用于多材料微纳复合薄膜制备的3D打印机及其工作方法与流程
用于多材料微纳复合薄膜制备的3d打印机及其工作方法
技术领域
1.本公开属于3d打印和微纳复合薄膜制造技术领域,具体涉及一种用于多材料微纳复合薄膜制备的3d打印机及其工作方法。
背景技术:
2.本部分的陈述仅仅是提供了与本公开相关的背景技术信息,不必然构成在先技术。
3.多材料微纳复合薄膜是指由多种不同材料的微尺度厚度薄膜和纳尺度厚度薄膜或者微纳图案/结构薄膜组成的多层复合薄膜(功能薄膜)。通常划分为以下三类:(1)多种不同材料、宏/微/纳多尺度厚度的多层复合薄膜(多材料和多尺度复合薄膜);(2)相同材料、宏/微/纳/多种尺度厚度薄膜组成的多层复合薄膜(多尺度复合薄膜);(3)多种不同材料、宏/微/纳多尺度厚度、微/纳图案薄膜组成的多层复合薄膜(多材料、多尺度、微纳图案复合薄膜)。微纳复合薄膜在传感器、痕量气体探测、可穿戴设备、嵌入式电子、柔性电子、太阳能电池、超级电容器、柔性显示屏、智能材料与结构、软体机器人等诸多领域具有非常广泛的应用前景。随着科技进步,越来越多领域和产品需要不同材料、不同厚度包含微纳结构的多层复合薄膜(或者包含微纳尺度厚度的多层复合膜),以满足不同的功能需求和实际应用需要。同时对多材料微纳复合薄膜的制造也提出了越来越苛刻的要求。多材料微纳复合薄膜制造的基本要求包括:生产成本低;适合材料种类广泛(例如导电材料、介电材料、半导体材料、有机材料、无机材料、纳米材料等,其黏度范围为1
‑
40000cp);效率高,普适性和工艺柔性好;能够实现大面积多种尺度厚膜和微纳复合结构一体化(集成)制造。
4.目前复合结构薄膜制造技术有浇铸、旋涂、提拉法、刮涂法、辊涂法、气相沉积法、自组装法等。其中,浇铸是最为传统的一种薄膜制作方法,其不需要特殊装置,操作简单,良率较高等优势,但是其只适合厚度较大的薄膜。旋涂、提拉、刮涂工艺制备薄膜具有工艺简单,快速且薄膜厚度精准可控的优点,但是难以实现图案化薄膜/结构的制作,尤其材料局限于粘度较小的材料,材料浪费严重。气相沉积具有适用材料较广,且可制造不同微结构薄膜的优势,但是生产成本高,需要专用的靶材,而且存在生产条件和环境苛刻(例如高温、高压等),效率低,无法实现薄膜连续生产的问题,只适合纳米尺度薄膜,不适合微尺度等厚膜制造。自组装法与其它方法工艺比较简单,无须特殊装置,可以利用连续沉积不同成分制备膜层间二维甚至三维比较有序的结构,实现膜的光、电、磁等功能,但无法实现复杂结构图案的制造,尤其是无法满足批量化生产的要求。
5.综上所述,现有的这些技术都还无法满足多材料微纳复合薄膜制造要求:(1) 难以实现多种不同材料微纳多尺度厚度复合薄膜制造,尤其是无法实现粘度范围较宽的材料(1
‑
40000cp)、复合材料、陶瓷材料等的微纳复合薄膜制造;(2) 无法实现微纳复合薄膜的一体化(集成)制造(不同材料微尺度和纳尺度薄膜的集成制造);(3)难以实现有机聚合物材料、无机陶瓷材料、金属材料薄膜的一体化制造;(4)尤其难以实现不同材料微纳复合薄膜(含有复杂微纳几何图案或者结构)的高效、低成本制造。
技术实现要素:
6.本公开为了解决上述问题,提出了一种用于多材料微纳复合薄膜制备的3d 打印机及其工作方法,本公开能够实现多种不同材料、宏/微/纳多尺度复合薄膜一体化制造;实现多种不同材料、具有复杂图案薄膜、宏/微/纳多尺度复合薄膜一体化集成制造;以及具有生产成本低、普适性好、效率高、工艺简单、适合批量化制造的特点。
7.根据一些实施例,本公开采用如下技术方案:
8.一种用于多材料微纳复合薄膜制备的3d打印机,包括底板、打印平台、可运动模组、精密狭缝涂布模块、调节支架和若干打印模组,其中:
9.所述底板上设置有打印平台、可运动模组和调节支架,所述可运动模组上设置有打印模组,所述可运动模组能够带动各打印模组中的打印喷头相对于所述打印平台三维位置可变;
10.所述打印模组至少有两组,分别利用电场驱动喷射沉积3d打印技术,用于图案化薄膜的制造,以及利用电喷雾技术,用于微尺度/纳尺度薄膜的制造;
11.打印模组,包括打印喷头、供料单元和高压电源,所述供料单元用于给对应的打印喷头提供打印原料,所述高压电源用于提供对应打印喷头相匹配的电源;
12.至少一个打印模组还包括背压单元,用于提供对应打印喷头相匹配的打印压力;
13.所述精密狭缝涂布模块设置于所述调节支架上,与第三供料单元和第二背压单元连接,第三供料单元和第二背压单元分别用于提供精密狭缝涂布模块一定的压力和电场,用于微尺度和亚微尺度薄膜的制造。
14.上述方案,通过较为巧妙的设计,将电场驱动喷射沉积微纳3d打印、电喷雾、精密狭缝涂布技术结合在一起,通过一个设备即可实现宏尺度/微尺度/纳尺度结构、微尺度/纳尺度薄膜以及微尺度和亚微尺度薄膜的制造。
15.作为可选择的实施方式,所述可运动模组包括x、y和z轴运动模组,y轴运动模组设置于底板上,其上设置有打印平台,能够带动打印平台y向移动;所述x轴运动模组和z轴运动模组均设置于机架上,所述机架底部设置于底板上,且x轴运动模组和z轴运动模组垂直设置,z轴运动模组上设置有打印模组的打印喷头。
16.作为进一步的限定,所述z轴运动模组上设置有打印喷头支架,所述打印喷头支架用于固定各个打印喷头。
17.作为进一步的限定,所述打印喷头支架上连接有观测支架,所述观测支架上设置有观测定位模块,用于观测打印喷头的打印情况。
18.作为进一步的限定,所述打印喷头支架上还设置有固化模块。
19.作为可选择的实施方式,所述打印平台包括真空吸附平台、加热板、调平装置和隔热块,所述加热板上方与真空吸附平台相连,加热板下方设置有调平装置,调平装置下端设置有隔热块。
20.作为进一步的限定,所述真空吸附平台用以固定基材,所述加热板的温度范围为0
‑
300℃;所述调平装置用于调整真空吸附平台的高度,保持其水平,所述隔热块为绝缘隔热材料。可以为玻璃纤维、石棉、岩棉、硅酸盐、气凝胶毡、真空板等。
21.作为可选择的实施方式,所述调节支架包括涂布支架、可压缩弹簧和两个微分尺,涂布支架的底端安装在底板上,涂布支架上设置精密狭缝涂布模块,所述涂布支架的立柱
上缠绕有可伸缩弹簧,且可伸缩弹簧的顶端与精密狭缝涂布模块抵接,底端与底板抵接;
22.所述涂布支架上,在精密狭缝涂布模块两侧,分别设置有两个微分尺,微分尺均与精密狭缝涂布模块接触。
23.作为进一步的限定,所述涂布支架包括两个并排设置的立柱,以及套接在两个立柱上端的横杆,所述微分尺垂直安装在涂布支架的横杆上,所述可伸缩弹簧缠绕在立柱上,通过微分尺调整靠近一侧的立柱与横杆的接触位置,以保证精密狭缝涂布模块垂直于打印平台。
24.作为可选择的实施方式,所述精密狭缝涂布模块和各打印喷头的中心线水平。
25.作为可选择的实施方式,所述背压单元均包括惰性气体瓶、连接气管和调压阀,所述惰性气体瓶与调压阀连接,且与连接气管一端连接,所述连接气管的另一端与打印喷头或精密狭缝涂布模块连接。
26.作为可选择的实施方式,所述供料单元为带有挤出装置的料筒或注射泵。
27.作为可选择的实施方式,所述高压电源能够输出直流高压、交流高压和脉冲高压,且能够设置偏压,设置的偏压范围0
‑
2kv连续可调,直流高压0
‑
5kv,输出脉冲直流电压0
‑±
4kv连续可调,输出脉冲频率0hz
‑
3000hz连续可调,交流高压0
‑±
4kv。
28.作为可选择的实施方式,所述打印喷头的喷嘴均为导电喷嘴,喷嘴内径尺寸为0.5
‑
1000μm。
29.所述精密狭缝涂布模块的涂布厚度范围为100nm
‑
200μm。
30.基于上述3d打印机的工作方法,包括以下步骤:
31.步骤1:打印初始化,将打印平台、打印喷头移动到设定的打印位置,精密狭缝涂布模块调整到设定的高度,打印平台调平并加热到设定的温度,打印基材置于打印平台之上,并通过真空吸附固定;
32.步骤2:根据复合薄膜结构,选定薄膜的成型模式,确定打印程序、相应的打印工艺步骤和参数;
33.步骤3:执行第一层薄膜或者薄膜结构的制造,并予以固化;
34.步骤4:执行第二层薄膜或者薄膜结构,并予以固化;重复步骤3、步骤4 的操作,完成所有层薄膜结构的制造;
35.步骤5:将打印薄膜充分完全固化。
36.作为可选择的实施方式,所述步骤3和步骤4,执行相应层薄膜或者薄膜结构的具体过程包括:
37.(1)使用一打印喷头,并结合电场驱动喷射沉积3d打印,完成宏尺度/微尺度薄膜的制造;
38.(2)使用另一打印喷头,并结合电场驱动喷射沉积3d打印,完成宏尺度/ 微尺度/纳尺度结构的制造;并使用该打印喷头,利用电喷雾技术,完成微尺度/ 纳尺度薄膜的制造;
39.(3)采用精密狭缝涂布模块,并结合调节支架调整的打印高度,完成微尺度和亚微尺度薄膜的制造。
40.作为可选择的实施方式,所述固化方式包括加热固化、uv固化等。
41.作为可选择的实施方式,所述步骤1中还包括对打印基材进行预处理,若薄膜需要
与基材分离,基材预先涂覆一层疏水材料或者水溶性材料;若薄膜不与基材分离,涂覆一层偶联剂或者进行电晕或臭氧处理,以提高基材的表面能和粘附强度。
42.与现有技术相比,本公开的有益效果为:
43.(1)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,能够实现多种不同材料、宏/微/纳多尺度复合薄膜一体化制造。
44.(2)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,实现了多种不同材料、具有复杂图案化薄膜、宏/微/纳多尺度复合薄膜一体化集成制造。
45.(3)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,实现了多种不同材料、具有复杂2d/3d微纳结构、宏/微/纳多尺度复合薄膜一体化集成制造。
46.(4)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,能够实现有机聚合物材料、无机陶瓷材料、金属材料薄膜的一体化制造。
47.(5)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,具有结构简单、生产成本低、集成度、普适性好、高效制造的突出优势。
48.(6)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,具有材料利用率高(材料利用率几乎为100%),精度高、绿色环保的优势。
49.(7)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,无需真空、高温、高压的苛刻生产环境。
50.(8)本公开提供的用于多材料微纳复合薄膜制备的3d打印机及其工作方法,可供打印材料范围广,包括从绝缘材料(例如陶瓷、树脂等)到导电材料(例如石墨烯与pla复合物、银浆等),从低粘度材料到高粘度材料,以及生物材料、金属纳米粒子等各种材料的复合结构薄膜打印。
51.为使本公开的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
52.构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
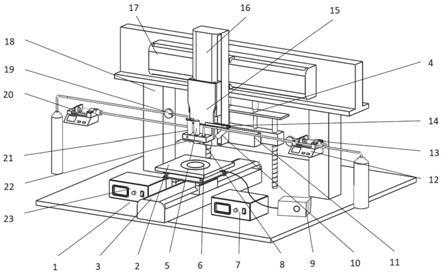
53.图1为实施例一的多材料微纳复合薄膜制备的3d打印机结构示意图。
54.图2为实施例一的多材料微纳复合薄膜制备3d打印机的打印平台结构示意图;
55.图3为实施例一的多材料微纳复合薄膜制备3d打印机的调节支架结构示意图;
56.图4为实施例二的多材料微纳复合薄膜结构示意图;
57.图5为实施例三的多材料微纳复合薄膜结构示意图;
58.图6为实施例四的多材料微纳复合薄膜结构示意图;
59.图7为实施例五的多材料微纳复合薄膜结构示意图。
60.图8为本公开的打印流程示意图;
61.其中,1、底板,2、打印平台,3、y轴运动模组,4、调节支架,5、光固化模块,6、真空吸附平台,7、高压电源ii,8、打印喷头ii,9、真空泵,10、观测定位模块,11、精密狭缝涂布模块,12、供料单元i i,13、背压单元i i, 14、观测定位模块支架,15、打印喷头支架,16、z轴运动模组,17、x轴运动模组,18、机架,19、背压单元i,20、供料单元iii,21、供料单元i,22、
打印喷头i,23、高压电源i;
62.201、隔热块,202、调平装置,203、加热板;
63.401、涂布立柱,402、可压缩弹簧,403、涂布支架,404、高精度微分尺 i,405高精度微分尺ii。
具体实施方式:
64.下面结合附图与实施例对本公开作进一步说明。
65.应该指出,以下详细说明都是例示性的,旨在对本公开提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本公开所属技术领域的普通技术人员通常理解的相同含义。
66.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本公开的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
67.在本公开中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本公开各部件或元件结构关系而确定的关系词,并非特指本公开中任一部件或元件,不能理解为对本公开的限制。
68.本公开中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本公开中的具体含义,不能理解为对本公开的限制。
69.基于背景技术中提及的现有技术中所存在的问题,迫切需要开发新的制造技术和装置满足用于多材料微纳复合薄膜的制造要求,以实现宏/微/纳跨尺度制造、多材料、多图案复合结构薄膜制造高效、低成本批量化制造,突破复杂图案复合结构复合薄膜广泛工程应用的技术瓶颈。
70.本公开采用以下解决方案:
71.(1)结合电场驱动喷射沉积微纳3d打印、电喷雾、精密狭缝涂布三种技术的优势,并集成到同一个打印平台。具体包括两个成型功能模块,第一个成型功能模块采用狭缝涂布,高效制造精密微纳薄膜,主要用于不同粘度的材料、大面积、微纳尺度(厚度)的薄膜制造;
72.第二个成型功能模块采用电场驱动喷射沉积微纳3d打印和电喷雾技术,在指定(设置)区域高精度打印微纳结构或者复杂几何图案薄膜,以及宏/微/纳多种厚度的薄膜,主要用于不同材料、微纳结构(2d或者3d)、复杂几何图案的薄膜高精度制造,实现多材料、宏/微/纳跨尺度、包含微纳结构或者几何图案的多层复合薄膜一体化制造。
73.(2)采用电场驱动喷射沉积微纳3d打印技术制作微纳薄膜和微纳图案薄膜,在导电喷嘴上施加高压电源,喷嘴与接收衬底之间形成强电场,打印材料受电场力喷射而出,可在衬底特定区域形成特殊图案薄膜,实现了设定区域、复杂几何图案复合薄膜高精度、高效制作,且适合粘度大的材料制作薄膜,成型材料广泛。
74.(3)采用电喷雾技术,电喷雾喷嘴连接高压电源,成型材料在高电压作用小雾化成微小液滴(在电场作用下材料从喷嘴中被拉出形成射流而雾化),沉积在打印衬底或者基材上,该技术能实现纳尺度、微尺度复杂图案薄膜的高效制造,具有纳和微跨尺度薄膜制造,成型材料种类广泛、效率高、成本低、集成性好的突出优势。
75.上述解决方案通过以下实施例来进行详细说明。但本领域技术人员应该清楚,本公开的方案并不仅限于以下实施例。
76.实施例一:
77.如图1所示,提供了用于多材料微纳复合薄膜制备的3d打印机,它包括:底板1、y轴运动模组3、打印平台2、打印喷头i22、打印喷头ii8、供料单元i21、供料单元ii12、背压单元i19、背压单元ii13、高压电源i23、高压电源ii7、打印喷头支架15、观测定位模块10、观测定位模块支架14、光固化模块5、x 轴运动模组17、z轴运动模组16、机架18、精密狭缝涂布模块11、供料单元iii20、调节支架4。其中,y轴运动模组3置于底板1之上,且垂直于机架18的中心线上;y置于y轴运动模组3之上。
78.打印喷头i22和打印喷头ii8置于打印平台之上且垂直于打印平台;打印喷头i22和打印喷头ii8固定在打印喷头支架15上,打印喷头支架15与xz轴运动模组16的z轴模组连接;打印喷头i22上端与供料单元i21相连接;打印喷头i22上端与背压单元i19相连接;打印喷头i22下端与高压电源i23相连接;打印喷头ii8上端与供料单元ii12相连接;打印喷头ii8下端与高压电源ii7相连接;xz轴运动模组16固定在机架18的横梁上;机架18的下部固定在底板1 上。
79.精密狭缝涂布模块11与供料单元iii20相连接;精密狭缝涂布模块11与背压单元ii13相连接;精密狭缝涂布模块11与调节支架4相连接,精密狭缝涂布模块11置于打印喷头i22和打印喷头ii8后部,且垂直于打印平台;调节支架4 的下部固定在底板1上;观测定位模块10固定在观测定位模块支架14上,且置于打印喷头i22和打印喷头ii8的另一侧;观测定位模块支架14与打印喷头支架 15相连;光固化模块5固定在打印喷头支架15上,且置于打印喷头i22和打印喷头ii8的中间。
80.打印平台2包括真空吸附平台6、加热板203、调平装置202、隔热块201 组成。加热板203上方与真空吸附平台6相连,加热板203上下端与调平装置 202相连,并通过隔热块201固定于y轴运动模组3上。真空吸附平台6与真空泵9相连,用以固定基材(衬底)。所述加热板203温度范围为0
‑
300℃。所述调平装置202目的调整打印平台2的高度,保持水平。所述隔热块201选用石棉绝缘隔热材料。
81.本实施案例中,打印喷头i22、供料单元i21、背压单元i19、高压电源i23 组成打印喷头模组i,打印喷头模组i使用电场驱动喷射沉积3d打印技术。用于宏尺度/微尺度薄膜的制造,以及宏尺度/微尺度/纳尺度结构(图案化薄膜)的制造。
82.本实施案例中,打印喷头ii8、供料单元ii12、高压电源ii7组成打印喷头模组ii,打印喷头模组ii采用电喷雾技术。用于微尺度/纳尺度薄膜的制造。
83.本实施案例中,精密狭缝涂布模块11、供料单元iii20、背压单元ii13组成精密狭缝涂布单元。用于微尺度和亚微尺度薄膜的制造。
84.本实施案例中,调节支架4包括涂布支架403、涂布立柱401、可压缩弹簧 402、高精度微分尺i404、高精度微分尺i405。精密狭缝涂布模块11固定于涂布支架403横梁上,通过
涂布立柱401安装在底板1上,可伸缩弹簧缠绕在涂布立柱401上,上端与精密狭缝涂布模块11相连,底端与底板1相连,高精度微分尺i404与高精度微分尺i405安装于涂布支架403上,与精密狭缝涂布模块 11相接触,精密狭缝涂布模块11、打印喷头i22、打印喷头ii8共同使用一个打印平台2,且打印平台2模块,精密狭缝涂布模块11、打印喷头i22、打印喷头 ii8的中心线平行(重合或共线)。
85.本实施案例中,供料单元i21为含有精密挤出装置的料筒,供料单元ii12、供料单元iii20为精密注射泵或恒速注射泵。
86.本实施案例中,背压单元i19、背压单元ii13包括惰性气体瓶(在本实施例中选用氮气)、精密调压阀和连接气管,惰性气体瓶和连接气管连接,精密调压阀用于调节供气压力。所述精密调压阀的工作压力范围是:0
‑
8bar。
87.本实施案例中,y轴运动模组3选用直线电机模组,其有效行程范围 0
‑
1000mm,重复定位精度大于或等于
±
1μm,定位精度大于或等于
±
3μm,最大速度1000mm/s,最大加速度大于或等于1g。
88.本实施案例中,x轴运动模组17包括直线电机模组,其有效行程范围 0
‑
1000mm,重复定位精度大于或等于
±
1μm,定位精度大于或等于
±
3μm,最大速度1000mm/s,最大加速度大于或等于1g。
89.本实施案例中,z轴运动模组16选用伺服电机模组模组,有效行程范围 0
‑
200mm,重复定位精度大于或等于
±
1μm,定位精度大于或等于
±
3μm。
90.本实施案例中,观测定位模块10为高分辨率ccd,采用大于8倍率镜头。
91.本实施案例中,打印喷头i22、打印喷头ii8所使用喷嘴均为不锈钢导电喷嘴,喷嘴内径尺寸为0.5
‑
1000μm。
92.本实施案例中,精密狭缝涂布模块11涂布宽度为200mm。
93.本实施案例中,高精度微分尺i404与高精度微分尺i405水平垂直安装在涂布支架403上,其精度为1μm,位移量程为0
‑
125mm。其配合可压缩弹簧402 垂直方向的高度,同时保证精密狭缝涂布模块11垂直于打印平台2。
94.本实施案例中,高压电源i23、高压电源ii7具有以下功能,输出直流高压;输出交流高压;输出脉冲高压,且能够设置偏压。设置的偏压范围0
‑
2kv连续可调,直流高压0
‑
5kv,输出脉冲直流电压0
‑±
4kv连续可调,输出脉冲频率 0hz
‑
3000hz连续可调,交流高压0
‑±
4kv。
95.实施例二
96.本实施案例中,该实施方式的打印装置主要应用于同种材料不同厚度、不同材料不同厚度包含复杂图案的微纳复合薄膜打印,可以实现复杂图案、多材料、跨尺度的多层结构复合薄膜一体化打印。
97.提供了实施例一所述的用于多材料微纳复合薄膜制备的3d打印机的工作方法,第一层和第四层基底薄膜选用pdms,第一层厚度为50μm,第四层薄膜厚度为100μm,形状为100
×
100mm的正方形;第二层薄膜材料选用石墨烯与tpu 复合物,结构为横向蛇形图案,厚度为30μm,大小为80
×
80mm;第三层薄膜材料选用pedot:pss,结构为纵向向蛇形图案,厚度为30μm,大小为80
×
80mm;制备的pedot:pss与石墨烯与tpu复合物导电图案复合薄膜(如图4所示),具体工艺步骤如下:
98.步骤1:打印初始化,将x轴运动模组17、y轴运动模组3、z轴运动模组 16移动至打印工位,打印喷头i22、打印喷头ii8移动到设定的打印高度,精密狭缝涂布模块11调整到设定的高度,打印平台2调平并加热到设定的温度,将玻璃基材置于打印平台2之上,并通过真空吸附固定;
99.步骤2:打印数据文件准备。根据复合薄膜结构(厚度、图案、结构、材料) 要求,第一层薄膜与第四层薄膜选用涂布模式,第二层图案薄膜选用电场驱动喷射沉积3d打印模式,第三层薄膜选用电喷雾模式,根据薄膜厚度图案设定打印程序(路径以及速度)。
100.步骤3:将pdms置于供料单元iii20中,将石墨烯与tpu复合物放入供料单元i21中,将pedot:pss置于供料单元ii12中,根据所需薄膜的厚度设置好供料单元i21、供料单元ii12、供料单元iii20、背压单元i19、背压单元ii13,高压电源i23、高压电源ii7等所需工作参数。
101.步骤4:开启供料单元iii20、背压单元ii13。结合y轴运动模组3按设定速度定向运动,在背压作用下,在玻璃基材上打印一层pdms薄膜,开启加热板 203,设定所需温度,使pdms薄膜快速固化。
102.步骤5:第一层薄膜打印完成后,关闭供料单元iii20、背压单元ii13,以pdms薄膜作为接受衬底,开启供料单元i21、背压单元i19、高压电源i23。结合x
‑
y工作台按设定路径运动,在背压作用下,石墨烯与tpu复合物从供料单元 i21挤出到打印喷头i22处,在导电喷嘴上施加高压电源,喷嘴与接收衬底之间形成强电场,诱导电荷在喷嘴处聚集并相互排斥,强电场力使喷嘴处打印材料形成泰勒锥,当电场力与气体的背压力之和大于打印材料所形成泰勒锥的表面张力与黏度力之和时,打印材料射流自泰勒锥尖端喷射而出,喷嘴喷射的石墨烯与 tpu复合物沉积在第一层薄膜上,在pdms薄膜特定区域上打印横向多蛇形曲线图案薄膜,完成第二层石墨烯与tpu复合物图案薄膜打印,设定加热板203为所需温度,使石墨烯与tpu复合物中溶剂快速挥发。
103.步骤6:第二层横向多蛇形曲线图案薄膜打印完成后,关闭供料单元i21、背压单元i19、高压电源i23,开启供料单元ii12、高压电源ii7。当高压作用于 pedot:pss溶液时,pedot:pss溶液液滴以喷雾的形式喷射出来。由于高压作用于喷雾尖头处所产生的电场集中,高压作用下的液滴在空间中不断扩散,当电荷达到瑞利极限,由于液滴之间的库仑排斥作用,液滴不断地分解成更小的液滴沉积在pdms薄膜上,在pdms薄膜上打印纵向多蛇形曲线图案薄膜,与第二层横向多蛇形曲线图案薄膜垂直交叉分布,结合x
‑
y工作台按设定路径运动,完成第三层pedot:pss图案薄膜打印,设定加热板203为所需温度,使pedot:pss快速固化。
104.步骤7:关闭供料单元ii12、高压电源ii7,重复步骤4,重新打印一层pdms 薄膜并固化,关闭供料单元iii20、背压单元ii13,使x轴运动模组17、y轴运动模组3、z轴运动模组16运动至初始工位,将精密狭缝涂布模块11调整至初始工位,将基材和打印的薄膜从打印平台2取下。
105.步骤8:后处理,将打印薄膜充分完全固化,打印薄膜从基材上剥离。
106.实施例三
107.本实施案例中,该实施方式的打印装置主要应用于不同材料、不同厚度的微纳复合薄膜打印,可以实现复杂图案、多材料、跨尺度的多层结构复合薄膜一体化打印。
108.本技术的一种典型的实施方式中,提供了一种用于多材料微纳复合薄膜制备的3d打印机的工作方法,第一层薄膜选用陶瓷材料氧化锆和氧化镍混合物,厚度为150μm,形状为150
×
150mm的正方形;第二层薄膜选用陶瓷材料氧化锆,厚度为10μm,形状为150
×
150mm的正方形;制备的多层陶瓷薄膜(如图5所示),具体工艺步骤如下:
109.步骤1:打印初始化,将x轴运动模组17、y轴运动模组3、z轴运动模组 16移动至打印工位,打印喷头i22、打印喷头ii8移动到设定的打印高度,精密狭缝涂布模块11调整到设定的高度,打印平台2调平并加热到设定的温度,将硅片置于打印平台2之上,并通过真空吸附固定;
110.步骤2:打印数据文件准备。根据复合薄膜结构(厚度、图案、结构、材料) 要求,第一层薄膜选用涂布模式,第二层选用电场驱动喷射沉积3d打印模式,根据薄膜厚度图案设定打印程序(路径以及速度)。
111.步骤3:将氧化锆和氧化镍混合物置于供料单元iii20中,将氧化锆放入供料单元i21中,根据所需薄膜的厚度设置好供料单元i21、供料单元iii20、背压单元i19、背压单元ii13,高压电源i23等所需工作参数。
112.步骤4:开启供料单元iii20、背压单元ii13。结合y轴运动模组3按设定速度定向运动,在背压作用下,在陶瓷板上打印一层氧化锆和氧化镍混合物薄膜。
113.步骤5:第一层薄膜打印完成后,关闭供料单元iii20、背压单元ii13,以氧化锆和氧化镍混合物薄膜作为接受衬底,开启供料单元i21、背压单元i19、高压电源i23。结合x
‑
y工作台按设定路径运动,在背压作用下,氧化锆从供料单元i21挤出到打印喷头i22处,在导电喷嘴上施加高压电源,喷嘴与接收衬底之间形成强电场,诱导电荷在喷嘴处聚集并相互排斥,强电场力使喷嘴处打印材料形成泰勒锥,当电场力与气体的背压力之和大于打印材料所形成泰勒锥的表面张力与黏度力之和时,打印材料射流自泰勒锥尖端喷射而出,喷嘴喷射的氧化镐在第一层薄膜上,在氧化锆和氧化镍混合物薄膜特定区域上的薄膜。
114.步骤6:关闭供料单元i21、背压单元i19、高压电源i23,使x轴运动模组 17、y轴运动模组3、z轴运动模组16运动至初始工位,将精密狭缝涂布模块 11调整至初始工位,将硅片从打印平台2取下。
115.步骤7:放置高温烧结炉,设定温度1500℃,14小时后取出硅片,取下陶瓷薄膜,即可。
116.实施例四
117.本实施案例中,该实施方式的打印装置主要应用于同种材料不同厚度、不同材料包含微纳结构的复合薄膜打印,可以实现复杂图案、多材料、跨尺度的多层结构复合薄膜一体化打印。
118.本技术的一种典型的实施方式中,提供了一种用于多材料微纳复合薄膜制备的3d打印机的工作方法,第一层和第三层基底薄膜选用ecoflex溶液,第一层厚度为10μm,第三层薄膜厚度为50μm,形状为100
×
150mm的矩形;第二层薄膜材料选用导电银浆,薄膜结构为周期50μm的网格,线宽为10μm,高度为50μm,大小为80
×
100mm;制备的微结构导电薄膜(如图6所示),具体工艺步骤如下:
119.步骤1:打印初始化,将x轴运动模组17、y轴运动模组3、z轴运动模组 16移动至打印工位,打印喷头i22、打印喷头ii8移动到设定的打印高度,精密狭缝涂布模块11调整到设
定的高度,打印平台2调平并加热到设定的温度,将 pet置于打印平台2之上,并通过真空吸附固定;
120.步骤2:打印数据文件准备。根据复合薄膜结构(厚度、图案、结构、材料) 要求,第一层薄膜和第三层薄膜选用涂布模式,第二层图案薄膜选用电场驱动喷射沉积3d打印模式,根据薄膜厚度图案设定打印程序(路径以及速度)。
121.步骤3:将ecoflex溶液置于供料单元iii20中,将导电银浆放入供料单元i21 中,根据所需薄膜的厚度设置好供料单元i21、供料单元iii20、背压单元i19、背压单元ii13,高压电源i23等所需工作参数。
122.步骤4:开启供料单元iii20、背压单元ii13。结合y轴运动模组3按设定速度定向运动,在背压作用下,在pet上打印一层ecoflex薄膜,开启加热板203,设定所需温度,使ecoflex薄膜快速固化。
123.步骤5:第一层薄膜打印完成后,关闭供料单元iii20、背压单元ii13,以 ecoflex薄膜作为接受衬底,开启供料单元i21、背压单元i19、高压电源i23。结合x
‑
y工作台按设定路径运动,在背压作用下,导电银浆从供料单元i21挤出到打印喷头i22处,在导电喷嘴上施加高压电源,喷嘴与接收衬底之间形成强电场,诱导电荷在喷嘴处聚集并相互排斥,强电场力使喷嘴处打印材料形成泰勒锥,当电场力与气体的背压力之和大于打印材料所形成泰勒锥的表面张力与黏度力之和时,打印材料射流自泰勒锥尖端喷射而出,喷嘴喷射的导电银浆在第一层薄膜上,在ecoflex薄膜特定区域上打印周期为0.2mm、线宽为50μm的导电网格,完成第二层导电网格微结构打印,设定加热板203为所需温度,使导电网格快速固化。
124.步骤6:第二层导电网格微结构打印完成后,关闭供料单元i21、背压单元 i19、高压电源i23。重复步骤4操作,在导电网格上打印一层ecoflex薄膜,设定加热板203为所需温度,使ecoflex薄膜固化。
125.步骤7:关闭供料单元iii20、背压单元ii13,使x轴运动模组17、y轴运动模组3、z轴运动模组16运动至初始工位,将精密狭缝涂布模块11调整至初始工位,将pet从打印平台2取下。
126.步骤8:放置真空干燥箱,设定温度120℃,1小时后取出pet,取下薄膜即可。
127.实施例五
128.本实施案例中,该实施方式的打印装置主要应用于同种材料不同厚度、不同材料包含微纳结构的复合薄膜打印,可以实现复杂图案、多材料、跨尺度的多层结构复合薄膜一体化打印。
129.本技术的一种典型的实施方式中,提供了用于多材料微纳复合薄膜制备的3d打印机的工作方法,第一层和第三层基底薄膜选用pva水溶液,第一层厚度为1μm,第三层薄膜厚度为10μm,形状为150
×
150mm的正方形;第二层薄膜材料选用光固化树脂,薄膜为大小100
×
100mm微透镜阵列图案,透镜半径为 5μm,间距为5mm;制备的微透镜阵列薄膜(如图7所示),具体工艺步骤如下:
130.步骤1:打印初始化,将x轴运动模组17、y轴运动模组3、z轴运动模组 16移动至打印工位,打印喷头i22、打印喷头ii8移动到设定的打印高度,精密狭缝涂布模块11调整到设定的高度,打印平台2调平并加热到设定的温度,将玻璃基材置于打印平台2之上,并通过真空吸附固定;
131.步骤2:打印数据文件准备。根据复合薄膜结构(厚度、图案、结构、材料) 要求,第一层薄膜与第三层薄膜选用涂布模式,第二层图案薄膜选用电喷雾模式,根据薄膜厚度图案设定打印程序(路径以及速度)。
132.步骤3:将pva水溶液置于供料单元iii20中,将光固化树脂置于供料单元 ii12中,根据所需薄膜的厚度设置好供料单元ii12、供料单元iii20、背压单元 ii13、高压电源ii7等所需工作参数。
133.步骤4:开启供料单元iii20、背压单元ii13。结合y轴运动模组3按设定速度定向运动,在背压作用下,在玻璃基材上打印一层pva薄膜,开启加热板203,设定所需温度,使pva薄膜快速固化。
134.步骤5:第一层薄膜打印完成后,关闭供料单元iii20、背压单元ii13,开启供料单元ii12、高压电源ii7。当高压作用于光固化树脂溶液时,光固化树脂溶液液滴以喷雾的形式喷射出来。由于高压作用于喷雾尖头处所产生的电场集中,高压作用下的液滴沉积在pva水溶液薄膜上,在pva水溶液薄膜上打印微透镜阵列。开启光固化模块5,对微透镜阵列进行固化3分钟即可。
135.步骤6:关闭供料单元ii12、高压电源ii7、光固化模块,重复步骤4,重新打印一层pva水溶液薄膜,设定加热板203为所需温度,使之固化。
136.步骤7:关闭供料单元iii20、背压单元ii13,使x轴运动模组17、y轴运动模组3、z轴运动模组16运动至初始工位,将精密狭缝涂布模块11调整至初始工位,将玻璃从打印平台2取下。
137.步骤8:后处理,将打印薄膜充分完全固化,打印薄膜从基材上剥离。
138.、以上所述仅为本公开的优选实施例而已,并不用于限制本公开,对于本领域的技术人员来说,本公开可以有各种更改和变化。凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
139.上述虽然结合附图对本公开的具体实施方式进行了描述,但并非对本公开保护范围的限制,所属领域技术人员应该明白,在本公开的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本公开的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1