成分的分子量等。而且,如上述那样,型腔c2内的树脂的熔融状态对成型时的检测数据产生影响。
194.详细而言,认为由安装于成型机502的传感器544、545在成型时检测的检测数据受到在成型机502中用于控制的控制参数、与型腔c2内的树脂的熔融状态的影响。换言之,树脂的熔融状态对检测数据与控制参数产生影响。
195.关于上述关系,表现为具有值的关系式为图15。这里,作为与成型时的检测数据相关的值的信息为由与检测数据相关的多种特征量构成的特征量组[f]。特征量是指各成型工序(注塑填充工序、保压工序、冷却工序等)中的压力传感器544的检测数据中的统计量(最大值、最小值、平均值、方差、微分的最大值、微分的最小值、积分值等)、各成型工序中的温度传感器545的检测数据中的上述统计量。在设置有多个压力传感器544以及温度传感器545的情况下,将各个传感器544、545中的统计量作为特征量。这样,能够得到多个特征量,将上述多种特征量总称为特征量组[f]。
[0196]
例如,使用图16所示的压力传感器544的检测数据来对特征量的一部分进行说明。在压力传感器544的检测数据中,如图16所示,时刻t1是填充开始时刻,时刻t2是填充结束时刻且是保压开始时刻,时刻t3是保压结束时刻且是冷却开始时刻,时刻t4是冷却结束时刻且是模具敞开时刻。即,t1
‑
t2间是注塑填充工序,t2
‑
t3间是保压工序,t3
‑
t4间是冷却工序。在图16中,保压工序中的压力最大值为pmax,保压工序中的作为压力积分值的保压面积为sa,冷却工序中的作为压力积分值的冷却面积为sb。而且,最大值pmax、保压面积sa、冷却面积sb是特征量的一部分。
[0197]
另外,作为与控制参数相关的值的信息为在成型机502中用于控制的多种控制参数值本身,设为由多种控制参数值构成的控制参数值组[a]。此外,各个控制参数值的单位也可以被调整,以成为设定了控制参数值的位数的规定值。控制参数值的种类例如为注塑速度、保压压力、保压时间、保压时的模具温度、冷却时间、喷嘴温度、注塑压力(喷嘴压力)等。
[0198]
另外,作为与树脂的熔融状态相关的值的信息为表示树脂的熔融状态的树脂状态识别参数值。这里,树脂状态识别参数值并不是值本身具有意义,而是用于树脂的熔融状态的分组的指标。而且,树脂状态识别参数值是与各个特征量对应的值。即,树脂状态识别参数值以与特征量的种类数相同数目存在。因此,将多种树脂状态识别参数值设为树脂状态识别参数值组[p]。
[0199]
而且,如图15所示,树脂状态识别参数值组[p]由成型时的检测数据的特征量组
[f]与控制参数值组[a]表示。详细而言,树脂状态识别参数值组[p]被定义为成型时的检测数据的特征量组[f]除以控制参数值组[a]而得到的值。
[0200]
这里,表现为数式的内容为式(1)。如式(1)的条件所示,树脂状态识别参数值组[p]、特征量组[f]、控制参数值组[a]分别是由树脂状态识别参数值p1
‑
pm、特征量f1
‑
fm、控制参数值a(f1)
‑
a(fm)表示的矩阵。
[0201][0202]
其中,
[0203][0204]
控制参数值a(f1)
‑
a(fm)由式(2)表示。控制参数值a(fj)是多个控制参数值ak的无穷积。控制参数值a(fj)应用以下说明的两种中的任一种。
[0205]
a(fj)=πak
…
(2)
[0206]
第一控制参数值a(fj)是所有的控制参数值ak的无穷积。例如,a(f1)、a(f2)成为式(3)(4)所示那样。
[0207]
a(f1)=a1
×
a2
×
a3
×…×
am
…
(3)
[0208]
a(f2)=a1
×
a2
×
a3
×…×
am
…
(4)
[0209]
第二控制参数值a(fj)是一部分的控制参数值ak的无穷积。例如,a(f1)、a(f2)为式(5)(6)所示那样。
[0210]
a(f1)=a3
×
a4
×
a9
×…×
am
‑1…
(5)
[0211]
a(f2)=a1
×
a2
×
a4
×…×
am
‑2…
(6)
[0212]
在第二控制参数值a(fj)中,一部分的控制参数值ak是对特征量fj影响度高的一个或者多个控制参数值。
[0213]
接着,若使用多个检测数据而得到关于各个检测数据的树脂状态识别参数值组,则使用树脂状态识别参数值组来进行多变量分析,由此进行树脂的熔融状态的分组。即,进行将多种树脂状态识别参数值分别设为说明变量的多变量分析。
[0214]
为了易于说明,假设树脂状态识别参数值为p1、p2两种。在该情况下,如图17所示,由将p1、p2设为说明变量的二维坐标系表示。在该二维坐标系中,关于各个检测数据的p1、p2的点被绘制。
[0215]
图17绘制了使用在学习阶段获取到的检测数据与控制参数值而得到的树脂状态识别参数值,树脂的熔融状态的组例如被为两个组g1、g2。在该情况下,使用新获取到的检测数据与控制参数值而得到的树脂的熔融状态的组被分类成g1、g2中的任一个。
[0216]
特别是,可以将树脂状态识别参数值设为说明变量,将树脂的熔融状态的组设为目标变量,应用聚类分析作为多变量分析。在该情况下,通过使用包含说明变量以及目标变
量的训练数据集进行聚类分析的机器学习,由此能够生成学习完毕模型。而且,能够使用生成的学习完毕模型,决定树脂的熔融状态的组。
[0217]
这里,在聚类分析中,树脂的熔融状态的组数被预先设定。即,以分类为预先设定的组数的方式,生成学习完毕模型。此外,组数虽然后述,但在通过按照每个树脂的熔融状态的组设定的成型条件的修正量修正了成型条件的情况下,可以设定为可得到所希望的成型品的品质的数量。
[0218]
(5.树脂状态推断装置503的结构)
[0219]
参照图18对树脂状态推断装置503的结构进行说明。树脂状态推断装置503是用于获取上述的树脂的熔融状态的组的装置。树脂状态推断装置503例如具备:具备处理器、存储装置、接口等的运算处理装置;能够与运算处理装置的接口连接的输入设备;以及能够与运算处理装置的接口连接的输出设备。输出设备例如也可以包含显示装置。另外,运算处理装置、输入设备以及输出设备也可以不经由接口而构成一个单元。另外,运算处理装置的一部分以及存储装置的一部分也能够应用物理服务器、云服务器。
[0220]
如图18所示,树脂状态推断装置503具备检测数据获取部601、特征量生成部602、控制参数获取部603、识别参数值运算部604、学习完毕模型生成部605、学习完毕模型存储部606、组获取部607。
[0221]
检测数据获取部601获取由安装于成型机502的传感器544、545在成型时检测出的检测数据。例如,由压力传感器544检测出的检测数据成为图16所示那样的时间序列数据。虽未图示,但也可以获取由温度传感器545检测出的检测数据作为时间序列数据。
[0222]
特征量生成部602基于检测数据生成由与检测数据相关的多种特征量构成的特征量组[f](参照式(1))。即,针对各个检测数据生成多种特征量。特征量是各成型工序(注塑填充工序、保压工序、冷却工序等)中的传感器544、545各自的检测数据中的统计量(最大值、最小值、平均值、方差、微分的最大值、微分的最小值、积分值等)。
[0223]
控制参数获取部603获取由在成型机502中用于控制的多种控制参数值构成的控制参数值组[a](参照式(1))。控制参数值的种类例如为注塑速度、保压压力、保压时间、保压时的模具温度、冷却时间、喷嘴温度、注塑压力(喷嘴压力)等。
[0224]
识别参数值运算部604基于特征量组[f]以及控制参数值组[a],运算表示与各个特征量对应的树脂的熔融状态的树脂状态识别参数值p1
‑
pm。识别参数值运算部604根据上述的式(1)(2),运算树脂状态识别参数值p1
‑
pm。
[0225]
识别参数值运算部604也可以如上述的式(3)(4)那样,在各个控制参数a(f1)
‑
a(fm)中,使用所有的控制参数值ak来运算树脂状态识别参数值pj。在该情况下,树脂状态识别参数值pj为所有的控制参数值ak的无穷积。
[0226]
识别参数值运算部604也可以如上述的式(5)(6)那样,在各个控制参数a(f1)
‑
a(fm)中,使用特征量fj和对该特征量fj影响度高的一个或者多个控制参数值ak来运算与该特征量fj对应的树脂状态识别参数值pj。在该情况下,树脂状态识别参数值pj为一部分的控制参数值ak的无穷积。
[0227]
例如,对特征量fj影响度高的一个或者多个控制参数值ak也可以通过使用对象的特征量fj与控制参数值组[a]并利用机器学习而被提取。例如,能够使用通过机器学习而得到的影响度系数,来从影响度系数高的控制参数提取规定数的控制参数值ak。影响度系数
例如是通过lasso回归而得到的lasso系数、通过岭回归套而得到的岭系数等。
[0228]
学习完毕模型生成部605作为学习阶段,生成机器学习的学习完毕模型。学习完毕模型生成部605在树脂的熔融状态定义为被分类成多组g1、g2、
…
的情况下,将树脂状态识别参数值p1
‑
pm设为说明变量,将树脂的熔融状态的组g1、g2、
…
设为目标变量,应用聚类分析作为多变量分析。
[0229]
学习完毕模型生成部605使用包含上述的说明变量以及目标变量的训练数据集来进行聚类分析的机器学习,由此生成学习完毕模型。生成的学习完毕模型被存储在学习完毕模型存储部606中。即,学习完毕模型在输入了树脂状态识别参数值的情况下,输出组。
[0230]
组获取部607基于树脂状态识别参数值p1
‑
pm获取树脂的熔融状态的组g1、g2、
…
。在本例中,组获取部607使用通过应用作为将树脂状态识别参数值p1
‑
pm设为说明变量的多变量分析的聚类分析而生成的学习完毕模型。即,组获取部607作为机器学习的应用阶段(也称为推论阶段),在输入了树脂状态识别参数值p1
‑
pm的情况下,获取作为学习完毕模型的输出的树脂的熔融状态的组g1、g2、
…
。
[0231]
如以上那样,树脂状态推断装置503使用对象的成型品在成型时的检测数据、以及用于该对象的成型品的成型的控制参数值,来决定该对象的成型品在成型时的型腔c2内的树脂的熔融状态的组。
[0232]
(6.利用树脂状态推断装置503的效果)
[0233]
由安装于成型机502的传感器544、545在成型时检测的检测数据如上述那样,认为受到成型机502的控制参数与型腔c2内的树脂的熔融状态的影响。换言之,树脂的熔融状态定义为通过由检测数据生成的特征量组[f]以及控制参数值组[a]表示。
[0234]
利用该定义,识别参数值运算部604基于检测数据的特征量组[f]以及控制参数值组[a],运算表示与各个特征量f1
‑
fm对应的树脂的熔融状态的树脂状态识别参数值p1
‑
pm。即,树脂状态识别参数值p1
‑
pm以与特征量f1
‑
fm的种类数相同数目生成。
[0235]
而且,组获取部607在树脂的熔融状态定义为被分类成多组g1、g2、
…
的情况下,基于树脂状态识别参数值p1
‑
pm,应用将树脂状态识别参数值p1
‑
pm设为说明变量的多变量分析,由此获取树脂的熔融状态的组g1、g2、
…
。这里,树脂的熔融状态的组g1、g2、
…
不需要明确地定义,但例如能够将流动性的程度作为要素之一进行分类。
[0236]
即,根据树脂状态推断装置503,通过使用检测数据与控制参数来进行运算处理,从而能够将该成型品在成型时的型腔c2内的树脂的熔融状态的组g1、g2、
…
、例如,将树脂的流动性的程度等作为要素之一进行分类。像这样能够进行型腔c2内的树脂的熔融状态的分组,从而能够决定与该组g1、g2、
…
相应的成型条件的修正量。
[0237]
(7.第二例的成型机系统501b)
[0238]
参照图19对包含成型条件决定辅助装置504的第二例的成型机系统501b进行说明。如图19所示,成型机系统501b具备成型机502和成型条件决定辅助装置504。
[0239]
成型条件决定辅助装置504是用于决定成型机502中的成型条件的装置。特别是,在本例中,成型条件决定辅助装置504在根据已被应用的成型条件进行了成型品的成型的情况下,决定用于能够使该成型品的品质提高的成型条件的修正量。并且,成型条件决定辅助装置504包含上述的树脂状态推断装置503,进行利用由树脂状态推断装置503得到的树脂的熔融状态的组的处理。
[0240]
(8.成型条件决定辅助装置504的结构)
[0241]
参照图20
‑
图24对成型条件决定辅助装置504的结构进行说明。成型条件决定辅助装置504例如具备:具备处理器、存储装置、接口等的运算处理装置;能够与运算处理装置的接口连接的输入设备;以及能够与运算处理装置的接口连接的输出设备。输出设备例如也可以包含显示装置。另外,运算处理装置、输入设备以及输出设备也可以不经由接口而构成一个单元。另外,运算处理装置的一部分以及存储装置的一部分也能够应用物理服务器、云服务器。
[0242]
如图20所示,成型条件决定辅助装置504具备树脂状态推断装置503、品质推断部701、品质推移存储部702、趋势评价部703、关系存储部704、修正条件决定部705。此外,树脂状态推断装置503为与在第一例的成型机系统501a中进行说明的树脂状态推断装置503相同结构。
[0243]
品质推断部701基于由检测数据获取部601获取到的检测数据,通过机器学习推断成型品的品质。例如,品质推断部701在成型品中推断一个或者多个品质种类中的数值。成型品的品质种类为成型品的质量、成型品的尺寸、成型品中的空隙体积的至少一个。
[0244]
品质推断部701预先通过机器学习生成学习了检测数据与成型品的品质的关系的学习完毕模型。学习完毕模型按照每个品质种类生成。进而,品质推断部701存储学习完毕模型,并使用新获取到的检测数据与学习完毕模型来推断成型品的品质。
[0245]
品质推移存储部702对由品质推断部701推断出的成型品的品质进行累积,并存储关于被累积的多个成型品的品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。品质推移例如是图21所示那样的数据。图21是成型品的质量的例子。在图21中,将规定的品质基准设为std,将品质允许范围的上限值设为thmax,将品质允许范围的下限值设为thmin。即,上限值thmax与下限值thmin之间意味着是合格品,偏离范围为不合格品。即使是合格品也是理想上成为规定的品质基准std的情况。
[0246]
在图21中,在成型初始,绝大多数的成型品的品质显示出品质基准std附近的值。不过,作为突发异常,存在显示出超过了上限值thmax的值的成型品。(图21的d2)。即,在将突发异常的成型品除外时,成型初始的成型品的品质显示出品质基准std附近的值(图21的d1)。之后,若继续进行成型,则成型品的品质逐渐远离品质基准std。进而,成型品的品质显示出从品质基准std上升了+n%的值附近(图21的d3)。
[0247]
趋势评价部703基于存储在品质推移存储部702中的品质推移,评价相对于品质基准std的品质变化趋势。如图22所示,趋势评价部703作为品质变化趋势,评价在多个品质种类的每一个中相对于品质基准std的品质的偏离程度、以及在每个品质种类中多个成型品的品质的偏差程度。
[0248]
趋势评价部703预先设定有用于品质变化趋势的评价的品质推移的成型品数。即,趋势评价部703计算预先设定的成型品数的品质的偏离程度。例如,趋势评价部703作为品质的偏离程度,计算该成型品数的品质的平均值偏离品质基准std的程度(绝对值或者相对值)。进一步,偏差程度是指表示预先设定的成型品数的品质偏差或稳定的程度。此外,偏差程度例如也可以使用标准偏差、方差等的值。
[0249]
如图22所示,例如,趋势评价部703针对质量,评价为偏离程度“+2.2%”,偏差程度“稳定”,针对尺寸,评价为偏离程度“+0.3%”,偏差程度“稳定”,针对空隙体积,评价为偏离
程度
“‑
0.5%”,偏差程度“稳定”。
[0250]
另外,在图21所示的品质推移的d1中,趋势评价部703作为品质变化趋势,评价为稳定并位于品质基准std附近。这里,趋势评价部703在图21所示的品质推移的d1中,将表示基于突发异常的品质变化的d2的成型品除外来进行评价。在该情况下,趋势评价部703针对对象的品质种类,作为从品质基准std的偏离程度评价为“0.1%”,作为偏差程度评价为“稳定”。也由于在突发异常之后,成型品的品质返回到正常,因此突发异常与成型条件无关。因此,将突发异常除外来进行评价。
[0251]
另外,在图21所示的品质推移的d3中,趋势评价部703作为品质变化趋势,评价为稳定并显示出相对于品质基准std偏离了+n%左右的值。在该情况下,趋势评价部703针对对象的品质种类,作为从品质基准std的偏离程度评价为“+n%”,作为偏差程度评价为“稳定”。
[0252]
树脂状态推断装置503中的组获取部607如上述那样,获取型腔c2内的树脂的熔融状态的组。这里,在组获取部607中,树脂的熔融状态的组例如如图23所示,被分类成四种、即,type
‑
a、type
‑
b、type
‑
c、type
‑
d中的任一种。
[0253]
关系存储部704将品质变化趋势与用于使品质返回到品质基准的成型条件的修正量的关系同型腔c2内的树脂的熔融状态的组建立对应关系而存储。关系存储部704例如如图24所示,按照每个树脂的熔融状态的组,存储有品质变化趋势与成型条件的修正量的关系。详细而言,关系存储部704在树脂的熔融状态的组的每一个中,按照每个品质种类,存储用矩阵表现出了偏离程度的等级与成型条件的修正量的关系。例如,关于质量、尺寸、空隙体积的每一个,作为偏离程度的等级设为六个等级。另外,作为修正对象的成型条件的种类,为注塑速度、保压压力、保压时间、保压时的模具温度、冷却时间等的至少一个。
[0254]
这里,品质种类与成型条件的种类的关系的程度、品质种类的偏离程度与成型条件的修正量的关系能够利用机器学习来导出。即,存储在关系存储部704中的关系能够通过机器学习而生成。当然,也可以不是机器学习,而基于实验、过去的经验等来设定该关系。
[0255]
修正条件决定部705基于由趋势评价部703评价出的品质变化趋势、由组获取部607获取到的树脂的熔融状态的组、存储在关系存储部704中的关系,决定成型条件的修正量。
[0256]
修正条件决定部705首先从图24所示的关系之中,选择与由组获取部607获取到的树脂的熔融状态的组对应的组。接着,例如,修正条件决定部705在用图24所示那样的矩阵表现出的关系中,决定与由趋势评价部703评价出的偏离程度最接近的等级,将与该等级对应的成型条件的修正量设为决定的成型条件的修正量。例如,如图22所示,在质量的偏离程度为“+2.2%”的情况下,在图24所示的矩阵中,选择质量的偏离程度的等级“+2%”。
[0257]
这里,修正条件决定部705针对多个品质种类的每一个,决定成型条件的修正量。因此,修正条件决定部705基于针对同种的成型条件的多个修正量,决定该成型条件最终的修正量。在该情况下,修正条件决定部705例如可以将对多个修正量进行求和而得到的值作为最终的修正量,也可以将在乘以了与品质种类相应的加权系数的基础上进一步进行求和而得到的值作为最终的修正量。
[0258]
并且,修正条件决定部705将最终的修正量输出至成型机502的控制装置560,来对下一成型品中的成型条件添加该修正量大小的修正。因此,控制装置560根据被修正的成型
条件执行下一成型品的成型。其结果为,能够使根据被修正的成型条件成型了的成型品的品质接近品质基准std。
[0259]
(9.利用成型条件决定辅助装置504的效果)
[0260]
关于利用上述的成型条件决定辅助装置504的效果进行记载。品质推移存储部702对通过机器学习推断出的成型品的品质进行累积,并存储品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。因此,趋势评价部703能够基于连续的多个成型品的品质推移来评价品质变化趋势。
[0261]
特别是,趋势评价部703评价相对于规定的品质基准std的品质变化趋势。例如,趋势评价部703作为品质变化趋势,能够评价品质持续偏离规定的品质基准std的状态、品质在包含规定的品质基准的品质允许范围内变动等。
[0262]
在关系存储部704预先将品质变化趋势与成型条件的修正量的关系同型腔c2内的树脂的熔融状态的组建立对应关系而存储。即,在关系存储部704中,按照每个树脂的熔融状态的组,存储有品质变化趋势与成型条件的修正量的关系。该关系使用基于熟练者的经验、机器学习的输出结果、实验结果等来设定。
[0263]
修正条件决定部705基于新评价出的品质变化趋势、新获取到的型腔c2内的树脂的熔融状态的组以及存储在关系存储部704中的关系,决定成型条件的修正量。这里,存储在关系存储部704中的关系与用于使品质返回到规定的品质基准std的成型条件的修正量相关。特别是,根据型腔c2内的树脂的熔融状态的组来决定成型条件的修正量。因此,在按照修正条件决定部705决定出的成型条件的修正量修正了成型机502的成型条件的情况下,能够使接下来被成型的成型品的品质接近规定的品质基准std。
[0264]
也就是说,即使在由于环境温度等外部因素、成型材料的原材料的含有成分的细微的差异而使成型品的品质发生变化的情况下,也能够通过掌握品质变化趋势,并进一步将型腔c2内的树脂的熔融状态进行分组,从而修正成型条件,以便能够使成型品的品质为规定的品质基准std。因此,并不限于熟练者,即使是不熟练者,也能够进行成型条件的修正,使得成型品的品质良好。
[0265]
(10.组数的设定方法)
[0266]
学习完毕模型生成部605在上述的学习完毕模型的生成的基础上,与其他结构协作来进行树脂的熔融状态的组数的设定处理。这里,组数也能够由作业者设定为任意的数,但通过利用上述的成型条件决定辅助装置504能够设定为适当的数。
[0267]
学习完毕模型生成部605在将树脂的熔融状态的组数设定为初始设定数(例如,2个)的状态下,获取针对获取到的检测数据的树脂的熔融状态的组(g1、g2中的任一个)(组获取工序)。
[0268]
而且,使将组数设定为初始设定数时的、品质变化趋势与成型条件的修正量的关系同树脂的熔融状态的组建立对应关系而设定(关系设定工序)。进而,使关系存储部704存储该关系。接着,修正条件决定部705基于获取到的组(g1、g2中的任一个)与存储在关系存储部704中的关系,决定成型条件的修正量(控制参数值的修正量)(修正量决定工序)。
[0269]
接着,学习完毕模型生成部605在基于与获取到的树脂的熔融状态的组g1、g2对应的控制参数值的修正量修正了控制参数值的情况下,判定成型品的品质是否满足规定范围(判定工序)。
[0270]
在成型品的品质不满足规定范围的情况下,使组数增加,来反复进行上述的组获取工序、关系设定工序、修正量决定工序、判定工序。即,学习完毕模型生成部605在成型品的品质不满足规定范围的情况下,使组数增加,来反复判定树脂的熔融状态的组的获取以及成型品的品质是否满足规定范围,将成型品的品质满足规定范围时的组数设定为学习完毕模型中的组数。
[0271]
通过像这样来设定组数,从而能够根据树脂的熔融状态的组来决定成型条件的修正量。即,能够决定适当的成型条件的修正量。
[0272]
(11.成型机系统501b的结构例)
[0273]
(11
‑
1.第一例)
[0274]
参照图25对成型机系统501b的第一例的结构进行说明。如图25所示,成型机系统501b具备多个成型机502、502、与成型机502、502分别一体地构成的边缘计算机505、505、与多个成型机502、502构成同一网络的服务器506。此外,边缘计算机505、505可以构成成型机502、502的一部分,也可以与成型机502、502分体地构成。
[0275]
而且,边缘计算机505、505与服务器506构成成型条件决定辅助装置504。边缘计算机505、505具备检测数据获取部601。服务器506具备树脂状态推断装置503中的除检测数据获取部601以外的结构、品质推断部701、品质推移存储部702、趋势评价部703、关系存储部704、修正条件决定部705。
[0276]
即,服务器506从与成型机502分体的边缘计算机505或者内置于成型机502的边缘计算机505接收由检测数据获取部601获取到的检测数据。服务器506基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机502。
[0277]
在该情况下,服务器506能够累积与多个成型机502相关的信息。并且,通过使服务器506具有能够执行高速处理的处理器,从而能够使特征量生成部602的处理、识别参数值运算部604的处理、组获取部607的处理、品质推断部701的处理、趋势评价部703的处理以及修正条件决定部705的处理为高速处理。另一方面,由于不需要使各个边缘计算机505为高规格,因此能够实现低成本化。
[0278]
(11
‑
2.第二例)
[0279]
成型机系统501b的第二例与第一例同样地,成型机系统501b具备多个成型机502、502、与成型机502、502分别连接的边缘计算机505、505、与多个成型机502、502构成同一网络的服务器506。
[0280]
边缘计算机505、505具备树脂状态推断装置503的所有的结构、品质推断部701。服务器506具备品质推移存储部702、趋势评价部703、关系存储部704、修正条件决定部705。即,服务器506从与成型机502分体的边缘计算机505或者内置于成型机502的边缘计算机505接收由树脂状态推断装置503的组获取部607获取到的树脂的熔融状态的组、以及由品质推断部701推断出的成型品的品质。服务器506基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机502。
[0281]
(111
‑
3.第三例)
[0282]
成型机系统501b的第三例是服务器506具有成型条件决定辅助装置504的所有的功能。在该情况下,不需要边缘计算机505、505。服务器506中的检测数据获取部601从成型机502接收由传感器544、545检测出的检测数据。而且,服务器506中的修正条件决定部705
将成型条件的修正量发送至成型机502。
[0283]
以下作为第三实施方式说明成型条件决定辅助装置。本公开并不限于该第三实施方式,能够在不脱离本公开的精神的范围内进行各种设计变更。
[0284]
(1.适用对象)
[0285]
成型条件决定辅助装置适用于通过向成型机的模具的型腔供给使成型材料熔融而成的熔融材料从而对成型品进行成型的成型方法。适用对象的成型机例如能够为进行作为成型材料的树脂或者橡胶等的注塑成型的注塑成型机。另外,适用对象的其他成型机例如也能够为吹塑机、压缩成型机。此外,关于作为成型材料的树脂,能够例示出单体的聚酰胺等热塑性树脂、对热塑性树脂的基材添加了填充剂而得到的强化树脂。作为填充剂,能够举出微米尺寸或者纳米尺寸的填料。作为填料,例如能够举出玻璃纤维、碳纤维等。
[0286]
(2.成型机系统1001)
[0287]
参照图26对包含成型条件决定辅助装置的成型机系统1001进行说明。如图26所示,成型机系统1001具备成型机1002和成型条件决定辅助装置1003。
[0288]
成型机1002是注塑成型机、吹塑机或者压缩成型机等。在本例中,成型机1002以注塑成型机为例。成型机1002例如对树脂的成型品进行成型。成型条件决定辅助装置1003是用于决定成型机1002中的成型条件的装置。特别是,在本例中,成型条件决定辅助装置1003在根据已被应用的成型条件进行了成型品的成型的情况下,决定用于能够使该成型品的品质提高的成型条件的修正量。
[0289]
成型条件决定辅助装置1003既可以为与成型机1002分体的装置,也可以为成型机1002的组装装置。另外,成型条件决定辅助装置1003也可以将一部分组装于成型机1002,使剩余部分与成型机1002分体。在成型条件决定辅助装置1003的全部或者一部分与成型机1002分体的情况下,该分体部分既可以构成为仅与一个成型机1002连接,也可以构成为与多个成型机1002连接。在后者的情况下,成型条件决定辅助装置1003的该分体部分与多个成型机1002构成同一网络,成为能够相互进行通信的结构。
[0290]
(3.成型机1002)
[0291]
(3
‑
1.成型机1002的结构)
[0292]
参照图26对作为成型机1002的一个例子的注塑成型机的结构进行说明。成型机1002主要具备底座1020、注塑装置1030、模具1040、合模装置1050以及控制装置1060。
[0293]
注塑装置1030被配置在底座1020上。注塑装置1030是使成型材料熔融,并对熔融材料施加压力而将熔融材料向模具1040的型腔c3供给的装置。注塑装置1030主要具备料斗1031、加热缸1032、螺杆1033、喷嘴1034、加热器1035、驱动装置1036以及注塑装置用传感器1037。
[0294]
料斗1031是作为成型材料的原材料的颗粒(粒状的成型材料)的投入口。加热缸1032将投入到料斗1031的颗粒加热熔融并对形成的熔融材料进行加压。另外,加热缸1032设置为能够相对于底座1020在加热缸1032的轴向上移动。螺杆1033配置于加热缸1032的内部,设置为能够旋转且能够在轴向上移动。喷嘴1034是设置于加热缸1032的前端的注塑口,通过螺杆1033的轴向移动而将加热缸1032的内部的熔融材料向模具1040供给。
[0295]
加热器1035例如设置在加热缸1032的外侧,对加热缸1032的内部的颗粒进行加热。驱动装置1036进行加热缸1032在轴向上的移动、螺杆1033的旋转以及轴向移动等。注塑
装置用传感器1037总称为获取熔融材料的存积量、保压压力、保压时间、注塑速度、驱动装置1036的状态等的传感器。但是,注塑装置用传感器1037并不限于上述情况,也可以获取各种信息。
[0296]
模具1040是具备作为固定侧的第一模具1041和作为可动侧的第二模具1042的金属模具。模具1040通过将第一模具1041与第二模具1042进行合模从而在第一模具1041与第二模具1042之间形成型腔c3。第一模具1041具备将从喷嘴1034供给的熔融材料引导至型腔c3的供给路径1043(注口、浇道、浇口)。并且,模具1040具备压力传感器1044以及温度传感器1045。压力传感器1044检测从供给路径1043中的熔融材料受到的压力。温度传感器1045直接检测供给路径1043中的熔融材料的温度。
[0297]
合模装置1050在底座1020上与注塑装置1030对置配置。合模装置1050进行所安装的模具1040的开闭动作,并且在关闭紧固了模具1040的状态下,使模具1040不会因向型腔c3注塑的熔融材料的压力而打开。
[0298]
合模装置1050具备固定盘1051、可动盘1052、拉杆1053、驱动装置1054、合模装置用传感器1055。在固定盘1051固定有第一模具1041。固定盘1051能够与注塑装置1030的喷嘴1034抵接,将从喷嘴1034注塑的熔融材料向模具1040引导。在可动盘1052固定有第二模具1042。可动盘1052能够相对于固定盘1051接近及分离。拉杆1053支承可动盘1052的移动。驱动装置1054例如由缸装置构成,使可动盘1052移动。合模装置用传感器1055总称为获取合模力、金属模具温度、驱动装置1054的状态等的传感器。
[0299]
控制装置1060控制注塑装置1030的驱动装置1036以及合模装置1050的驱动装置1054。例如,控制装置1060从注塑装置用传感器1037以及合模装置用传感器1055获取各种信息来控制注塑装置1030的驱动装置1036以及合模装置1050的驱动装置1054,以进行与动作指令数据相应的动作。
[0300]
(3
‑
2.成型方法)
[0301]
对利用成型机1002的成型品的成型方法进行说明。在利用成型机1002的成型方法中,在一个周期,依次执行计量工序、合模工序、注塑填充工序、保压工序、冷却工序、脱模取出工序。即,在下一成型品的成型中,再次依次执行上述工序。这里,计量工序以及合模工序构成开始准备工序,注塑填充工序、保压工序以及冷却工序构成成型工序,脱模取出工序构成结束处理工序。此外,也可以将脱模取出工序的初始(模具敞开之后不久)包含在成型工序中,将后期作为结束处理工序。
[0302]
在计量工序中,颗粒因加热器1035的加热以及伴随着螺杆1033的旋转的剪切摩擦热而熔融,并且熔融材料在加热缸1032内存积在螺杆1033的前端与喷嘴1034之间。由于随着熔融材料的存积量的增加螺杆1033后退,所以从螺杆1033的后退位置进行熔融材料的存积量的计量。
[0303]
在计量工序之后的合模工序中,使可动盘1052移动,而将第二模具1042与第一模具1041对准,进行合模。并且,使加热缸1032沿轴向移动来接近合模装置1050,并将喷嘴1034连接于合模装置1050的固定盘1051。接着,在注塑填充工序中,在停止了螺杆1033的旋转的状态下,通过利用规定的推力使螺杆1033朝向喷嘴1034移动,从而将熔融材料以较高的压力注塑填充至模具1040。若将熔融材料填充至型腔c3,则继续转移至保压工序。
[0304]
在保压工序中,进行在型腔c3填充有熔融材料的状态下进一步将熔融材料压入型
腔c3并对型腔c3内的熔融材料施加规定的压力(保压压力)规定时间的保压处理。具体而言,通过对螺杆1033赋予一定的推力,对熔融材料赋予规定的保压压力。
[0305]
而且,在通过规定的保压压力进行了规定时间的保压处理之后,转移至冷却工序。在冷却工序中,进行停止熔融材料的推入并减少保压压力的处理,对模具1040进行冷却。通过对模具1040进行冷却,从而供给至模具1040的熔融材料固化。最后,在脱模取出工序中,使第二模具1042从第一模具1041分离,并取出成型品。
[0306]
(3
‑
3.模具1040)
[0307]
参照图27以及图28对模具1040的详细结构进行说明。此外,模具1040是所谓的多个金属模具,在模具1040形成有多个型腔c3,但为了简化附图,在图27以及图28中仅图示出一个型腔c3。另外,在本例中,成型机1002进行成型的成型品是用于等速万向节的保持器。因此,成型品为环状,型腔c3形成为模仿保持器的形状的环状。此外,成型品以及型腔c3的形状也可以为环状以外的形状,例如c形状、矩形框状等。
[0308]
供给路径1043具备注口1043a、浇道1043b、浇口1043c。注口1043a是从喷嘴1034供给熔融材料的通路。浇道1043b是从注口1043a分支的通路,被供给至注口1043a的熔融材料流入浇道1043b。浇口1043c是将流入浇道1043b的熔融材料导入型腔c3的通路,浇口1043c的流路截面积比浇道1043b的流路截面积小。在模具1040,形成与型腔c3数目相同的浇道1043b以及浇口1043c,被供给至注口1043a的熔融材料经由浇道1043b以及浇口1043c被供给各个型腔c3。
[0309]
此外,在型腔c3为环状的情况下,且第一模具1041具备一个浇口1043c的情况下,型腔c3内的熔融材料的流入路径为从浇口1043c沿型腔c3的环状的周向流动的路径。即,在型腔c3内,熔融材料最初流入浇口1043c的附近,最后流入距浇口1043c最远的距离。
[0310]
另外,在模具1040设置有压力传感器1044,压力传感器1044检测从供给路径1043中的熔融材料受到的压力。在本例中,设置有多个压力传感器1044。例如,压力传感器1044在型腔c3内设置在距浇口1043c最远的位置附近、浇口1043c附近。此外,压力传感器1044也可以设置于注口1043a、浇道1043b。压力传感器1044可以是接触式传感器,也可以是非接触式传感器。
[0311]
另外,在模具1040设置有检测供给路径1043中的熔融材料的温度的温度传感器1045。温度传感器1045与压力传感器1044同样地,可以设置在型腔c3内,也可以设置于注口1043a、浇道1043b。另外,压力传感器1044也可以设置多个。
[0312]
(4.成型条件决定辅助装置1003的结构)
[0313]
参照图29
‑
图34对成型条件决定辅助装置1003的结构进行说明。成型条件决定辅助装置1003例如具备:具备处理器、存储装置、接口等的运算处理装置;能够与运算处理装置的接口连接的输入设备;以及能够与运算处理装置的接口连接的输出设备。输出设备例如也可以包含显示装置。另外,运算处理装置、输入设备以及输出设备也可以不经由接口而构成一个单元。另外,运算处理装置的一部分以及存储装置的一部分也能够应用物理服务器、云服务器。
[0314]
如图29所示,成型条件决定辅助装置1003具备检测数据获取部1101、品质推断部1102、品质推移存储部1103、趋势评价部1104、熔融状态推断部1105、关系存储部1106、修正条件决定部1107。
[0315]
检测数据获取部1101获取由安装于成型机1002的传感器1044、1045在成型时检测出的检测数据。即,检测数据获取部1101获取的检测数据的种类为在供给路径1043中模具1040从熔融材料受到的压力、供给路径1043中的熔融材料的温度的至少一个。
[0316]
基于压力传感器1044的检测数据例如是图30所示那样的数据。在图30中,时刻t1是填充开始时刻,时刻t2是填充结束时刻且是保压开始时刻,时刻t3是保压结束时刻且是冷却开始时刻,时刻t4是冷却结束时刻且是模具敞开时刻。即,t1
‑
t2间是注塑填充工序,t2
‑
t3间是保压工序,t3
‑
t4间是冷却工序。此外,在图30中,将保压工序中的最大压力设为最大保压压力pmax,将保压工序中的压力积分值设为保压面积sa,将冷却工序中的压力积分值设为冷却面积sb。
[0317]
品质推断部1102基于由检测数据获取部1101获取到的检测数据,通过机器学习推断成型品的品质。例如,品质推断部1102在成型品中推断一个或者多个品质种类中的数值。成型品的品质种类为成型品的质量、成型品的尺寸、成型品中的空隙体积的至少一个。
[0318]
品质推断部1102预先通过机器学习生成学习了检测数据与成型品的品质的关系的学习完毕模型。学习完毕模型按照每个品质种类生成。进而,品质推断部1102存储学习完毕模型,并使用新获取到的检测数据与学习完毕模型来推断成型品的品质。
[0319]
品质推移存储部1103对由品质推断部1102推断出的成型品的品质进行累积,并存储关于被累积的多个成型品的品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。品质推移例如是图31所示那样的数据。图31是成型品的质量的例子。在图31中,将规定的品质基准设为std,将品质允许范围的上限值设为thmax,将品质允许范围的下限值设为thmin。即,上限值thmax与下限值thmin之间意味着是合格品,偏离范围为不合格品。即使是合格品也是理想上成为规定的品质基准std的情况。
[0320]
在图31中,在成型初始,绝大多数的成型品的品质显示出品质基准std附近的值。不过,作为突发异常,存在显示出超过了上限值thmax的值的成型品(图31的a2)。即,在将突发异常的成型品除外时,成型初始的成型品的品质显示出品质基准std附近的值(图31的a1)。之后,若继续进行成型,则成型品的品质逐渐远离品质基准std。进而,成型品的品质显示出从品质基准std上升了+n%的值附近(图31的a3)。
[0321]
趋势评价部1104基于存储在品质推移存储部1103中的品质推移,评价相对于品质基准std的品质变化趋势。如图32所示,趋势评价部1104作为品质变化趋势,评价在多个品质种类的每一个中相对于品质基准std的品质的偏离程度、以及在每个品质种类中多个成型品的品质的偏差程度。
[0322]
趋势评价部1104预先设定有用于品质变化趋势的评价的品质推移的成型品数。即,趋势评价部1104计算预先设定的成型品数的品质的偏离程度。例如,趋势评价部1104作为品质的偏离程度,计算该成型品数的品质的平均值偏离品质基准std的程度(绝对值或者相对值)。进一步,偏差程度是指表示预先设定的成型品数的品质偏差或稳定的程度。此外,偏差程度例如也可以使用标准偏差、方差等的值。
[0323]
如图32所示,例如,趋势评价部1104针对质量,评价为偏离程度“+2.2%”,偏差程度“稳定”,针对尺寸,评价为偏离程度“+0.3%”,偏差程度“稳定”,针对空隙体积,评价为偏离程度
“‑
0.5%”,偏差程度“稳定”。
[0324]
另外,在图31所示的品质推移的a1中,趋势评价部1104作为品质变化趋势,评价为
稳定并位于品质基准std附近。这里,趋势评价部1104在图31所示的品质推移的a1中,将表示基于突发异常的品质变化的a2的成型品除外来进行评价。在该情况下,趋势评价部1104针对对象的品质种类,作为从品质基准std的偏离程度评价为“0.1%”,作为偏差程度评价为“稳定”。也由于在突发异常之后,成型品的品质返回到正常,因此突发异常与成型条件无关。因此,将突发异常除外来进行评价。
[0325]
另外,在图31所示的品质推移的a3中,趋势评价部1104作为品质变化趋势,评价为稳定并显示出相对于品质基准std偏离了+n%左右的值。在该情况下,趋势评价部1104针对对象的品质种类,作为从品质基准std的偏离程度评价为“+n%”,作为偏差程度评价为“稳定”。
[0326]
熔融状态推断部1105基于由检测数据获取部1101获取到的检测数据,推断型腔c3内的熔融材料的熔融状态。特别是,熔融状态推断部1105推断熔融材料的流动性的程度作为熔融材料的熔融状态。
[0327]
这里,熔融状态取决于成型材料的原材料的含有成分。影响熔融状态的成型材料的原材料中的含有成分包含水分量、增强纤维的长度、增强纤维的比例、主成分的分子量等。而且,型腔c3内的熔融状态影响成型时的检测数据。因此,熔融状态推断部能够通过使用取决于实际成型时的熔融状态的检测数据,从而推断熔融状态。熔融状态例如如图33所示,被分类成四种、即,type
‑
a、type
‑
b、type
‑
c、type
‑
d。
[0328]
关系存储部1106将品质变化趋势与用于使品质返回到品质基准的成型条件的修正量的关系同型腔c3内的熔融材料的熔融状态建立对应关系而存储。关系存储部1106例如如图34所示,按照每个熔融材料的熔融状态的种类,存储有品质变化趋势与成型条件的修正量的关系。详细而言,关系存储部1106在熔融材料的熔融状态的种类的每一个中,按照每个品质种类,存储用矩阵表现出了偏离程度的等级与成型条件的修正量的关系。例如,关于质量、尺寸、空隙体积的每一个,作为偏离程度的等级设为六个阶段。另外,作为修正对象的成型条件的种类,为注塑速度、保压压力、保压时间、保压时的模具温度、冷却时间等的至少一个。
[0329]
这里,品质种类与成型条件的种类的关系的程度、品质种类的偏离程度与成型条件的修正量的关系能够利用机器学习来导出。即,存储在关系存储部1106中的关系能够通过机器学习而生成。当然,也可以不是机器学习,而基于实验、过去的经验等来设定该关系。
[0330]
修正条件决定部1107基于由趋势评价部1104评价出的品质变化趋势、由熔融状态推断部1105推断出的熔融材料的熔融状态、存储在关系存储部1106中的关系,决定成型条件的修正量。
[0331]
修正条件决定部1107首先从图34所示的关系之中,选择与由熔融状态推断部1105推断出的熔融状态对应的熔融状态。接着,例如,修正条件决定部1107在用图34所示那样的矩阵表现出的关系中,决定与由趋势评价部1104评价出的偏离程度最接近的等级,将与该等级对应的成型条件的修正量设为决定的成型条件的修正量。例如,如图32所示,在质量的偏离程度为“+2.2%”的情况下,在图34所示的矩阵中,选择质量的偏离程度的等级“+2%”。
[0332]
这里,修正条件决定部1107针对多个品质种类的每一个,决定成型条件的修正量。因此,修正条件决定部1107基于针对同种的成型条件的多个修正量,针对该成型条件决定最终的修正量。在该情况下,修正条件决定部1107例如可以将对多个修正量进行求和而得
到的值作为最终的修正量,也可以将在乘以了与品质种类相应的加权系数的基础上进一步进行求和而得到的值作为最终的修正量。
[0333]
并且,修正条件决定部1107将最终的修正量输出至成型机1002的控制装置1060,来对下一成型品中的成型条件添加该修正量大小的修正。因此,控制装置1060根据被修正的成型条件执行下一成型品的成型。其结果为,能够使根据被修正的成型条件成型了的成型品的品质接近品质基准std。
[0334]
(5.利用成型条件决定辅助装置1003的效果)
[0335]
关于利用上述的成型条件决定辅助装置1003的效果进行记载。品质推移存储部1103对通过机器学习推断出的成型品的品质进行累积,并存储品质推移。品质推移是指将多个成型品的品质按照成型顺序排列的信息。因此,趋势评价部1104能够基于连续的多个成型品的品质推移来评价品质变化趋势。
[0336]
特别是,趋势评价部1104评价相对于规定的品质基准std的品质变化趋势。例如,趋势评价部1104作为品质变化趋势,能够评价品质持续偏离规定的品质基准std的状态、品质在包含规定的品质基准的品质允许范围内变动等。
[0337]
并且,熔融状态推断部1105基于检测数据推断型腔c3内的熔融材料的熔融状态。这里,熔融状态取决于成型材料的原材料的含有成分。例如,成型材料的原材料中的含有成分的偏差包含水分量、增强纤维的长度、增强纤维的比例、主成分的分子量等。而且,型腔c3内的熔融状态影响成型时的检测数据。因此,熔融状态推断部1105能够通过使用取决于实际成形时的熔融状态的检测数据,从而推断熔融状态。
[0338]
在关系存储部1106预先将品质变化趋势与成型条件的修正量的关系同型腔c3内的熔融材料的熔融状态建立对应关系而存储。即,在关系存储部1106中,按照每个熔融材料的熔融状态的种类,存储有品质变化趋势与成型条件的修正量的关系。该关系使用基于熟练者的经验、机器学习的输出结果、实验结果等来设定。
[0339]
修正条件决定部1107基于新评价出的品质变化趋势、新推断出的型腔c3内的熔融材料的熔融状态以及存储在关系存储部1106中的关系,决定成型条件的修正量。这里,存储在关系存储部1106中的关系与用于使品质返回到规定的品质基准std的成型条件的修正量相关。特别是,根据型腔c3内的熔融材料的熔融状态来决定成型条件的修正量。因此,在按照修正条件决定部1107决定出的成型条件的修正量修正了成型机1002的成型条件的情况下,能够使接下来被成型的成型品的品质接近规定的品质基准std。
[0340]
也就是说,即使在由于环境温度等外部因素、成型材料的原材料的含有成分的细微的差异而使成型品的品质发生变化的情况下,也能够通过掌握品质变化趋势,并进一步掌握型腔c3内的熔融材料的熔融状态,修正成型条件,以便能够使成型品的品质为规定的品质基准std。因此,并不限于熟练者,即使是不熟练者,也能够进行成型条件的修正,使得成型品的品质良好。
[0341]
(6.品质推断中的学习阶段)
[0342]
如上述那样,品质推断部1102通过机器学习推断品质。在品质推断部1102存储有学习完毕模型。该学习完毕模型被预先生成。关于学习完毕模型的生成、即学习阶段的例子进行说明。
[0343]
首先,获取针对多个成型品的检测数据。这里,基于检测数据来提取检测数据的特
征量。对于特征量的提取,例如,根据由压力传感器1044检测的压力数据、使用保压工序中的最大保压压力pmax、保压工序中的压力偏差、保压面积sa(图30所示)、实际的保压时间(基于压力数据而得到的保压时间)、保压工序开始时的压力的变化速度(压力微分值)等。并且,对于特征量的提取,根据压力数据使用冷却面积sb(图30所示)、冷却工序中的压力的变化速度(压力微分值)等。
[0344]
并且,对于特征量的提取,根据由温度传感器1045检测出的温度数据,使用保压工序中的最大温度、保压工序中的温度偏差、保压工序中的温度面积(温度
×
时间)、冷却工序中的冷却面积(温度
×
时间)、冷却工序中的温度的变化速度(微分值)等。另外,由于在模具1040设置有多个压力传感器1044以及温度传感器1045,因此针对每个传感器将上述的信息用于特征量的提取。
[0345]
进而,针对多个成型品获取上述的多个信息。而且,针对上述的各个信息,计算多个成型品中的最大值、最小值、平均值、方差等,并将它们设为特征量。
[0346]
另一方面,使用外部测量器等来测量多个成型品的品质。例如,作为品质,对质量、尺寸、空隙体积等进行测量。而且,将特征量设为说明变量,将品质设为目标变量,来进行机器学习,由此生成学习完毕模型。该学习完毕模型成为能够输入检测数据的特征量、输出品质的模型。
[0347]
此外,在上述中,针对将特征量作为说明变量的学习模型进行了说明,但也能够通过学习模型,不将特征量作为说明变量,而将检测数据本身作为说明变量,将品质作为目标变量而输出。
[0348]
(7.型腔c3内的熔融材料的熔融状态)
[0349]
(7
‑
1.熔融状态与品质的关系)
[0350]
在型腔c3内的熔融材料的流动性较高的情况下,型腔c3内的熔融材料的比容积能够增加。因此,熔融材料的熔融状态对成型品的品质产生影响。
[0351]
熔融材料的流动性例如受到作为成型材料的原材料的颗粒吸收的水分量影响。通过颗粒的水分而在熔融材料中产生水解,其结果为,熔融材料的流动性提高。水解具有成型材料的水分量越多越易产生的趋势。并且,认为作为成型材料的原材料的颗粒所含有的增强纤维的长度、比例等也对熔融材料的流动性产生影响。另外,认为成型材料的主成分的分子量也对熔融材料的流动性产生影响。
[0352]
(7
‑
2.熔融状态与检测数据的关系)
[0353]
根据型腔c3内的熔融材料的熔融状态,在型腔c3填充熔融材料的时间(以下,称为“型腔填充时间”)发生变化。型腔填充时间是指从在型腔c3内开始熔融材料的填充起至完成为止所需的时间。
[0354]
例如,型腔填充时间的开始时刻能够为型腔c3内的压力传感器1044中的距浇口1043c最近的位置的传感器的检测数据上升的时机。另外,型腔填充时间的开始时刻也能够使用设置于浇道1043b的压力传感器1044的检测数据。型腔填充时间的完成时刻能够为型腔c3内的压力传感器1044中的距浇口1043c最远的位置的传感器的检测数据上升的时机。
[0355]
而且,熔融状态推断部1105能够使用型腔填充时间来推断型腔c3内的熔融材料的熔融状态。但是,型腔填充时间与熔融状态的关系能够通过利用机器学习而获取。
[0356]
此时,型腔填充时间与熔融状态的关系还能够在参照针对成型材料的原材料的检
查报告的基础上,通过利用机器学习,从而更高精度地掌握。即,熔融状态推断部能够在检测数据(特别是型腔填充时间)的基础上,还参照针对成型材料的原材料的检查报告,并通过机器学习推断熔融材料的熔融状态。此外,在成型材料的原材料的检查报告中含有主成分的分子量、水分量、增强纤维的种类、增强纤维的长度、增强纤维的比例等。
[0357]
(7
‑
3.熔融状态的其他推断方法)
[0358]
如上述那样,熔融状态能够使用型腔填充时间来推断。除此之外,根据以下的方法也能够推断熔融状态。
[0359]
这里,在成型时基于压力传感器1044以及温度传感器1045等传感器的检测数据的值受到成型机1002的成型条件的影响是显而易见的。并且,认为检测数据的值在成型条件的基础上,还受到型腔c3内的熔融材料的熔融状态的影响。
[0360]
即,检测数据的值受到成型条件与熔融材料的熔融状态的影响。能够认为该关系是例如将与成型条件相关的值和与熔融材料的熔融状态相关的值相乘所得到的结果为检测数据的值。若进行置换,则与熔融材料的熔融状态相关的值为将与成型条件相关的值除以检测数据的值而得到的结果。
[0361]
因此,获取针对多个检测数据的特征量,并将它们相乘。并且,获取多个成型条件的值,并将它们相乘。而且,使将多个成型条件的相乘值除以多个检测数据的特征量的相乘值而得到的结果作为表示型腔c3内的熔融材料的熔融状态的指标。进而,通过对得到的指标进行分类,从而能够判断熔融状态属于哪个种类。这样一来,能够推断型腔c3内的熔融材料的熔融状态。
[0362]
(8.关系决定的学习阶段)
[0363]
针对存储在关系存储部1106中的品质的偏离程度与修正量的关系,例如能够通过利用机器学习而生成。以下,在该关系的生成中,针对利用机器学习的情况进行说明。
[0364]
(8
‑
1.第一例)
[0365]
参照图35对学习阶段的第一例进行说明。在学习阶段的第一例中,如图35所示,通过机器学习直接地生成品质种类与成型条件的种类的关系。
[0366]
例如,输入每个品质种类中的品质的值、以及成型条件的值,来通过机器学习获取成型条件对品质种类产生影响的程度(贡献度、影响度)。并且,也可以获取成型条件的值的修正量对品质的值产生影响的程度。其结果为,能够得到品质种类与成型条件的种类的关系信息、进一步得到品质的值与成型条件的修正量的关系信息。
[0367]
人基于通过机器学习而得到的关系信息,决定用图34所示那样的矩阵表现出的关系。当然,也能够通过机器学习生成图34所示那样的矩阵。
[0368]
(8
‑
2.第二例)
[0369]
参照图36对学习阶段的第二例进行说明。在学习阶段的第二例中,如图36所示,通过机器学习间接地生成品质种类与成型条件的种类的关系。
[0370]
在图35所示的上述第一例中,为通过机器学习直接地生成品质种类与成型条件的种类的关系。但是,有时无法直接地得到品质种类与成型条件的种类的关系。这里,成型条件确定成型时的状态,成型时的状态确定品质是显而易见的。即,也可以说借助成型时的状态而使成型条件与品质保持关系性。成型时的状态是指例如最大保压压力pmax、保压面积sa、冷却面积sb等。
[0371]
因此,首先,输入每个品质种类中的品质的值、以及检测数据的特征量(根据最大保压压力等得到的特征量),来通过机器学习获取检测数据的特征量对品质种类产生影响的程度(贡献度、影响度)。并且,也可以获取检测数据的特征量的值对品质的值产生影响的程度。其结果为,能够得到品质种类与检测数据的特征量的关系信息,进一步得到能够得到品质的值与检测数据的特征量的值的关系信息。
[0372]
接下来,输入检测数据的特征量、以及成型条件的种类,来通过机器学习获取成型条件的种类对检测数据的特征量产生影响的程度(贡献度、影响度)。并且,也可以获取成型条件的值的修正量对检测数据的特征量的值产生影响的程度。其结果为,能够得到检测数据的特征量与成型条件的种类的关系信息,进一步得到检测数据的特征量的值与成型条件的值的修正量的关系信息。
[0373]
而且,人基于品质种类与检测数据的特征量的关系信息、以及检测数据的特征量与成型条件的种类的关系信息等,决定用图34所示那样的矩阵表现出的关系。当然,也能够通过机器学习生成图34所示那样的矩阵。
[0374]
(9.成型机系统1001的动作时机)
[0375]
(9
‑
1.基本)
[0376]
参照图37对成型机系统1001的动作时机、特别是利用成型机1002进行的处理与利用成型条件决定辅助装置进行的处理的动作时机进行说明。首先,为成型机1002将成型品连续成型的情况。为了易于说明,针对在第一成型品之后成型第二成型品的情况进行说明。
[0377]
如图37所示,成型机1002针对第一成型品执行开始准备工序(s1011)。开始准备工序例如包含计量工序以及合模工序。接着,成型机1002执行针对第一成型品的成型工序(s1012)。成型工序例如包含注塑填充工序、保压工序、冷却工序。接着,成型机1002执行针对第一成型品的结束处理工序(s1013)。结束处理工序例如包含脱模取出工序。
[0378]
不过,在成型条件决定辅助装置1003中,使用在脱模取出工序的初始(模具敞开之后不久)由压力传感器1044以及温度传感器1045检测出的检测数据的情况下,也可以将脱模取出工序的初始包含在成型工序中。
[0379]
在第一成型品的成型之后,成型机1002开始与第二成型品的成型相关的处理。首先,成型机1002执行针对第二成型品的开始准备工序(s1021)。接着,成型机1002执行针对第二成型品的成型工序(s1022)。接着,成型机1002执行针对第二成型品的结束处理工序(s1023)。
[0380]
另一方面,成型条件决定辅助装置1003与成型机1002的处理并行处理。具体而言,执行与第一成型品在成型时的基于压力传感器1044以及温度传感器1045的数据的检测并行处理的一次处理工序(s1101)、和与第一成型品的结束处理工序以及第二成型品的开始准备工序并行处理的二次处理工序(s1102)。即,二次处理工序(s1102)在从结束第一成型品的成型工序起到开始第二成型品的成型工序为止的成型机1002的准备工序(第一成型品的结束处理工序以及第二成型品的开始准备工序)中被执行。
[0381]
一次处理工序(s1101)至少包含利用检测数据获取部1101进行的处理。二次处理工序(s1102)至少包含利用修正条件决定部1107进行的处理。修正条件决定部1107决定与第二成型品相关的成型条件的修正量。即,成型机1002使第二成型品的成型工序(s1022)中的成型条件为使用第一成型品的成型工序中的数据来修正而得到的成型条件。这样,在成
型品的成型的1个周期内,决定成型条件的修正量。因此,由于能够在成型条件的修正量的决定中,使用之前不久的成型信息,因此能够使成型条件的修正量更高精度地适合于现状。
[0382]
(9
‑
2.第一例)
[0383]
成型条件决定辅助装置1003的处理的第一例如以下那样。一次处理工序(s1101)进行检测数据获取部1101的处理。另一方面,二次处理工序(s1102)进行品质推断部1102的处理、趋势评价部1104的处理、修正条件决定部1107的处理。
[0384]
(9
‑
3.第二例)
[0385]
成型条件决定辅助装置1003的处理的第二例如以下那样。一次处理工序(s1101)进行检测数据获取部1101的处理以及品质推断部1102的处理。另一方面,二次处理工序(s1102)进行趋势评价部1104的处理、修正条件决定部1107的处理。
[0386]
(10.成型机系统1001的结构例)
[0387]
(10
‑
1.第一例)
[0388]
参照图38对成型机系统1001的第一例的结构进行说明。如图38所示,成型机系统1001具备多个成型机1002、1002、与成型机1002、1002分别一体地构成的边缘计算机1004、1004、与多个成型机1002、1002构成同一网络的服务器1005。此外,边缘计算机1004、1004可以构成成型机1002、1002的一部分,也可以与成型机1002、1002分体地构成。
[0389]
而且,边缘计算机1004、1004与服务器1005构成成型条件决定辅助装置1003。边缘计算机1004、1004具备检测数据获取部1101。服务器1005具备品质推断部1102、品质推移存储部1103、趋势评价部1104、熔融状态推断部1105、关系存储部1106、修正条件决定部1107。
[0390]
即,服务器1005从与成型机1002分体的边缘计算机1004或者内置于成型机1002的边缘计算机1004接收由检测数据获取部1101获取到的检测数据。服务器1005基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机1002。
[0391]
在该情况下,服务器1005能够累积与多个成型机1002相关的信息。并且,通过使服务器1005具有能够执行高速处理的处理器,从而能够使品质推断部1102的处理、趋势评价部1104的处理、熔融状态推断部1105的处理以及修正条件决定部1107的处理为高速处理。另一方面,由于不需要使各个边缘计算机1004为高规格,因此能够实现低成本化。
[0392]
(10
‑
2.第二例)
[0393]
成型机系统1001的第二例与第一例同样地,成型机系统1001具备多个成型机1002、1002、与成型机1002、1002分别连接的边缘计算机1004、1004、与多个成型机1002、1002构成同一网络的服务器1005。
[0394]
边缘计算机1004、1004具备检测数据获取部1101、品质推断部1102、熔融状态推断部1105。服务器1005具备品质推移存储部1103、趋势评价部1104、关系存储部1106、修正条件决定部1107。即,服务器1005从与成型机1002分体的边缘计算机1004或者内置于成型机1002的边缘计算机1004接收由品质推断部1102推断出的成型品的品质、以及由熔融状态推断部1105推断出的熔融状态。服务器1005基于接收到的信息决定成型条件的修正量,并将已决定的成型条件的修正量发送至成型机2。
[0395]
(10
‑
3.第三例)
[0396]
成型机系统1001的第三例是服务器1005具有所有的功能。在该情况下,不需要边缘计算机1004、1004。服务器1005中的检测数据获取部1101从成型机1002接收由传感器
1044、1045检测出的检测数据。而且,服务器1005中的修正条件决定部1107将成型条件的修正量发送至成型机1002。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1