玩具轮胎组装设备的制作方法
1.本发明涉及玩具组装生产技术领域,尤其涉及一种玩具轮胎组装设备。
背景技术:
2.在车类玩具中,为了保证玩具轮胎的使用寿命并使车类玩具能有较好的使用体验,玩具轮胎一般会在轮毂外装配有橡胶外胎。轮毂能与玩具车进行组装连接,外胎能够减少轮子的颠簸感,且能有效的保护车毂,延长玩具轮胎的使用寿命。现有技术中,大都是通过人工将外胎组装于轮毂上,组装效率低下,而且人工组装时,容易因为力度太小而组装不到位,在力度过大时则可能会损伤外胎或轮毂。现有的一些用于组装轮毂与外胎的设备,大都结构复杂,或自动化程度低,装配效率低,人工成本高。
3.因此,有必要提供一种可以自动对轮毂与外胎进行组装且组装效率高的玩具轮胎组装设备。
技术实现要素:
4.本发明的目的在于提供一种可以自动对轮毂与外胎进行组装且组装效率高的玩具轮胎组装设备。
5.为实现上述目的,本发明提供了一种玩具轮胎组装设备,适用于组装玩具轮胎的轮毂与外胎,包括机架以及设置于机架两侧的第一振动盘和第二振动盘,第一振动盘用于外胎振动出料,第二振动盘用于轮毂振动出料;机架上设置有第一放料机构、第一取料机构、第一组装装置、第二放料机构、第二取料机构和第二组装装置;第一放料机构连接于第一振动盘,第一取料机构呈活动的设置于第一放料机构的上方;第二放料机构连接于第二振动盘,第二取料机构呈活动的设置于第二放料机构的上方,第二组装装置包括可伸缩的定位机构和可张合的预装机构;第一取料机构在第一放料机构上拾取外胎并使外胎翻转预设角度,第一取料机构带动外胎移动至第一组装装置和预装机构之间,第一组装装置动作以定位外胎;第二取料机构在第二放料机构上拾取轮毂并翻转预设角度,第二取料机构带动轮毂移动至预装机构和定位机构之间,定位机构动作以带动轮毂穿过预装机构并使预装机构撑大外胎的一端,以使轮毂安装于外胎内。
6.较佳地,预装机构包括固定组件和装配组件,装配组件可开合的安装于固定组件上,装配组件内设置有供定位机构穿过的中空腔体。
7.较佳地,装配组件包括安装件和多个夹爪件,多个夹爪件可活动的安装于安装件上,多个夹爪件在安装件上由靠近定位机构的一端朝远离定位机构的一端呈外径由大渐小的渐变结构,以使中空腔体呈体积由大渐小的渐变结构,定位机构在中空腔体内滑动以使多个夹爪件往外张开以撑大外胎的一端,以在外胎内装入轮毂。
8.较佳地,夹爪件上设置有与安装件配合的转动部,夹爪件借由转动部可转动的安装于安装件上,定位机构在中空腔体中挤推夹爪件以使夹爪件沿转动部转动以能向外张开。
9.较佳地,装配组件外圈周设有用于复位的弹性件,借由弹性件以使张开的多个夹爪件始终具有向内收合的趋势。
10.较佳地,定位机构包括第一滑动组件、安装组件、第一动力组件、第二滑动组件、定位组件和第二动力组件,第一滑动组件安装于机架上,安装组件位于第一动力组件的输出端且安装组件安装于第一滑动组件上,定位组件通过第二滑动组件安装于安装组件上且定位组件连接于第二动力组件,第二动力组件动作以使定位组件定位轮毂,第一动力组件动作以使定位组件带动轮毂伸入装配组件内以与所述外胎组装在一起。
11.较佳地,定位组件包括推杆和设置于推杆上的定位件,定位件包括用于定位轮毂的第一定位部和第二定位部,借由第一定位部和第二定位部以使轮毂稳固的设置于定位件上。
12.较佳地,第一放料机构包括连接于第一振动盘的放料位,放料位上设置有与第一取料机构配合的避位部,借由避位部以使第一取料机构能在放料位上拾取工件,第二放料机构的结构与第一放料机构的结构相同。
13.较佳地,第一取料机构包括横向移动组件、纵向移动组件、旋转组件和夹料组件,纵向移动组件安装于横向移动组件上,旋转组件安装于纵向移动组件上,夹料组件位于旋转组件的输出端,横向移动组件带动夹料组件在横向上移动,纵向移动组件带动夹料组件升降活动,旋转组件用于带动夹料组件旋转预设角度;夹料组件包括第一夹料件和第二夹料件,第一夹料件和第二夹料件均包括呈弧形的夹料部;第二取料机构的结构与第一取料机构的结构相同。
14.较佳地,机架上开设有下料口,下料口位于第一组装装置和第二组装装置之间。
15.采用以上技术方案后,本发明的玩具轮胎组装设备,适用于组装玩具轮胎的轮毂与外胎。玩具轮胎组装设备包括机架以及设置于机架两侧的第一振动盘和第二振动盘,第一振动盘用于外胎振动出料,第二振动盘用于轮毂振动出料。在机架上设置有第一放料机构、第一取料机构、第一组装装置、第二放料机构、第二取料机构和第二组装装置。其中,第一放料机构连接于第一振动盘,第一取料机构呈活动的设置于第一放料机构的上方。第二放料机构连接于第二振动盘,第二取料机构呈活动的设置于第二放料机构的上方,第二组装装置包括可伸缩的定位机构和可张合的预装机构。具体地,第一取料机构在第一放料机构上拾取外胎并使外胎翻转预设角度,第一取料机构带动外胎移动至第一组装装置和预装机构之间,第一组装装置动作以将外胎定位在第一组装装置和预装机构之间。第二取料机构在第二放料机构上拾取轮毂并翻转预设角度,第二取料机构带动轮毂移动至预装机构和定位机构之间,定位机构动作以带动轮毂穿过预装机构,定位机构在预装机构内时顶推预装机构,使得预装机构上的各个夹爪件向外转动以撑大外胎的一端,从而使得轮毂能更便捷的安装于外胎内。本发明的玩具轮胎组装设备,能够自动对轮毂与外胎进行组装,组装更便捷,且组装效率高。
附图说明
16.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
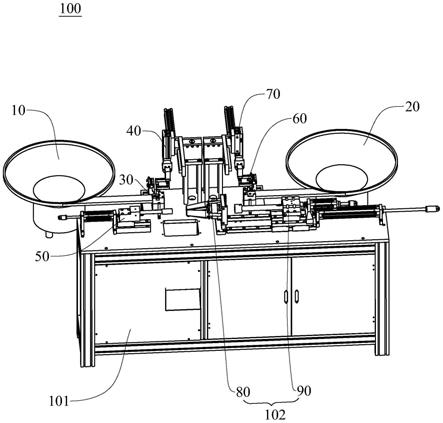
17.图1是本发明一实施例提供的玩具轮胎组装设备的结构图。
18.图2是图1中机架上各部件的结构图。
19.图3是图2中第二放料机构的结构图。
20.图4是图2中第一取料机构的结构图。
21.图5是图2的第一组装装置的结构图。
22.图6是图2中预装机构的结构图。
23.图7是图6另一角度的结构图。
24.图8是图7中安装件的结构图。
25.图9是图7中夹爪件的结构图。
26.图10是图2中定位机构的结构图。
27.图11是图10的局部结构图。
28.100、玩具轮胎组装设备;101、机架;103、下料口;104、接料口;
29.10、第一振动盘;
30.20、第二振动盘;
31.30、第一放料机构;31、放料组件;311、放料位;312、避位部;313、感应件;314、第一安装座;32、挡料组件;321、第二安装座;322、挡料气缸;323、挡料件;
32.40、第一取料机构;401、支撑架;41、横向移动组件;42、纵向移动组件;43、旋转组件;44、夹料组件;441、第一夹料件;442、第二夹料件;443、夹料部;
33.50、第一组装装置;51、第一气缸;52、底座;53、组装组件;531、组装件;5311、缓冲件;532、安装杆;
34.60、第二放料机构;
35.70、第二取料机构;
36.102、第二组装装置;80、预装机构;801、中空腔体;8011、第一内腔;8012、第二内腔;81、固定组件;811、固定座;8111、滑动槽;812、挡料板;82、装配组件;821、安装件;8211、夹爪安装部;8212、安装孔;8213、复位安装部;822、夹爪件;8221、转动部;8222、锁定部;8223、撑料部;8224、弧形面;823、弹性件;
37.90、定位机构;91、第一滑动组件;92、安装组件;93、第一动力组件;94、第二滑动组件;95、第二动力组件;96、定位组件;961、推杆;962、定位件;9621、第一定位部;9622、第二定位部。
具体实施方式
38.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
39.请参阅图1和图2,本发明提供了一种玩具轮胎组装设备100,适用于组装玩具轮胎的轮毂与外胎。玩具轮胎组装设备100包括机架101以及设置于机架101两侧的第一振动盘10和第二振动盘20,第一振动盘10用于外胎振动出料,第二振动盘20用于轮毂振动出料。在机架101上设置有第一放料机构30、第一取料机构40、第一组装装置50、第二放料机构60、第二取料机构70和第二组装装置102。其中,第一放料机构30连接于第一振动盘10,第一取料机构40呈活动的设置于第一放料机构30的上方。第二放料机构60连接于第二振动盘20,第
二取料机构70呈活动的设置于第二放料机构60的上方。第二组装装置102包括可伸缩的定位机构90和可张合的预装机构80。具体地,第一取料机构40在第一放料机构30上拾取外胎并使外胎翻转预设角度,第一取料机构40带动外胎移动至第一组装装置50和预装机构80之间,第一组装装置50动作以将外胎定位在第一组装装置50和预装机构80之间。第二取料机构70在第二放料机构60上拾取轮毂并翻转预设角度,第二取料机构70带动轮毂移动至预装机构80和定位机构90之间,定位机构90动作以带动轮毂穿过预装机构80并使预装机构80撑大外胎的一端,以使轮毂安装于外胎内。可以理解的,外胎从第一振动盘10中振动出料,并沿出料料道平放出料,通过第一取料机构40取料并将平放的外胎旋转90
°
以将外胎立起来,以便于后工序与轮毂进行配合组装,即预设角度为90
°
。另一方面,轮毂在第二振动盘20中振动出料亦是平放着沿料道进行走料,通过第二取料机构70将平放的轮毂旋转90
°
并立起来,以能更好的与外胎进行装配。
40.请参阅图3,在一些可选的实施例中,第一放料机构30包括放料组件31和挡料组件32。放料组件31上设置有连接于第一振动盘10的放料位311,放料位311用于留置外胎,以供第一取料机构40取料。其中,放料位311上设置有与第一取料机构40配合的避位部312,借由避位部312以使第一取料机构40能在放料位311上拾取工件。具体地,第一放料机构30包括设置于机架101上的第一安装座314,第一安装座314上设置有放料件,放料件上设置有放料位311,放料件的两侧还开设有供夹料组件44夹料的避位部312。夹料组件44穿过避位部312以能夹取放料位311上的工件。在避位部312的外侧还设置有用于感应定位夹料组件44的感应件313,借由感应件313以使夹料组件44能更好的进行取料,以免发生碰撞等干涉。另一方面,在放料组件31的一侧还设置有挡料组件32,挡料组件32包括第二安装座321以及安装于第二安装座321上的挡料气缸322和挡料件323,挡料件323位于挡料气缸322的输出端。挡料气缸322动作以使挡料件323伸缩,挡料件323凸伸时能阻挡料道上的工件进入放料位311。挡料件323收缩时,料道上的工件能够移动至放料位311上以供取料。设置有挡料组件32使得放料位311上的工件不会堆积,能够更好的进行取料。第二放料机构60的结构与第一放料机构30的结构相同,在此不再赘述。
41.请参阅图4,在一些可选的实施例中,第一取料机构40包括横向移动组件41、纵向移动组件42、旋转组件43和夹料组件44。其中,横向移动组件41安装于支撑架401上,纵向移动组件42安装于横向移动组件41上,旋转组件43安装于纵向移动组件42上,夹料组件44位于旋转组件43的输出端。横向移动组件41带动纵向移动组件42及安装于其上的其他部件在横向上移动,纵向移动组件42带动旋转组件43及连接于旋转组件43的各部件做升降活动。旋转组件43用于带动夹料组件44旋转预设角度,预设角度即为前面所述的90
°
。具体地,夹料组件44包括第一夹料件441和第二夹料件442,第一夹料件441和第二夹料442件均包括呈弧形的夹料部443。夹料组件44通过横向移动组件41能够在水平方向上移动,以将工件在放料位311上拾取到第一组装装置50和第二组装装置102之间。夹料组件44通过纵向移动组件42能够升降以在放料位311上拾取工件。夹料组件44通过旋转组件43能够将平放的工件立起来,以便在后工序中与其他部件进行组装。第一夹料件441和第二夹料件442上的夹料部443与外胎和轮毂的弧形外廓相匹配,以能更方便的进行拾取外胎或轮毂。第二取料机构70的结构与第一取料机构40的结构相同,在此不再赘述。
42.请参阅图5,在一些可选的实施例中,第一组装装置50与第二组装装置102同轴线
设置,以能更好的进行对位组装。第一组装装置50包括位于机架101上的底座52,底座52上安装有第一气缸51,组装组件53位于第一气缸51的输出端且呈滑动的安装于底座52上,底座52上设置有导轨,组装组件53安装于导轨上。组装组件53包括安装杆532和连接于安装杆532上的组装件531。具体地,第一取料机构40拾取外胎后移动至第一组装装置50和第二组装装置102之间,第一气缸51动作以使组装组件53在底座52上沿导轨滑动,以能将第一取料机构40上的工件推送至靠近第二组装装置102。在组装件531上与工件接触的端部设置有缓冲件5311,缓冲件5311可以为优力胶等,缓冲件5311直接作用于外胎,并将外胎推送至端部与预装机构80进行配合。缓冲件5311为优力胶,能够避免推料时组装件531撞击预装机构80而损坏预装机构80。
43.请参阅图6至图9,在一些可选的实施例中,预装机构80包括固定组件81和装配组件82。装配组件82可开合的安装于固定组件81上,装配组件82内设置有供定位机构90穿过的中空腔体801。固定组件81包括固定座811,固定座811上设置有滑动槽8111,滑动槽8111内滑动的安装有挡料板812,挡料板812用于挡料。在第二取料机构70拾取轮毂到预装机构80和定位机构90之间时,由于定位机构90要先与轮毂进行定位,此时,先通过挡料板812滑动进行挡料。在轮毂与定位机构90定位后,挡料板812再滑动退回到机架101内部,以使定位机构90能够带动轮毂穿过预装机构80。其中,装配组件82包括安装件821和多个夹爪件822,多个夹爪件822可活动的安装于安装件821上。多个夹爪件822在安装件821上由靠近定位机构90的一端朝远离定位机构90的一端呈外径由大渐小的渐变结构,以使中空腔体801呈体积由大渐小的渐变结构。定位机构90在中空腔体801内滑动以使多个夹爪件822往外张开以撑大外胎的一端,以便在外胎内装入轮毂。中空腔体801包括位于安装件821内的第一内腔8011和由多个夹爪件822组成的第二内腔8012。在第二内腔8012中内部呈体积由大渐小的渐变结构,定位机构90在第二内腔8012中活动时,由于内部空间变小会挤压顶推到夹爪件822内部的弧形面8224,从而使得夹爪件822往上转动,即多个夹爪件822同时向外张开,以能将位于预装机构80端部的外胎撑大,以便在外胎内装入轮毂。
44.请参阅图8和图9,在一些可选的实施例中,安装件821上设置有多个用于安装夹爪件822的夹爪安装部8211,每个夹爪安装部8211内设置有与夹爪件822上的转动部8221配合的安装孔8212,在安装件821上还设置有用于安装弹性件823的复位安装部8213。另一方面,夹爪件822上设置有与安装件821上的安装孔8212配合的转动部8221,夹爪件822借由转动部8221可转动的安装于夹爪安装部8211内。夹爪件822的端部还设置有与外胎进行配合的撑料部8223。具体地,定位机构90中的定位组件96在中空腔体801中活动,当第二内腔8012的空间逐渐变小时,定位件962挤推夹爪件822以使夹爪件822沿转动部8221转动以能向外张开。而外胎的一端在第一组装装置50的作用下套设于多个夹爪件822的撑料部8223上,夹爪件822上的撑料部8223能在一定范围内防止外胎滑出夹爪件822,外胎一般为具有一定弹性的橡胶件。当多个夹爪件822在定位件962的顶推下向外张开时,多个夹爪件822同时撑开外胎的一端,同时,位于定位件962上的轮毂在定位件962的推送下迅速便捷的装入外胎中,效率高,装配效果好。
45.请参阅图7,在一些可选的实施例中,装配组件82外圈周设有用于复位的弹性件823,借由弹性件823以使张开的多个夹爪件822始终具有向内收合的趋势。在安装件821上设置有用于安装弹性件823的复位安装部8213,在夹爪件822上设置有用于固定弹性件823
的锁定部8222。具体地,弹性件823可以为弹簧件,弹簧安装于复位安装部8213内并绕设于多个夹爪件822的外周,弹性件823安装完成后可以通过螺钉等固定于锁定部8222内。或者,弹性件823为环状的弹簧,环状弹簧安装于复位安装部8213内,在锁定部8222内设置螺钉等,以能限位环状弹簧的滑动,以免弹性件823滑出预装机构80外。可以理解的,定位件962克服弹性件823的压力挤推多个夹爪件822,当轮毂安装于外胎后,定位件962退回,多个夹爪件822在弹性件823的作用下复位,结构简单合理。
46.请参阅图10和图11,在一些可选的实施例中,定位机构90包括第一滑动组件91、安装组件92、第一动力组件93、第二滑动组件94、定位组件96和第二动力组件95。具体地,第一滑动组件91安装于机架101上,安装组件92位于第一动力组件93的输出端且安装组件92安装于第一滑动组件91上,定位组件96通过第二滑动组件94安装于安装组件92上且定位组件96连接于第二动力组件95,第二动力组件95动作以使定位组件96定位轮毂,第一动力组件93动作以使定位组件96带动轮毂伸入装配组件82内以与所述外胎组装在一起。其中,定位组件96包括推杆961和设置于推杆961上的定位件962,定位件962包括用于定位轮毂的第一定位部9621和第二定位部9622,借由第一定位部9621和第二定位部9622以使轮毂稳固的设置于定位件962上。可以理解的,第二取料机构70在第二放料机构60上拾取轮毂后,将轮毂移动至预装机构80和定位机构90之间,定位机构90动作以使定位件962靠近轮毂,定位件962上的第一定位部9621和第二定位部9622与轮毂进行配合,以使轮毂稳固的位于定位件962上,以便定位件962运送轮毂穿过预装机构80装配于外胎内。
47.请参阅图1和图2,在机架101上开设有下料口103,下料口103位于第一组装装置50和第二组装装置102之间。在轮毂安装于外胎后,第一组装装置50和第二组装装置102分开,以使玩具轮胎直接从下料口103进行下料,机架101的下端还设置有连通于下料口103的接料口104,可以直接从接料口104处接组装完成的工件。
48.如图1至图11所示,本发明的玩具轮胎组装设备100,适用于组装玩具轮胎的轮毂与外胎。玩具轮胎组装设备100包括机架101以及设置于机架101两侧的第一振动盘10和第二振动盘20,第一振动盘10用于外胎振动出料,第二振动盘20用于轮毂振动出料。在机架101上设置有第一放料机构30、第一取料机构40、第一组装装置50、第二放料机构60、第二取料机构70和第二组装装置102。其中,第一放料机构30连接于第一振动盘10,第一取料机构40呈活动的设置于第一放料机构30的上方。第二放料机构60连接于第二振动盘20,第二取料机构70呈活动的设置于第二放料机构60的上方,第二组装装置102包括可伸缩的定位机构90和可张合的预装机构80。具体地,第一取料机构40在第一放料机构30上拾取外胎并使外胎翻转预设角度,第一取料机构40带动外胎移动至第一组装装置50和预装机构80之间,第一组装装置50动作以将外胎定位在第一组装装置50和预装机构80之间。第二取料机构70在第二放料机构60上拾取轮毂并翻转预设角度,第二取料机构70带动轮毂移动至预装机构80和定位机构90之间。定位机构90动作以带动轮毂穿过预装机构80,定位机构90在预装机构80内时顶推预装机构80,使得预装机构80上的各个夹爪件822向外转动,而轮胎的一端套设于多个夹爪件822上,夹爪件822的转动使得外胎的一端被撑大,从而使得轮毂能更便捷的安装于外胎内。可以理解的,第一振动盘10和第二振动盘20同时动作,外胎被定位的同时,轮毂在预装机构80内传送,安装速度快,效率高。本发明的玩具轮胎组装设备100,能够自动对轮毂与外胎进行组装,组装方便,且组装效率高。
49.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1