一种精密注塑机自动调模方法与流程
1.本发明涉及一种自动调模方法,尤其是涉及一种精密注塑机自动调模方法。
背景技术:
2.在工业领域,精密注塑机扮演着无可代替的角色,其中精密注塑机的自动调模是一个重要的课题。精密注塑机在更换模具后,由于模具厚度、材质等的改变,关模后其锁模力也发生变化。于是,需要对调模位置以及模具进行适配性调整,从而获得期望的锁模力。因此,如何快速且精准地实现精密注塑机的自动调模,引起了国内外研究人员的重视和广泛研究。
3.目前,精密注塑机自动调模方法主要为基于二分法的自动调模方法,基于二分法的自动调模方法通过不断把最优调模位置所在的区间一分为二,使区间的两个端点逐步逼近最优调模位置,进而得到最优调模位置的近似值。基于二分法的自动调模方法是一种渐进式的调模方法,完成自动调模所需的压模次数至少需要四、五次,由此存在调模周期过长的缺点。
技术实现要素:
4.本发明所要解决的技术问题是提供一种仅需两次压模即可完成自动调模,调模周期短的精密注塑机自动调模方法。
5.本发明解决上述技术问题所采用的技术方案为:一种精密注塑机自动调模方法,包括以下步骤:
6.步骤1、构建精密注塑机的“调模信息表”,其中调模信息表含两列数据:第一列数据为“调模位置”(正整数,单位为齿),第二列数据为“最小设定压力”(正整数,单位为bar),两列数据一一对应,每个调模位置对应一个最小设定压力,“调模位置”和“最小设定压力”以数据对的形式存放在调模信息表中,每组数据对中,“最小设定压力”为在对应“调模位置”上执行关模压模动作时,使得关模终io点亮起所需高压锁模压力设定值的最小值;构建“调模信息表”的具体过程为:
7.步骤1-1、设定高压锁模压力设定值p为精密注塑机压力上限p
max
,使用基于二分法的自动调模方法得到此时的最优调模位置,记为x
max
;设定高压锁模压力设定值p为精密注塑机压力下限p
min
,使用基于二分法的自动调模方法得到此时的最优调模位置,记为x
min
,至此,确定“调模信息表”所需构建的数据对数量为n=x
max-x
min
+1个,将“调模信息表”中第k组数据对记为(xk,pk),k=1,2,3,...,n,其中第1组数据对(x1,p1)的取值为(x
min
,p
min
),第n组数据对(xn,pn)的取值为(x
max
,p
max
),待采集的数据对为第2组至第n-1组数据对;设定变量t,将t初始化为1;
8.步骤1-2、记精密注塑机“最小设定压力”所在区间的下限为a,将a初始化为p
min
,上限为b,将b初始化为p
max
;
9.步骤1-3、判断t是否等于n-1,若是,则跳转至步骤1-6;否则,更新t的值为t的当前
值加1,执行开模动作,进而调模进1齿,得到当前调模位置记为x
t
,将当前“调模位置”x
t
对应的“最小设定压力”p
t
所在区间设定为(a,b],进入步骤1-4,其中a和b的取值均为其当前最新值;
10.步骤1-4、借助二分法计算“调模位置”x
t
对应的“最小设定压力”p
t
,具体过程为:
11.a、判断式(b-a)>1是否成立,若成立,则进入步骤b;若不成立,跳转至步骤1-5,其中a和b的取值均为其当前最新值;
12.b、设定精密注塑机高压锁模压力设定值p为(a+b)/2,其中a和b的取值均为其当前最新值;
13.c、执行关模动作,当开关模电子尺数值无变化持续t
·
(p
low
/p
max
)+0.2秒后,认为模板贴合且静止,其中,t
·
(p
low
/p
max
)为精密注塑机模具刚好贴合后,液压压力达到低压模保设定压力所需的最大时间,t为精密注塑机液压压力从0上升至最大压力p
max
所需要的时间,p
low
为低压模保压力的设定值,数值0.2为额外补偿时间,以确保液压压力有足够的时间达到低压模保压力;
14.d、执行压模动作,当开关模电子尺数值无变化持续t
·
(p/p
max
)+0.2秒后,判断关模终io点是否亮起,若是,将“最小设定压力”所在区间的下限a的值更新为当前高压锁模压力设定值p的取值;否则,将“最小设定压力”所在区间的上限b的值更新为当前高压锁模压力设定值p的取值;在更新完毕后,执行开模动作,转步骤a;
15.步骤1-5、先设定“调模位置”x
t
对应的“最小设定压力”p
t
为b,其中b的取值为其当前最新值,然后将“最小设定压力”所在区间的下限a的值更新为p
t
,接着将“最小设定压力”所在区间的上限b的值更新为p
max
,跳转至步骤1-3;
16.步骤1-6、“调模信息表”构建完成;
17.步骤2、当需要进行自动调模时,按下精密注塑机自动调模按键,进入精密注塑机自动调模阶段,具体过程为:
18.步骤2-1、执行关模压模动作,若关模终io点未亮起,则调退m齿(1≤m≤m,m为整数,m为能调退的最大齿数),继续执行关模压模动作,直到关模终io点亮起,进而调模进到底;若关模终io点亮起,则直接调模进到底;调模进到底后,此时的调模位置记为0;
19.步骤2-2、根据使用者设定的精密注塑机高压锁模压力p∈[p
min
,p
max
),查“调模信息表”,获取最佳调模位置,由于“最小设定压力”{p2,p3,...,p
n-1
}将设定值所在区间[p
min
,p
max
)分为n-1个区间,于是对于任意的设定值p∈[p
min
,p
max
),必定存在正整数j∈[1,n-1],使得p∈[pj,p
j+1
),于是,精密注塑机高压锁模压力设定值p对应的最佳调模位置为xj;
[0020]
步骤2-3、调模进xj+1齿,达到调模位置x
j+1
;
[0021]
步骤2-4、执行关模压模动作,判断关模终io点是否亮起,若未亮起,进入步骤2-5;否则,标记“调模信息表”异常,重复执行调模进1齿
→
关模压模动作,直到关模终io点亮起,进而调模退1齿,调模完成,记录最终的调模位置x
real
,用于后期调模信息表的自适应修订;
[0022]
步骤2-5、调模退1齿;
[0023]
步骤2-6、执行关模压模动作,判断关模终io点是否亮起,若是,则调模完成;否则,标记“调模信息表”异常,重复执行调模退1齿
→
关模压模动作,直到关模终io点亮起,调模完成,记录最终的调模位置x
real
,用于后期调模信息表的自适应修订。
[0024]
所述的步骤2-4中调模信息表的自适应修订过程为:根据精密注塑机高压锁模压
力设定值p对应的实际调模位置x
real
,确定调模信息表中需要修正的数据为:“调模位置”x
j+1
,x
j+2
,...,x
real
对应的“最小设定压力”p
j+1
,p
j+2
,...,p
real
,将p
j+1
,p
j+2
,...,p
real
的值都重置为精密注塑机高压锁模压力设定值p,至此,调模信息表的自适应完成。
[0025]
所述的步骤2-6中调模信息表的自适应修订过程为:根据精密注塑机高压锁模压力设定值p对应的实际调模位置x
real
,确定调模信息表中需要修正的数据为:“调模位置”x
real+1
,...,x
j-1
,xj对应的“最小设定压力”p
real+1
,...,p
j-1
,pj,将p
real+1
,...,p
j-1
,pj的值都重置为p+1,至此,调模信息表的自适应完成。
[0026]
与现有技术相比,本发明的优点在于通过先构建“调模信息表”,调模信息表含两列数据:第一列数据为“调模位置”(正整数,单位为齿),第二列数据为“最小设定压力”(正整数,单位为bar),然后在后续每次自动调模时,根据使用者设定的精密注塑机高压锁模压力,从“调模信息表”获取到相应的调模位置,仅需两次压模即可完成自动调模,且“调模信息表”只需要构建一次,在后续自动调模过程中,每次调模数据都能反馈给“调模信息表”,“调模信息表”能够进行自适应更新,实现“调模信息表”跟随机器状态,进一步优化调模速度,本发明仅需两次压模即可完成自动调模,调模周期短,实验验证本发明的方法相对于现有方法,调模时间平均缩短约19秒(55%),最高缩短32秒(68%)。
附图说明
[0027]
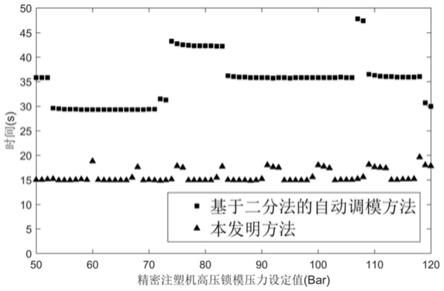
图1为本发明的精密注塑机自动调模方法与现有的基于二分法的自动调模方法的调模时间对比图;
[0028]
图2为本发明的精密注塑机自动调模方法在“调模信息表”自适应前后的调模时间对比图。
具体实施方式
[0029]
以下结合附图实施例对本发明作进一步详细描述。
[0030]
实施例:一种精密注塑机自动调模方法,包括以下步骤:
[0031]
步骤1、构建精密注塑机的“调模信息表”,其中调模信息表含两列数据:第一列数据为“调模位置”(正整数,单位为齿),第二列数据为“最小设定压力”(正整数,单位为bar),两列数据一一对应,每个调模位置对应一个最小设定压力,“调模位置”和“最小设定压力”以数据对的形式存放在调模信息表中,每组数据对中,“最小设定压力”为在对应“调模位置”上执行关模压模动作时,使得关模终io点亮起所需高压锁模压力设定值的最小值;构建“调模信息表”的具体过程为:
[0032]
步骤1-1、设定高压锁模压力设定值p为精密注塑机压力上限p
max
,使用基于二分法的自动调模方法得到此时的最优调模位置,记为x
max
;设定高压锁模压力设定值p为精密注塑机压力下限p
min
,使用基于二分法的自动调模方法得到此时的最优调模位置,记为x
min
,至此,确定“调模信息表”所需构建的数据对数量为n=x
max-x
min
+1个,将“调模信息表”中第k组数据对记为(xk,pk),k=1,2,3,...,n,其中第1组数据对(x1,p1)的取值为(x
min
,p
min
),第n组数据对(xn,pn)的取值为(x
max
,p
max
),待采集的数据对为第2组至第n-1组数据对;设定变量t,将t初始化为1;
[0033]
步骤1-2、记精密注塑机“最小设定压力”所在区间的下限为a,将a初始化为p
min
,上
限为b,将b初始化为p
max
;
[0034]
步骤1-3、判断t是否等于n-1,若是,则跳转至步骤1-6;否则,更新t的值为t的当前值加1,执行开模动作,进而调模进1齿,得到当前调模位置记为x
t
,将当前“调模位置”x
t
对应的“最小设定压力”p
t
所在区间设定为(a,b],进入步骤1-4,其中a和b的取值均为其当前最新值;
[0035]
步骤1-4、借助二分法计算“调模位置”x
t
对应的“最小设定压力”p
t
,具体过程为:
[0036]
a、判断式(b-a)>1是否成立,若成立,则进入步骤b;若不成立,跳转至步骤1-5,其中a和b的取值均为其当前最新值;
[0037]
b、设定精密注塑机高压锁模压力设定值p为(a+b)/2,其中a和b的取值均为其当前最新值;
[0038]
c、执行关模动作,当开关模电子尺数值无变化持续t
·
(p
low
/p
max
)+0.2秒后,认为模板贴合且静止,其中,t
·
(p
low
/p
max
)为精密注塑机模具刚好贴合后,液压压力达到低压模保设定压力所需的最大时间,t为精密注塑机液压压力从0上升至最大压力p
max
所需要的时间,p
low
为低压模保压力的设定值,数值0.2为额外补偿时间,以确保液压压力有足够的时间达到低压模保压力;
[0039]
d、执行压模动作,当开关模电子尺数值无变化持续t
·
(p/p
max
)+0.2秒后,判断关模终io点是否亮起,若是,将“最小设定压力”所在区间的下限a的值更新为当前高压锁模压力设定值p的取值;否则,将“最小设定压力”所在区间的上限b的值更新为当前高压锁模压力设定值p的取值;在更新完毕后,执行开模动作,转步骤a;
[0040]
步骤1-5、先设定“调模位置”x
t
对应的“最小设定压力”p
t
为b,其中b的取值为其当前最新值,然后将“最小设定压力”所在区间的下限a的值更新为p
t
,接着将“最小设定压力”所在区间的上限b的值更新为p
max
,跳转至步骤1-3;
[0041]
步骤1-6、“调模信息表”构建完成;
[0042]
步骤2、当需要进行自动调模时,按下精密注塑机自动调模按键,进入精密注塑机自动调模阶段,具体过程为:
[0043]
步骤2-1、执行关模压模动作,若关模终io点未亮起,则调退m齿(1≤m≤m,m为整数,m为能调退的最大齿数),继续执行关模压模动作,直到关模终io点亮起,进而调模进到底;若关模终io点亮起,则直接调模进到底;调模进到底后,此时的调模位置记为0;
[0044]
步骤2-2、根据使用者设定的精密注塑机高压锁模压力p∈[p
min
,p
max
),查“调模信息表”,获取最佳调模位置,由于“最小设定压力”{p2,p3,...,p
n-1
}将设定值所在区间[p
min
,p
max
)分为n-1个区间,于是对于任意的设定值p∈[p
min
,p
max
),必定存在正整数j∈[1,n-1],使得p∈[pj,p
j+1
),于是,精密注塑机高压锁模压力设定值p对应的最佳调模位置为xj;
[0045]
步骤2-3、调模进xj+1齿,达到调模位置x
j+1
;
[0046]
步骤2-4、执行关模压模动作,判断关模终io点是否亮起,若未亮起,进入步骤2-5;否则,标记“调模信息表”异常,重复执行调模进1齿
→
关模压模动作,直到关模终io点亮起,进而调模退1齿,调模完成,记录最终的调模位置x
real
,用于后期调模信息表的自适应修订;
[0047]
步骤2-5、调模退1齿;
[0048]
步骤2-6、执行关模压模动作,判断关模终io点是否亮起,若是,则调模完成;否则,标记“调模信息表”异常,重复执行调模退1齿
→
关模压模动作,直到关模终io点亮起,调模
完成,记录最终的调模位置x
real
,用于后期调模信息表的自适应修订。
[0049]
本实施例中,步骤2-4中调模信息表的自适应修订过程为:根据精密注塑机高压锁模压力设定值p对应的实际调模位置x
real
,确定调模信息表中需要修正的数据为:“调模位置”x
j+1
,x
j+2
,...,x
real
对应的“最小设定压力”p
j+1
,p
j+2
,...,p
real
,将p
j+1
,p
j+2
,...,p
real
的值都重置为精密注塑机高压锁模压力设定值p,至此,调模信息表的自适应完成。
[0050]
本实施例中,步骤2-6中调模信息表的自适应修订过程为:根据精密注塑机高压锁模压力设定值p对应的实际调模位置x
real
,确定调模信息表中需要修正的数据为:“调模位置”x
real+1
,...,x
j-1
,xj对应的“最小设定压力”p
real+1
,...,p
j-1
,pj,将p
real+1
,...,p
j-1
,pj的值都重置为p+1,至此,调模信息表的自适应完成。
[0051]
本发明的精密注塑机自动调模方法与现有的基于二分法的自动调模方法的调模时间对比图如图1所示,分析图1可知,本发明的调模方法相对于现有的基于二分法的自动调模方法,调模时间平均缩短约19秒(55%),最高缩短32秒(68%)。
[0052]
本发明的精密注塑机自动调模方法在“调模信息表”自适应前后的调模时间对比图如图2所示,分析图2可知,本发明的精密注塑机自动调模方法在“调模信息表”自适应修订后,调模时间也得到了明显缩短。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1