电子标识防伪垫片及其制备装置的制作方法
1.本发明属于防伪技术领域,具体涉及为电子标识防伪垫片及其制备装置。
背景技术:
2.电子标签,即rfid射频识别。rfid射频识别是一种非接触式的自动识别技术,它 通过射频信号自动识别目标对象并获取相关数据,识别工作无需人工干预,可工作于各 种恶劣环境。
3.二维码具有信息容量大、编码范围广、容错能力强、译码可靠性高、使用便捷等优 点,成为桥接现实与虚拟最得力的工具之一。
4.为了提高白酒类产品的防伪打假力度、完成产品信息化管理升级、进行精准营销管 理,需要将电子标签与二维码对应关联,产生一种新的防伪方式以及产品。
技术实现要素:
5.本发明要解决的技术问题是:克服现有技术的不足,提供一种电子标识防伪垫片及 其制备装置,本发明将电子标签与二维码信息进行关联对应,使产品同时具有无线射频 识别鉴别功能也有手机扫描验证功能,满足不同受众的需求。
6.本发明解决现有技术存在的问题所采用的技术方案是:
7.电子标识防伪垫片,包括垫片本体,垫片本体内部设有电子标签,垫片不与瓶盖接 触的一端设有二维码。
8.所述的垫片本体的材料为化学发泡材料或橡胶或乳胶或环氧树脂。
9.电子标识防伪垫片的制备装置,包括支架,支架上方支撑有传送机构,传送机构运 载面上等距设置有若干个垫片模具,垫片模具背离传送机构的端面上内凹有一排模槽。
10.传送机构上方沿电子标签承载带前进方向的先后循序依次设有模切装置、发泡材料 注入装置以及激光打码机,发泡材料注入装置、模切装置以及激光打码机均与支架固定 连接。
11.发泡材料注入装置的排出管开口垂直朝下布置,排出管数量与模槽数量相同,排出 管轴线与模槽轴线位于同一垂直面上。
12.模切装置包括相互固定连接的底板以及顶板,底板底面高于垫片模具的顶面、或与 垫片模具的顶面位于同一水平面上,底板上设有一排模切孔,模切孔与模槽内径相同, 模切孔与模槽轴线位于同一垂直面上,模切孔上方设有模切器,模切器与顶板固定连接。
13.与模槽等数量的激光打码机呈一排设置于传送机构上方,激光打码机的镜头垂直朝 下布置,镜头轴线与模槽轴线位于同一垂直面上。
14.传送机构上方设有至少两个与支架转动连接的导轮,两个导轮一高一低交错布置, 位于底点的导轮设置于发泡材料注入装置与模切装置之间,位于高点的导轮高度高于发 泡材料注入装置。
15.电子标签承载带通过模切装置后先后与位于低点的导轮以及位于高点的导轮接
触。
16.优选的,所述的传送机构包括两条环状的橡胶带,垫片模具设置于两条橡胶带之间。
17.两条橡胶带内部的前后两端分别穿设有一根转轴,转轴的中心轴插设于支架内壁 中。
18.其中一根转轴的中心轴穿过支架与驱动装置的驱动端连接。
19.优选的,所述的垫片模具朝向橡胶带的端面上固定有放置板,放置板下方固定有第 一转杆,第一转杆轴线与转轴轴线平行。
20.放置板搭放于橡胶带上方,橡胶带顶面位于放置板下方的位置内有梯形凹槽,第一 转杆设置于梯形凹槽内部,第一转杆两端插设于梯形凹槽内壁中。
21.优选的,所述的模切装置两端均设有一个发泡材料注入装置,传送机构上方设有两 组导轮,每组导轮包含一个低位的导轮以及一个高位的导轮。
22.两组导轮相对于模切装置对称布置,低位的导轮位于模切装置与发泡材料注入装置 之间。
23.优选的,所述的发泡材料注入装置包括总管、电控阀门以及排出管,电控阀门设置 于总管的入口处,若干个排出管位于总管下方、并与总管贯通连接。
24.发泡材料注入装置正下方设有振动装置,振动装置包括振动器以及安装板,振动器 固定于安装板的上方。
25.当垫片模具移动至发泡材料注入装置正下方时,振动器与垫片模具接触。
26.所述的总管上固定有传感器支架,传感器支架与安装板上设有两组第二对射光电传 感器,两组第二对射光电传感器之间的间距与垫片模具的宽度相同。
27.每组第二对射光电传感器所包含的发射器以及接收器分别与传感器支架以及安装 板固定连接。
28.优选的,所述的模切器包括第一外壳,第一外壳内部中间设有第二弹簧腔,第二弹 簧腔外部设有至少两个第三弹簧腔。
29.第一外壳内部位于第二弹簧腔上方的位置设有一个t型油道,t型油道底板端口与 第二弹簧腔顶部贯通连接、顶部端口与第三弹簧腔侧面贯通连接。
30.第一外壳外部设有y型油管,y型油管出口与第三弹簧腔顶部贯通连接。
31.第一外壳下方中心位置设有模切盘,模切盘与模切孔同轴布置,模切盘外径与模切 孔内径相同,模切盘中心设有通孔。
32.模切盘底部镶设有导向片,导向片底面与模切盘底面平行,导向片上方固定有第二 滑杆,第二滑杆通过通孔穿设至第二弹簧腔内部,第二滑杆顶面固定有第一弹簧座,位 于第二弹簧腔内部的第二滑杆上套设有第二弹簧,第二弹簧腔顶面设有触碰开关。
33.模切盘顶面固定有第一滑杆,第一滑杆穿设于第三弹簧腔内部,第一滑杆顶面固定 有活塞,活塞的高度为模切盘行程的两倍至三倍之间,位于第三弹簧腔内部的第一滑杆 上套设有第一弹簧。
34.当活塞与第三弹簧腔顶面接触时,t型油道与第三弹簧腔之间接口的位置被活塞遮 挡,t型油道与第三弹簧腔之间接口底部与第三弹簧腔顶面之间的距离与模切盘行程相 同。
35.活塞圆周面上设有定位孔,第一外壳上设有与第三弹簧腔贯通连接的通孔,通孔外 部固定有电磁铁,电磁铁的伸缩杆穿过通孔与活塞圆周面接触。
36.当活塞移动至最上方时,定位孔位于电磁铁伸缩杆的最上方,定位孔轴线与电磁铁 伸缩杆轴线之间的距离与模切盘行程相同。
37.优选的,所述的底板上方位于模切器的前后两端分别设有一个压板。
38.压板中心位置上方固定有第三滑杆,顶板与第三滑杆对应的位置固定有立柱,立柱 内部设有第一弹簧腔,第三滑杆末端穿设至第一弹簧腔内部,第三滑杆顶面固定有第二 弹簧座。
39.位于第一弹簧腔内部的第三滑杆上套设有第三弹簧。
40.顶板上方设有液压油总管,液压油总管上分别贯通连接的有压板支管以及模切器支 管,压板支管长度比模切器支管长度短,压板支管相比于模切器支管更靠近液压油总管 的入口。
41.压板支管与第一弹簧腔顶部贯通连接,模切器支管与y型油管入口贯通连接。
42.压板两侧上方各设有一根导杆,导杆顶部穿过顶板。
43.优选的,所述的振动器下方设有低杆,安装板上方设有连接杆,底板与连接杆之间 通过减震装置进行连接。
44.优选的,传送机构位于电子标签承载带移动方向前端的弧形区域外部罩设有弧形防 护罩,弧形防护罩的弧度为90
°
~180
°
,弧形防护罩下侧端面与其包裹的转轴的轴线 位于同一垂直面上。
45.弧形防护罩与支架固定连接。
46.传送机构内部设有击打装置,击打装置包括第二转杆、圆柱以及弧形板。
47.第二转杆两端穿设至支架内壁中,第二转杆一端与第三电机的输出轴固定连接,若 干个圆柱与第二转杆相互垂直且固定连接。
48.弧形板的弧面背向圆柱,弧形板与圆柱对应的端面上固定有第四滑杆,第四滑杆末 端穿设至圆柱内部的弹簧腔内部,第四滑杆末端固定有第三弹簧座,位于圆柱弹簧座内 部的第四滑杆外部套设有第四弹簧。
49.第四滑杆处于垂直状态时,第四滑杆轴线与弧形防护罩底部端面之间的距离与垫片 模具的宽度相同。
50.击打装置下方设有分拣传送带,分拣传送带位于传送机构的下方,分拣传送带与传 送机构相互垂直布置。
51.分拣传送带上端固定有电子标签读取器,电子标签读取器正下方设有第一对射光电 传感器,第一对射光电传感器的发射器以及接收器分别设置于分拣传送带的两侧。
52.分拣传送带侧面固定有电动推杆,电动推杆位于电子标签读取器的前端,电动推杆 与电子标签读取器之间间隔的距离与垫片模具上相邻两个模槽之间的距离相同。
53.分拣传送带与电动推杆相对应的另一侧固定有倾斜向下布置的斜板,斜板的宽度大 于模槽的内径。
54.与现有技术相比,本发明所具有的有益效果:
55.(1)将电子标签与二维码信息进行关联对应,使产品同时具有无线射频识别鉴别 功能也有手机扫描验证功能,满足不同受众的需求。
56.(2)将垫片塞入瓶盖中,电子标签信息及二维码信息隐藏于瓶盖内部,瓶盖未开 启之前不能被转移使用,使用时二维码朝向瓶子内侧,用于开盖后扫描,可进行兑奖促 销使用。
57.(3)将电子标签设置在垫片内部,避免使用过程中电子标签损坏。
附图说明
58.下面结合附图和实施例对本发明进一步说明。
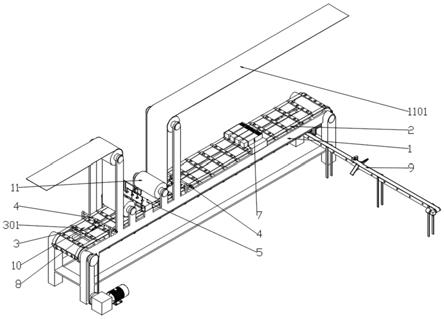
59.图1为本发明电子标识防伪垫片制备装置使用时外形图,
60.图2为本发明电子标识防伪垫片制备装置去除电子标签带后外形图,
61.图3为本发明电子标识防伪垫片制备装置纵向剖视图,
62.图4为本发明电子标识防伪垫片制备装置横向剖视图,
63.图5为本发明电子标识防伪垫片制备装置为击打装置处横向剖视图,
64.图6为本发明电子标识防伪垫片制备装置为激光打码机处横向剖视图,
65.图7为图3中a处局部放大图,
66.图8为本发明电子标识防伪垫片制备装置传送机构外形图,
67.图9为本发明电子标识防伪垫片制备装置传送机构横向剖视图,
68.图10为图9中b处局部放大图,
69.图11为本发明电子标识防伪垫片制备装置传送机构纵向剖视图,
70.图12为图11中c处局部放大图,
71.图13为本发明电子标识防伪垫片制备装置击打装置外形图,
72.图14为本发明电子标识防伪垫片制备装置击打装置剖视图,
73.图15为图14中d处局部放大图,
74.图16为本发明电子标识防伪垫片制备装置翻转板外形图,
75.图17为本发明电子标识防伪垫片制备装置发泡材料注入装置外形图,
76.图18为本发明电子标识防伪垫片制备装置振动装置分解图,
77.图19为本发明电子标识防伪垫片制备装置分拣传送带外形图,
78.图20为图19中e处局部放大图,
79.图21为本发明电子标识防伪垫片制备装置模切装置外形图,
80.图22为本发明电子标识防伪垫片制备装置模切装置局部剖视图,
81.图23为本发明电子标识防伪垫片制备装置模切装置横向剖视图,
82.图24为本发明电子标识防伪垫片制备装置模切器外壳局部剖视图,
83.图25为本发明电子标识防伪垫片制备装置模切器分解图,
84.图26为本发明电子标识防伪垫片制备装置涂油装置外形图,
85.图27为本发明电子标识防伪垫片制备装置涂油装置纵向剖视图,
86.图28为本发明电子标识防伪垫片制备装置涂油装置横向剖视图,
87.图29为本发明电子标识防伪垫片制备装置涂油装置花键处剖视图。
88.图中:1-支架、2-传送机构、201-橡胶带、2011-梯形凹槽、202-转轴、203-驱动 装置、3-垫片模具、301-模槽、302-凹槽、303-放置板、304-第一转杆、4-发泡材料注 入装置、401-总管、402-电控阀门、403-排出管、404-传感器支架、5-模切装置、501
‑ꢀ
底板、5011-模
切孔、502-顶板、5021-立柱、5022-第一弹簧腔、503-模切器、5031
‑ꢀ
第一外壳、50311-第二弹簧腔、50312-第三弹簧腔、50313-t型油道、5032-y型油管、 5033-电磁铁、5034-模切盘、50341-通孔、50342-第一滑杆、50343-活塞、503431-定 位孔、50344-第一弹簧、5035-导向片、50351-第二滑杆、50352-第二弹簧、50353-第 一弹簧座、504-压板、5041-第三滑杆、5042-第三弹簧、5043-第二弹簧座、5044-导杆、 505-液压油总管、5051-压板支管、5052-模切器支管、506-触碰开关、6-涂油装置、601
‑ꢀ
第二外壳、6011-油腔、6012-控制腔、602-海绵、603-连接杆、6031-花键、604-转套、 605-同步带、606-皮带轮、6061-第一电机、607-螺杆、6071-第二电机、608-卡板、609
‑ꢀ
支撑架、7-激光打码机、8-振动装置、801-振动器、802-底杆、803-减震装置、8031
‑ꢀ
中心块、8032-套环、804-连接杆、805-安装板、9-分拣传送带、901-电子标签读取器、 902-斜板、903-电动推杆、904-第一对射光电传感器、10-水平板、11-导轮、1101-电 子标签承载带、12-弧形防护罩、13-击打装置、1301-第二转杆、1302-第三电机、1303
‑ꢀ
圆柱、1304-弧形板、13041-第四滑杆、13042-第三弹簧座、1305-第四弹簧、14-翻转 板、1401-平板、1402-边板、1403-转轴、1404-第四电机、15-第二对射光电传感器。
具体实施方式
89.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可 理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名 称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在 通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不 限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范 围内解决所述技术问题,基本达到所述技术效果。
90.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、
ꢀ“
右”、水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了 便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方 位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
91.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、
ꢀ“
固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体 地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间 接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体 情况理解上述术语在本发明中的具体含义。
92.以下结合附图对本发明电子标识防伪垫片及其制备装置作进一步详细说明,但不作 为对本发明的限定。
93.电子标识防伪垫片,包括垫片本体,垫片本体内部设有电子标签,垫片不与瓶盖接 触的一端设有二维码。电子标签可以直接被垫片本体包裹,也可以分层布置,即两层垫 片中间夹设有一层电子标签。
94.所述的垫片本体的材料为化学发泡材料或橡胶或乳胶或环氧树脂,本实施例中采用 化学发泡材料。
95.电子标识防伪垫片的制备装置,包括支架1,支架1包括两个侧板、侧板下方固定 的支撑腿以及支撑腿之间固定连接的连接板组成。
之间的距离与垫片模具3的宽度相同。
109.在第四弹簧1305的推动下,弧形板1304弧形底面的中心至第二转杆1301轴线之 间的距离大于第二转杆1301轴线至其下方垫片模具3底面之间的距离,且小于第二转 杆1301轴线至其下方垫片模具3顶面之间的距离。弧形板1304弧形底面的最低点与端 部之间的垂直距离小于垫片模具3的厚度。
110.第二转杆1301旋转,使弧形板1304敲击垫片模具3,促使其内部成型的垫片脱落。 敲击后弧形板1304挤压第四弹簧1305,缩短其与第二转杆1301之间的间距,因此垫 片模具3不会对其旋转产生干涩。
111.击打装置13下方设有分拣传送带9,分拣传送带9为现有技术。分拣传送带9位 于传送机构2的下方,分拣传送带9与传送机构2相互垂直布置。
112.分拣传送带9上端固定有电子标签读取器901,电子标签读取器901正下方设有第 一对射光电传感器904,第一对射光电传感器904的发射器以及接收器分别设置于分拣 传送带9的两侧。
113.分拣传送带9侧面固定有电动推杆903,电动推杆903位于电子标签读取器901的 前端,电动推杆903与电子标签读取器901之间间隔的距离与垫片模具3上相邻两个模 槽301之间的距离相同。
114.分拣传送带9与电动推杆903相对应的另一侧固定有倾斜向下布置的斜板902,斜 板902的宽度大于模槽301的内径。
115.成型的垫片掉落到分拣传送带9上,分拣传送带9带其移动,当移动至电子标签读 取器901正下方时,第一对射光电传感器904被阻挡,检测到信号,电子标签读取器 901开启,识别垫片内部的电子标签。如果无法识别,则为残次品。这是当该垫片移动 至电动推杆903位置时,电动推杆903通电,将垫片推动到斜板902内部,进而滑落到 废品回收盒内部。由于电动推杆903与电子标签读取器901之间的距离固定不动,废品 垫片从电子标签读取器901移动至电动推杆903时的时间可知,因此本实施例中,电动 推杆903控制开关采用延时开关即可。
116.除了需要对垫片内部电子标签的好坏进行检测外,还需对其表面的二维码完整度进 行检查。因此本实施例中,垫片模具3与分拣传送带9之间设有翻转板14,翻转板14 宽度大于垫片外径,翻转板14包括水平布置的平板1401以及平板1401宽度方向的两 端凸的边板1402,平板1401长度方向的两端中心位置分别固定有一根转轴1403,转轴 1403与支架1转动连接,其中一个转轴1403与第四电机1404的输出轴固定连接,第 四电机1404与支架1固定连接。
117.垫片模具3上的垫片垂直掉落到平板1401上,平板1401旋转180
°
,再将垫片垂 直掉落到分拣传送带9上。因此相当于将垫片翻面,使其刻有二维码的一面朝上。通过 人工视检来判断二维码的完成度、好坏,进行产品分拣。
118.由于需要对移动至橡胶带201上方的垫片模具3进行注料等操作,因此需要垫片模 具3运行平稳,沿直线运动,运动过程中不会产生上下起伏。因此在两个橡胶带201之 间设有与支架1固定连接的水平板10,水平板10位于转轴202轴线上方,水平板10 顶面与位于其上方的垫片模具3的底面接触。
119.水平板10两端均设有一个斜面,便于垫片模具3上下水平板10时不会产生干涉。
120.传送机构2上方沿电子标签承载带1101前进方向的先后循序依次设有模切装置5、 发泡材料注入装置4以及激光打码机7,发泡材料注入装置4、模切装置5以及激光打 码机7均与支架1固定连接。
121.传送机构2上方设有至少两个与支架1转动连接的导轮11,两个导轮11一高一低 交错布置,位于底点的导轮11设置于发泡材料注入装置4与模切装置5之间,位于高 点的导轮11高度高于发泡材料注入装置4。
122.电子标签承载带1101通过模切装置5后先后与位于低点的导轮11以及位于高点的 导轮11接触。这样使得电子标签承载带1101经过模切装置5将其上方的电子标签模切 下来,然后剩余的物料通过低点的导轮11导向,向上方移动然后再讲过高点的导轮11 导向后在进行水平移动,使电子标签承载带1101避开发泡材料注入装置4,不会对发 泡材料注入装置4的工作产生干涩。
123.由于本实施例中,制作出来的垫片在电子标签的上下两端均设有发泡材料层,因此, 本实施例中,所述的模切装置5两端均设有一个发泡材料注入装置4,传送机构2上方 设有两组导轮11,每组导轮11包含一个低位的导轮11以及一个高位的导轮11。
124.两组导轮11相对于模切装置5对称布置,低位的导轮11位于模切装置5与发泡材 料注入装置4之间。
125.所述的发泡材料注入装置4包括总管401、电控阀门402以及排出管403,电控阀 门402设置于总管401的入口处,若干个排出管403位于总管401下方、并与总管401 贯通连接。总管401入口与厂区发泡材料总管道贯通连接。
126.排出管403开口垂直朝下布置,排出管403数量与模槽301数量相同,排出管403 轴线与模槽301轴线位于同一垂直面上,当垫片模具3移动至发泡材料注入装置4的正 下方时,排出管403轴线与模槽301轴线位于同一垂直线上。
127.为了在向模槽301内部注入发泡材料时,发泡材料上端面平齐,内部致密。本实施 例中增设了振动装置8。
128.振动装置8位于发泡材料注入装置4正下方,振动装置8包括振动器801以及安装 板805,振动器801采用现有技术。所述的振动器801下方设有低杆802,安装板805 上方设有连接杆804,底板802与连接杆804之间通过减震装置803进行连接。减震装 置803包括橡胶支撑的中心块8031以及套环8032,中心块8031插入于套环8032内部, 中心块8031与低杆802固定连接,套管8032与连接杆804固定连接。
129.为了进一步增加振动器801与垫片模具3的接触面积,垫片模具3的底面内凹有凹 槽302,凹槽302宽度与振动器801宽度相同。当垫片模具3移动至振动器801的正上 方时,振动器801插入至凹槽302内部,与凹槽302内壁接触。为了便于振动器801插 入,凹槽302前端端口设有倒角。
130.所述的总管401上固定有传感器支架404,传感器支架404与安装板805上设有两 组第二对射光电传感器15,两组第二对射光电传感器15之间的间距与垫片模具3的宽 度相同。
131.为了加快模槽301内部注入的材料定型,发泡材料注入装置4前端(即电子标签承 载带1101运行方向的前端)设置有干燥系统,一般采用热风或烘烤的方式初始其快速 定型,干燥系统采用现有技术。
132.每组第二对射光电传感器15所包含的发射器以及接收器分别与传感器支架404以 及安装板805固定连接。
133.两组第二对射光电传感器15检测垫片模具3是否进入两者之间。
134.模切装置5包括相互固定连接的底板501以及顶板502,底板501底面高于垫片模 具3的顶面、或与垫片模具3的顶面位于同一水平面上,底板501上设有一排模切孔 5011,模切孔5011与模槽301内径相同或小于模槽301的内径。模切孔5011与模槽 301轴线位于同一垂直面上,模切孔5011上方设有模切器503,模切器503与顶板502 固定连接。
135.与模槽301等数量的激光打码机7呈一排设置于传送机构2上方,激光打码机7的 镜头垂直朝下布置,镜头轴线与模槽301轴线位于同一垂直面上。激光打码机7为现有 技术。
136.垫片模具3移动至底板501下方,使模切孔5011的轴线与模槽301的轴线重合。 电子标签承载带1101从底板501上方移动,使电子标签承载带1101上的电子标签置于 模切器503与模切孔5011之间。然后橡胶带201停止移动,模切器503将电子标签切 下,电子标签沿着模切孔5011滑落到模槽301内部。
137.添加了电子标签的垫片模具3继续向前移动,移动至两组第二对射光电传感器之 间,此时驱动装置203断电橡胶带201停止转动。排出管403位于模槽301正上方,向 其内部注入发泡材料,将电子芯片覆盖。
138.然后该垫片模具3继续向前移动,移动至激光打码机7下方,此时发泡材料已经硬 化,与电子标签一同形成一个垫片,激光打码机7在垫片上方刻印二维码。
139.为了更好的实现模切以及下料,本实施例中,所述的模切器503包括第一外壳5031。 第一外壳5031内部中间设有第二弹簧腔50311,第二弹簧腔50311外部设有至少两个 第三弹簧腔50312。
140.第一外壳5031内部位于第二弹簧腔50311上方的位置设有一个t型油道50313,t 型油道50313底板端口与第二弹簧腔50311顶部贯通连接、顶部端口与第三弹簧腔50312 侧面贯通连接。
141.第一外壳5031外部设有y型油管5032,y型油管5032出口与第三弹簧腔50312顶 部贯通连接。
142.第一外壳5031下方中心位置设有模切盘5034,模切盘5034与模切孔5011同轴布 置,模切盘5034外径与模切孔5011内径相同,模切盘5034中心设有通孔50341。模 切盘5034位于最上方时,其底面与模切孔5011顶面之间的间距大于电子标签承载带 1101的厚度。
143.模切盘5034底部镶设有导向片5035,导向片5035底面与模切盘5034底面平行, 导向片5035上方固定有第二滑杆50351,第二滑杆50351通过通孔50341穿设至第二 弹簧腔50311内部,第二滑杆50351顶面固定有第一弹簧座50353,位于第二弹簧腔 50311内部的第二滑杆50351上套设有第二弹簧50352,第二弹簧腔50311顶面设有触 碰开关506。
144.模切盘5034顶面固定有第一滑杆50342,第一滑杆50342穿设于第三弹簧腔50312 内部,第一滑杆50342顶面固定有活塞50343,活塞50343的高度为模切盘5034行程 的两倍至三倍之间,位于第三弹簧腔50312内部的第一滑杆50342上套设有第一弹簧 50344。
145.当活塞50343与第三弹簧腔50312顶面接触时,t型油道50313与第三弹簧腔50312 之间接口的位置被活塞50343遮挡,t型油道50313与第三弹簧腔50312之间接口底部 与第
涂油装置6包括上端敞口布置的第二外壳601,第二外壳601与支架1固定连接。第二 外壳601内部设有隔板,隔板将第二外壳601分成上下两层,上层为油腔6011,下层 为控制腔6012,油腔6011内部添加有润滑油。
159.油腔6011内部设有与模槽301等数量的圆柱形海绵602,海绵602与模槽301一 一对应,向其内壁以及底面涂抹润滑油。海绵602轴线处固定有连接杆603。连接杆603 下方穿设至控制腔6012内部,并固定有花键6031。
160.控制腔6012内部设有若干个垂直布置的转套604,转套604通过支撑架609进行 支撑。转套604内部设有花键槽,花键6031插设于转套604内部的花键槽内部,并可 上下活动。
161.控制腔6012一端设有皮带轮606,各个转套604上同样设有皮带轮,皮带轮606 与转套604的皮带轮共同套设有一根同步带605。皮带轮606与第一电机6061的输出 轴固定连接。
162.所有的连接杆603均穿过一个卡板608,连接杆603位于卡板608的上下两侧分别 套设有一个卡环,连接杆603与卡板608转动连接。卡板608一端螺纹连接有垂直布置 的螺杆607,螺杆607端部与第二电机6071输出轴连接。
163.电子标识防伪垫片的制备装置还设有电控柜,电子标识防伪垫片的制备装置所包含 的所有电气件均与电控柜电性连接。
164.当一个垫片模具3移动至两组第二对射光电传感器15之间时,传送机构2停止运 转。此时排出管403与其下方的垫片模具3的模槽301同轴、模切装置5下方的垫片模 具3的模槽301与模切孔5011同轴、激光打码机7的镜头正对着其下方的模槽301、 涂油装置6上方垫片模具3的模槽301与海绵602同轴。
165.电子标签承载带1101前后两端分别与送料机以及卷料机连接,均为现有技术。
166.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方 式,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的 前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1