一种连续纤维预浸带内层壁增强波纹管及其生产设备的制作方法
1.本发明涉及一种热塑复合排水管,具体为一种连续纤维预浸带内层壁增强波纹管及其生产设备。
背景技术:
2.在大量使用的雨污排水管,包括热塑性塑料双平壁管、内肋管、结构壁管,具有质量轻、刚性好、可回收、再利用、成本低等优点,被大量应用在我国城镇建设排水管网与乡村建设排水管网中使用。
3.热塑性塑料双平壁管、内肋管、结构壁管再使用中,问题存在比较明显,比如:
4.第一,承压层塑料壁太薄且单纯塑料层,其抗冲击强度很低,在管道运输、吊装过程与回填体过程中,经不起外部碰撞、尖锐物冲击,极易破损破裂,造成管内雨污水渗漏;
5.第二,未经纤维或金属增强复合的热塑性排水管,线膨胀系数大,安装在窨井内的管端,在未回填土情况下,在白天与夜晚温差大的区域会因温度降低照成管道缩短,已经安装好的热塑性排水管,管端会从窨井内拔出造成破坏;
6.第三,现有接口技术,管端接口采用套筒承插橡胶密封圈密闭、电熔带熔合密闭、热缩带(套)密闭等方法来防止接口渗漏,由于热塑性管道具有长期分子重结晶过程,管端尺寸处于长期收缩过程,套筒承口与插口管端长期收缩尺寸不同步,会给已经处于密闭状态的接口促成渗漏,同时,由于排水管道制造过程所产生的直径误差缩小,也会造成接口密封不好促成渗漏。
技术实现要素:
7.为了解决上述技术问题,本发明提供了如下的技术方案:
8.本发明一种连续纤维预浸带内层壁增强波纹管及其生产设备,包括复合管体、管体熔接体和管端对接口,复合管体由连续纤维预浸带增强的复合内层壁和结构增刚波纹管构成,所述复合内层壁由抗腐蚀塑料内层、连续纤维预浸带增强层和过度塑料层组成,所述结构增刚波纹管由凹型结构塑料管和圆形结构塑料管构成,所述凹型结构塑料管由内置空心体、塑料支撑体构成,所述圆形结构塑料管由塑料圆管、增强内肋构成;
9.管体熔接体包括端面对接型体与搭接熔接型体;
10.管端对接口包括管接头与管承口,所述管接头由增强复合内层壁承压层内插入到管端塑料管体内壁熔接构成,所述管承口由管接头、防止管内介质渗漏密封作用的电熔带和电熔塑料熔合圈组成。
11.一种连续纤维预浸带内层壁增强波纹管的生产设备,包括如下装置:
12.连续纤维预浸带内层壁增强空心内腔支撑肋凹型波纹管制造设备,在生产线的最后端连接有挤出机的空心内腔支撑肋的凹型波纹管模具,所述凹型波纹管模具的前端设置有定径套的真空箱,所述真空箱的前端设置有牵引机,所述牵引机的前端设置有预浸带复合成型机,所述预浸带复合成型机前端呈45
°‑
90
°
方向设置有卷曲机一,所述卷曲机一的前
端设置有后端连接有熔体挤出机的熔体挤压模头,所述熔体挤压模头的前端设置有管道支架一,所述管道支架一的前端设置有冷却喷淋头一,所述冷却喷淋头一的前端,设置有管道切割机一;
13.连续纤维预浸带内层壁增强空心内腔支撑肋圆形波纹管制造设备,在生产线最后端设置有预浸带放卷机,所述预浸带放卷机的前端设置有预浸带储存机构二,所述预浸带储存机构二的前端,设置侧面连接有挤出机的预浸带上下面层复合热塑材料的平口模具,所述平口模具的前端设置有喷淋水箱,所述喷淋水箱的前端呈45
°‑
90
°
方向设置有卷曲机二,所述卷曲机二的前端侧面设置有加热烘枪一,所述加热烘枪一的前端设置有管道支架二,所述管道支架二的前端侧面设置有空心内腔支撑肋圆形波纹管成型机,所述圆形波纹管成型机的前方设置有冷却喷淋头二,所述冷却喷淋头二的前方设置有切割机二。
14.作为本发明的一种优选技术方案,所述预浸带复合成型机,包括在最后端设置的预浸带放卷双盘,所述预浸带放卷双盘的前端设置有预浸带储存机构一,所述预浸带储存机构一的前端设置有预浸带加热枪。
15.作为本发明的一种优选技术方案,所述圆形波纹管成型机包括设置在其最后端连接的圆形波纹管挤出模具,所述圆形波纹管挤出模具的前端设有内置定径套的真空冷却喷淋箱,所述真空冷却喷淋箱的前端设置有加热烘枪二。
16.本发明的有益效果是:
17.1、通过用连续纤维预浸带咋在内层壁增强热塑性波纹管,极大降低了线膨胀系数,继而达到管体尺寸温度性,从而实现已经安装好的热塑性排水管,管端不会从窨井内拔出;
18.2、通过用连续纤维预浸带咋在内层壁增强热塑性波纹管,由于0
‑
90
°
双层叠加的高强、韧性玻璃纤维带保护作用,能极大吸收外部冲击应力继而到达保护承压层的作用,避免外部碰撞、尖锐物冲击破损;
19.3、通过管端接口采用管端对接口方法,一方面,热熔对接口对管端尺寸要求不严,外壁有些差异或错落对接口也能满足管网长期无渗漏使用要求,可以规避因制造过程管端尺寸误差引起接口渗漏;另一方面,管端热熔对接口适于整体焊接,可以规避因地基不均匀沉降引起的接口形变而出现的接口渗漏现象。
附图说明
20.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
21.在附图中:
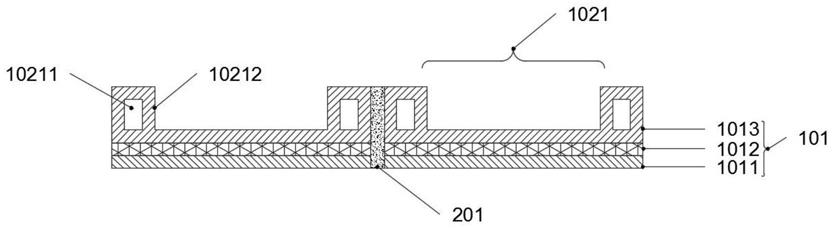
22.图1是本发明一种连续纤维预浸带内层壁增强波纹管的凹型结构塑料管的截面结构示意图;
23.图2是本发明一种连续纤维预浸带内层壁增强波纹管的圆形结构塑料管的截面结构示意图;
24.图3是本发明一种连续纤维预浸带内层壁增强波纹管的管端对接口示意图;
25.图4是本发明连续纤维预浸带内层壁增强空心内腔支撑肋凹型波纹管制造设备的示意图;
26.图5是本发明连续纤维预浸带内层壁增强空心内腔支撑肋圆形波纹管制造设备的示意图。
27.图中:1、复合管体;101、复合内层壁;102、结构增刚波纹管;1011、抗腐蚀塑料内层;1012、连续纤维预浸带增强层;1013、过度塑料层;1021、凹型结构塑料管;10211、内置空心体;10212、塑料支撑体;1022、圆形结构塑料管;10221、塑料圆管;10222、增强内助;2、管体熔接体;201、端面对接型体;202、搭接熔接型体;3、管端对接口;301、管接头;3011、增强复合内层壁承压层;3012、管端塑料管体;302、管承口;4、凹型波纹管模具;401、挤出机;5、真空箱;6、牵引机;7、预浸带复合成型机;701、预浸带放卷双盘;702、预浸带储存机构一;703、预浸带加热枪;8、卷曲机一;9、熔体挤压模头;901、熔体挤出机;10、管道支架一;11、冷却喷淋头一;12、切割机一;13、预浸带放卷机;14、预浸带储存机构二;15、平口模具;16、喷淋水箱;17、卷曲机二;18、加热烘枪一;19、管道支架二;20、圆形波纹管成型机;2001、圆形波纹管挤出模具;2002、真空冷却喷淋箱;2003、加热烘枪二;21、冷却喷淋头二;22、切割机二。
具体实施方式
28.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
29.实施例:如图1
‑
3所示,本发明一种连续纤维预浸带内层壁增强波纹管及其生产设备,包括复合管体1、管体熔接体2和管端对接口3,复合管体1由连续纤维预浸带增强的复合内层壁101和结构增刚波纹管102构成,所述复合内层壁101由抗腐蚀塑料内层1011、连续纤维预浸带增强层1012和过度塑料层1013组成,所述结构增刚波纹管102由凹型结构塑料管1021和圆形结构塑料管1022构成,所述凹型结构塑料管1021由内置空心体10211、塑料支撑体10212构成,所述圆形结构塑料管1022由塑料圆管10221、增强内肋10222构成;
30.管体熔接体2包括端面对接型体201与搭接熔接型体202;
31.管端对接口3包括管接头301与管承口302,所述管接头301由增强复合内层壁承压层3011内插入到管端塑料管体3012内壁熔接构成,所述管承口302由管接头、防止管内介质渗漏密封作用的电熔带和电熔塑料熔合圈组成。
32.如图4
‑
5所示,一种连续纤维预浸带内层壁增强波纹管的生产设备,包括如下装置:
33.连续纤维预浸带内层壁增强空心内腔支撑肋凹型波纹管制造设备,在生产线的最后端连接有挤出机401的空心内腔支撑肋的凹型波纹管模具4,所述凹型波纹管模具4的前端设置有定径套的真空箱5,所述真空箱5的前端设置有牵引机6,所述牵引机6的前端设置有预浸带复合成型机7,所述预浸带复合成型机7前端呈45
°‑
90
°
方向设置有卷曲机一8,所述卷曲机一8的前端设置有后端连接有熔体挤出机901的熔体挤压模头9,所述熔体挤压模头9的前端设置有管道支架一10,所述管道支架一10的前端设置有冷却喷淋头一11,所述冷却喷淋头一11的前端,设置有管道切割机一12;
34.连续纤维预浸带内层壁增强空心内腔支撑肋圆形波纹管制造设备,在生产线最后端设置有预浸带放卷机13,所述预浸带放卷机13的前端设置有预浸带储存机构二14,所述预浸带储存机构二14的前端,设置侧面连接有挤出机的预浸带上下面层复合热塑材料的平
口模具15,所述平口模具15的前端设置有喷淋水箱16,所述喷淋水箱16的前端呈45
°‑
90
°
方向设置有卷曲机二17,所述卷曲机二17的前端侧面设置有加热烘枪一18,所述加热烘枪一18的前端设置有管道支架二19,所述管道支架二19的前端侧面设置有空心内腔支撑肋圆形波纹管成型机20,所述圆形波纹管成型机20的前方设置有冷却喷淋头二21,所述冷却喷淋头二21的前方设置有切割机二22。
35.其中,预浸带复合成型机7,包括在最后端设置的预浸带放卷双盘701,所述预浸带放卷双盘701的前端设置有预浸带储存机构一702,所述预浸带储存机构一702的前端设置有预浸带加热枪703。
36.其中,圆形波纹管成型机20包括设置在其最后端连接的圆形波纹管挤出模具2001,所述圆形波纹管挤出模具2001的前端设有内置定径套的真空冷却喷淋箱2002,所述真空冷却喷淋箱2002的前端设置有加热烘枪二2003。
37.最后应说明的是:在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
39.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1