用于踢脚线的覆膜装置的制作方法
1.本发明属于踢脚线生产辅助设备技术领域,具体涉及一种用于踢脚线的覆膜装置。
背景技术:
2.踢脚线是一种美化装饰物,主要用在居室设计中,能够起着视觉的平衡作用,以美化装饰效果,而且踢脚线还具有保护功能,可防止墙面底部受到冲击及污染。常见的非纯木踢脚线,是通过多种原材料混合后经过挤出机挤出,再途经冷却设备进行冷却,冷却后的踢脚线需要通过覆膜装置覆设一层木纹理层,即通过木纹理膜放料卷放出的木纹理膜热熔在踢脚线的上板面,并且在热熔完成后再将木纹理层的载体(一层塑料膜)撕下。
3.现有技术中,为了增加踢脚线的美观性,通常会在踢脚线的外板面上设置多条弧形沟槽,并且在踢脚线宽度方向的其中一端设置圆角结构。因此,踢脚线的造型较为独特,在进行覆设木纹理层时,其弧形沟槽的位置覆设的效果较差,经常会出现斑点,导致产品质量变差。特别是在踢脚线的圆角结构处,通常采用斜向设置的辅助轮,但是辅助轮与圆角结构的适配性较差,经常会导致圆角结构处的木纹理层缺失,或者因为载体褶皱而导致的木纹理层发生褶皱,使最终的产品质量较差。另外,踢脚线传递的过程中,在踢脚线的宽度方向经常会发生偏移,木纹理层相对踢脚线发生错位,也会导致产品质量变差。
技术实现要素:
4.本发明实施例提供一种用于踢脚线的覆膜装置,旨在能够解决现有的覆膜装置因无法适应踢脚线的造型而导致的覆膜效果差的问题。
5.为实现上述目的,本发明采用的技术方案是:提供一种用于踢脚线的覆膜装置,包括:
6.机架;转动设置有第一托料辊、第二托料辊及第三托料辊,所述第一托料辊、所述第二托料辊及所述第三托料辊用于沿着踢脚线的传递方向依次间隔设置,以托载踢脚线;
7.加热件,设置在所述机架上,且位于所述第一托料辊和所述第二托料辊之间,所述加热件具有用于供踢脚线通过并对踢脚线预热的加热通道;
8.压料组件,设有两个,两个所述压料组件均设置在所述机架上,且分别位于所述第一托料辊和所述第二托料辊的上方,用于压覆在踢脚线的上板面,分别与所述第一托料辊和所述第二托料辊共同对踢脚线在竖直方向上进行夹紧;
9.热熔组件,设置在所述机架上,且位于所述第二托料辊的上方,用于与所述第二托料辊共同在竖直方向上对踢脚线进行夹紧,同时将木纹理膜放料卷导出的木纹理膜压覆在踢脚线的上板面及弧形沟槽中,并在此过程中对木纹理膜进行加热,以使木纹理膜与踢脚线热熔;
10.擦边组件,设置在所述机架上,且位于所述第二托料辊和第三托料辊之间,用于对由所述热熔组件中导出的踢脚线圆角结构位置处进行擦动,以使木纹理膜覆设在圆角结构
处;以及
11.横向限位组件,设有两组,其中一组所述横向限位组件设置在所述加热件和所述第二托料辊之间,另一组所述横向限位组件用于沿着踢脚线的传递方向设置在所述第三托料辊的后方,每组所述横向限位组件均用于在踢脚线的宽度方向对踢脚线进行限位。
12.在一种可能的实现方式中,所述热熔组件包括:
13.第一伸缩结构,沿着竖直方向设置,所述第一伸缩结构的固定端固设在所述机架上,所述第一伸缩结构的伸缩端向下伸出;
14.第一弹性结构,固设在所述第一伸缩结构的伸缩端上;
15.第一轴座,位于所述第一弹性结构的下方,且与所述第一弹性结构固定连接;以及
16.加热辊,转动设置在所述第一轴座上,所述加热辊位于所述第二托料辊的上方,且底部外缘用于供木纹理膜绕设,并对木纹理膜进行加热,以将木纹理膜压覆在踢脚线的上板面;所述加热辊的外缘面上设有与踢脚线中的弧形沟槽适配的环形凸起。
17.一些实施例中/示例性的/举例说明,所述第一弹性结构包括:
18.第一固定套筒,沿着竖直方向设置,顶端与所述第一伸缩结构的伸缩端固定连接,具有第一圆形腔,且在底端设有与所述第一圆形腔连通的第一滑孔;所述第一滑孔的直径小于所述第一圆形腔的直径;
19.第一滑杆,沿着竖直方向滑动设置在所述滑孔中,顶端位于所述第一圆形腔中,且顶端设有第一抵接板,所述第一滑杆的底端与所述第一轴座固定连接;以及
20.第一弹簧,沿着竖直方向设置在所述第一圆形腔中,顶端与所述第一圆形腔的顶面抵接,底端与所述第一抵接板抵接。
21.在一种可能的实现方式中,所述压料组件包括:
22.第二伸缩结构,沿着竖直方向设置,所述第二伸缩结构的固定端固设在所述机架上,所述第二伸缩结构的伸缩端向下伸出;
23.第二弹性结构,固设在所述第二伸缩结构的伸缩端上;
24.第二轴座,位于所述第二弹性结构的下方,且与所述第二弹性结构固定连接;以及
25.压料辊,转动设置在所述第二轴座上,所述压料辊位于所述第一托料辊或第三托料辊的上方,且底部外缘用于与踢脚线的上板面滚动抵接。
26.一些实施例中/示例性的/举例说明,所述第二弹性结构包括:
27.第二固定套筒,沿着竖直方向设置,顶端与所述第二伸缩结构的伸缩端固定连接,具有第二圆形腔,且在底端设有与所述第二圆形腔连通的第二滑孔;所述第二滑孔的直径小于所述第二圆形腔的直径;
28.第二滑杆,沿着竖直方向滑动设置在所述滑孔中,顶端位于所述第二圆形腔中,且顶端设有第二抵接板,所述第二滑杆的底端与所述第二轴座固定连接;以及
29.第二弹簧,沿着竖直方向设置在所述第二圆形腔中,顶端与所述第二圆形腔的顶面抵接,底端与所述第二抵接板抵接。
30.在一种可能的实现方式中,所述擦边组件包括:
31.转框,水平转动设置在所述机架上,且转动轴线与踢脚线的传递方向垂直设置;所述转框上具有用于供踢脚线穿过的开口;
32.第三伸缩结构,所述第三伸缩结构的固定端与所述机架铰接,所述第三伸缩结构
的伸缩端压覆所述转框铰接,以带动所述转框翻转;以及
33.擦边结构,设置在所述转框上,且用于与踢脚线的圆角结构线性接触,以在踢脚线与木纹理膜传递过程中,将木纹理膜压覆在圆角结构上。
34.一些实施例中/示例性的/举例说明,设定所述转框的长度方向为第一方向,宽度方向为第二方向;
35.所述擦边结构包括:
36.第一带轮,设有两个,两个所述第一带轮沿着所述第一方向间隔设置,且均转动设置在所述转框上,两个所述第一带轮分别位于所述开口的两侧;沿着所述第二方向,两个所述第一带轮均设置在所述转框的中间位置;
37.第二带轮,设有两个,两个所述第二带轮沿着所述第一方向间隔设置,且均转动设置在所述转框上,两个所述第二带轮分别位于所述开口的两侧;沿着所述第二方向,两个所述第二带轮均靠近踢脚线的圆角结构设置;
38.传动滑带,呈环形套设在所述两个所述第一带轮和两个所述第二带轮的外周面,且所述传动滑带位于两个所述第一带轮间的部分与踢脚线的圆角结构滑动抵接;
39.第一驱动器,固设在所述转框上,动力输出端与所述其中一个所述第一带轮动力连接。
40.一些实施例中/示例性的/举例说明,第三伸缩结构位于所述转框与所述第二托料辊之间;
41.且所述第三伸缩结构与所述转框的底端铰接。
42.在一种可能的实现方式中,每个横向限位组件包括:
43.固定底座,用于沿着踢脚线的宽度方向固设在所述机架上,所述固定底座上设有两个导杆,两个导杆均沿着踢脚线的宽度方向设置,且沿着踢脚线的传递方向间隔设置;
44.滑座,设有两个,两个所述滑座分别沿着踢脚线的宽度方向位于踢脚线的两侧,且均滑动设置在两个所述导杆上,每个所述滑座的顶端均设有第三轴座;
45.双向丝杠,转动设置在所述固定底座上,且位于两个所述导杆之间,并与所述导杆平行设置;所述双向丝杠的两端螺纹旋向相反设置,且分别与两个所述滑座上的丝母部螺旋配合连接,以驱动两个所述滑座相对移动或相背移动;
46.导向辊,设有两个,两个所述导向辊分别与两个所述第三轴座一一对应设置,且每个所述导向辊均转动设置在对应的所述第三轴座上,每个所述导向辊的轴线沿着竖直方向设置;两个所述导向辊用于在踢脚线的宽度方向上与踢脚线的两端滚动抵接;以及
47.第二驱动器,固设在所述固定底座上,动力输出端与所述丝杠的一端动力连接。
48.在一种可能的实现方式中,所述用于踢脚线的覆膜装置还包括刷料结构,所述刷料结构包括支撑杆及刷体;
49.其中,所述支撑杆固设在所述机架上,所述支撑杆具有用于朝向踢脚线方向延伸的伸出端;所述刷体固设在所述支撑杆的伸出端上,且倾斜设置,所述刷体的底端设有毛刷,用于在踢脚线及木纹理膜经过时,对踢脚线中的弧形沟槽及圆角结构处进行再次抹平。
50.本实现方式/申请实施例中,通过在机架上设有的第一托料辊、第二涂料滚及第三托料辊,可保证对传递过程中的踢脚线的托起,同时也能够保证对踢脚线的传递工作。加热件能够保证在踢脚线覆膜前对踢脚线进行预热,保证踢脚线的覆膜效果。压料组件可在第
一托料辊和第二托料辊的上方对踢脚线进行压覆,以保证踢脚线的传递稳定性。横向限位组件可分别与第一托料辊和第三涂料滚对应,并且对踢脚线在宽度方向进行限位,可保证踢脚线传递的稳定性。热熔组件可对木纹理膜放料卷放出的木纹理膜与踢脚线进行热熔,使木纹理膜均匀的覆设在踢脚线的上板面及弧形沟槽中,能够保证踢脚线的覆膜质量。另外,擦边组件可对踢脚线圆角结构位置处进行擦动,以使木纹理膜覆设在圆角结构处,进一步保证踢脚线的覆膜质量。本实现方式/申请实施例设置了热熔组件和擦边组件,能够与踢脚线的造型进行适配,保证踢脚线上的圆形沟槽处及圆角结构处的覆膜质量,可有效的防止木纹理层的缺失,进而保证产品质量,实用性强。
附图说明
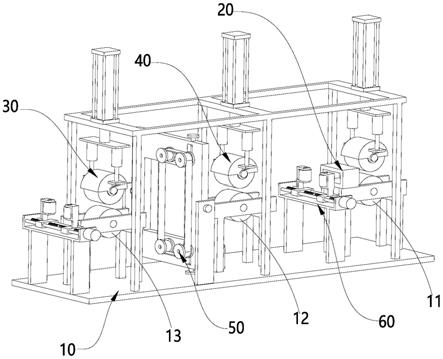
51.图1为本发明实施例提供的用于踢脚线的覆膜装置的结构示意图一;
52.图2为本发明实施例提供的用于踢脚线的覆膜装置的结构示意图二;
53.图3为本发明实施例提供的用于踢脚线的覆膜装置的主视结构示意图;
54.图4为本发明实施例提供的用于踢脚线的覆膜装置的擦边组件结构示意图;
55.图5为本发明实施例提供的用于踢脚线的覆膜装置的横向限位组件结构示意图;
56.附图标记说明:
57.10、机架;11、第一托料辊;12、第二托料辊;13、第三托料辊;20、加热件;30、压料组件;31、第二伸缩结构;32、第二弹性结构;321、第二固定套筒;322、第二滑杆;33、第二轴座;34、压料辊;40、热熔组件;41、第一伸缩结构;42、第一弹性结构;421、第一固定套筒;422、第一滑杆;43、第一轴座;44、加热辊;50、擦边组件;51、转框;52、第三伸缩结构;53、擦边结构;531、第一带轮;532、第二带轮;533、传动滑带;534、第一驱动器;60、横向限位组件;61、固定底座;62、双向丝杠;63、导向辊;64、第二驱动器;65、滑座;70、刷料结构;80、木纹理膜;90、踢脚线。
具体实施方式
58.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
59.请一并参阅图1至图5,现对本发明提供的用于踢脚线的覆膜装置进行说明。所述用于踢脚线90的覆膜装置,包括机架10、加热件20、压料组件30、热熔组件40、擦边组件50以及横向限位组件60。其中,机架10上转动设置有第一托料辊11、第二托料辊12及第三托料辊13,第一托料辊11、第二托料辊12及第三托料辊13用于沿着踢脚线90的传递方向依次间隔设置,以托载踢脚线90。加热件20设置在机架10上,且位于第一托料辊11和第二托料辊12之间,加热件20具有用于供踢脚线90通过并对踢脚线90预热的加热通道。压料组件30设有两个,两个压料组件30均设置在机架10上,且分别位于第一托料辊11和第二托料辊12的上方,用于压覆在踢脚线90的上板面,分别与第一托料辊11和第二托料辊12共同对踢脚线90在竖直方向上进行夹紧。
60.热熔组件40设置在机架10上,且位于第二托料辊12的上方,用于与第二托料辊12共同在竖直方向上对踢脚线90进行夹紧,同时将木纹理膜80放料卷导出的木纹理膜80压覆
在踢脚线90的上板面及弧形沟槽中,并在此过程中对木纹理膜80进行加热,以使木纹理膜80与踢脚线90热熔。擦边组件50设置在机架10上,且位于第二托料辊12和第三托料辊13之间,用于对由热熔组件40中导出的踢脚线90圆角结构位置处进行擦动,以使木纹理膜80覆设在圆角结构处。
61.横向限位组件60设有两组,其中一组横向限位组件60设置在加热件20和第二托料辊12之间,另一组横向限位组件60用于沿着踢脚线90的传递方向设置在第三托料辊13的后方,每组横向限位组件60均用于在踢脚线90的宽度方向对踢脚线90进行限位。
62.本实施例提供的用于踢脚线的覆膜装置,工作原理为:踢脚线90在冷却设备中导出后,依次通过第一托料辊11、第二托料辊12及第三托料辊13,并且在第一托料辊11和第三托料辊13上均通过一个压料组件30进行共同在数值方向限位夹持。踢脚线90通过第一托料辊11后,进入加热件20中的加热通道,在加热通道传递出后,会通过其中一个横向限位组件60,然后进入第二托料辊12与热熔组件40之间,此时木纹理膜80与踢脚线90在热熔组件40的作用下进行热熔,木纹理膜80覆设在踢脚线90的上板面及弧形沟槽中。踢脚线90通过第二托料辊12后,其圆角结构处的木纹理膜80还没有被压覆上,此时通过擦边组件50,将木纹理膜80压覆在圆角结构上。此时,踢脚线90的上板面、弧形沟槽及圆角结构处均覆设有木纹理膜80,随后踢脚线90在第三托料辊13上导出。
63.需要进行说明的是,木纹理膜80放料卷设置在第一托料辊11和第二托料辊12之间,且转动设置在机架10上,且位于加热件20的上方。沿着踢脚线90传递方向,在第三托料辊13的后方,设有木纹理膜80层载体的收料卷,以将木纹理层的载体撕下。加热件20为电加热的结构,为现有技术,在此不再赘述。
64.本实施例提供的用于踢脚线的覆膜装置,与现有技术相比,通过在机架10上设有的第一托料辊11、第二涂料滚及第三托料辊13,可保证对传递过程中的踢脚线90的托起,同时也能够保证对踢脚线90的传递工作。加热件20能够保证在踢脚线90覆膜前对踢脚线90进行预热,保证踢脚线90的覆膜效果。压料组件30可在第一托料辊11和第二托料辊12的上方对踢脚线90进行压覆,以保证踢脚线90的传递稳定性。横向限位组件60可分别与第一托料辊11和第三涂料滚对应,并且对踢脚线90在宽度方向进行限位,可保证踢脚线90传递的稳定性。热熔组件40可对木纹理膜80放料卷放出的木纹理膜80与踢脚线90进行热熔,使木纹理膜80均匀的覆设在踢脚线90的上板面及弧形沟槽中,能够保证踢脚线90的覆膜质量。另外,擦边组件50可对踢脚线90圆角结构位置处进行擦动,以使木纹理膜80覆设在圆角结构处,进一步保证踢脚线90的覆膜质量。本实施例设置了热熔组件40和擦边组件50,能够与踢脚线90的造型进行适配,保证踢脚线90上的圆形沟槽处及圆角结构处的覆膜质量,可有效的防止木纹理层的缺失,进而保证产品质量。
65.在一些实施例中,上述热熔组件40可以采用如图1至图3所示结构。参见图1至图3,热熔组件40包括第一伸缩结构41、第一弹性结构42、第一轴座43以及加热辊44。其中,第一伸缩结构41沿着竖直方向设置,第一伸缩结构41的固定端固设在机架10上,第一伸缩结构41的伸缩端向下伸出。第一弹性结构42固设在第一伸缩结构41的伸缩端上。第一轴座43位于第一弹性结构42的下方,且与第一弹性结构42固定连接。加热辊44转动设置在第一轴座43上,加热辊44位于第二托料辊12的上方,且底部外缘用于供木纹理膜80绕设,并对木纹理膜80进行加热,以将木纹理膜80压覆在踢脚线90的上板面;加热辊44的外缘面上设有与踢
脚线90中的弧形沟槽适配的环形凸起。
66.加热辊44能够自加热,进而对绕设的木纹理膜80进行升温,以使木纹理膜80上的木纹理层覆设在被预加热的踢脚线90的上板面,并且通过加热辊44上设置的环形凸起,也能够将木纹理层覆设在踢脚线90上的弧形沟槽中,防止弧形沟槽中的木纹理层因压覆性差而发生缺失,保证踢脚线90的质量。第一弹性结构42的设置,可防止加热辊44与踢脚线90的刚性接触,进而防止踢脚线90被压伤。
67.加热辊44为电加热辊44,为现有技术,在此不再赘述。
68.在一些实施例中,上述第一弹性结构42可以采用如图1至图3所示结构。参见图1至图3,第一弹性结构42包括第一固定套筒421、第一滑杆422以及第一弹簧。其中,第一固定套筒421沿着竖直方向设置,顶端与第一伸缩结构41的伸缩端固定连接,具有第一圆形腔,且在底端设有与第一圆形腔连通的第一滑孔;第一滑孔的直径小于第一圆形腔的直径。第一滑杆422沿着竖直方向滑动设置在滑孔中,顶端位于第一圆形腔中,且顶端设有第一抵接板,第一滑杆422的底端与第一轴座43固定连接。第一弹簧沿着竖直方向设置在第一圆形腔中,顶端与第一圆形腔的顶面抵接,底端与第一抵接板抵接。通过第一滑杆422与弹簧的抵接,当加热辊44受到向上的力量后,第一滑杆422上行并压缩第一弹簧,可减小加热辊44对踢脚线90的压力,该种结构可有效的对踢脚线90进行保护,以防止踢脚线90被压伤,进而保证踢脚线90的生产质量。
69.在一些实施例中,上述压料组件30可以采用如图1至图3所示结构。参见图1至图3,压料组件30包括第二伸缩结构31、第二弹性结构32、第二轴座33以及压料辊34。其中,第二伸缩结构31沿着竖直方向设置,第二伸缩结构31的固定端固设在机架10上,第二伸缩结构31的伸缩端向下伸出。第二弹性结构32固设在第二伸缩结构31的伸缩端上。第二轴座33位于第二弹性结构32的下方,且与第二弹性结构32固定连接。压料辊34转动设置在第二轴座33上,压料辊34位于第一托料辊11或第三托料辊13的上方,且底部外缘用于与踢脚线90的上板面滚动抵接。压料辊34及第二弹性结构32的设置,料辊能够在竖直方向上对踢脚线90进行限位,可保证对踢脚线90进行稳定的夹持,并且能够降低或者抵消来自踢脚线90传递中的振动作用,进而保证踢脚线90能够稳定的传递。
70.在一些实施例中,上述第二弹性结构32可以采用如图1至图3所示结构。参见图1至图3,第二弹性结构32包括第二固定套筒321、第二滑杆322以及第二弹簧。其中,第二固定套筒321沿着竖直方向设置,顶端与第二伸缩结构31的伸缩端固定连接,具有第二圆形腔,且在底端设有与第二圆形腔连通的第二滑孔;第二滑孔的直径小于第二圆形腔的直径。第二滑杆322沿着竖直方向滑动设置在滑孔中,顶端位于第二圆形腔中,且顶端设有第二抵接板,第二滑杆322的底端与第二轴座33固定连接。第二弹簧沿着竖直方向设置在第二圆形腔中,顶端与第二圆形腔的顶面抵接,底端与第二抵接板抵接。通过第二滑杆322与弹簧的抵接,当压料辊34受到向上的力量后,第二滑杆322上行并压缩第二弹簧,可减小压料辊34对踢脚线90的压力,该种结构可有效的对踢脚线90进行保护,以防止踢脚线90被压伤,能够降低或者抵消来自踢脚线90传递中的振动作用,进而保证踢脚线90的生产质量。
71.在一些实施例中,上述擦边组件50可以采用如图4所示结构。参见图4,擦边组件50包括转框51、第三伸缩结构52以及擦边结构53。其中,转框51水平转动设置在机架10上,且转动轴线与踢脚线90的传递方向垂直设置;转框51上具有用于供踢脚线90穿过的开口。第
三伸缩结构52第三伸缩结构52的固定端与机架10铰接,第三伸缩结构52的伸缩端压覆转框51铰接,以带动转框51翻转。擦边结构53设置在转框51上,且用于与踢脚线90的圆角结构线性接触,以在踢脚线90与木纹理膜80传递过程中,将木纹理膜80压覆在圆角结构上。第三伸缩结构52带动转框51翻转,可对转框51的转动角度进行调节,进而使擦边结构53与圆角结构有多个不用角度的接触,该种结构可保证对圆角结构的适应性,进而保证对圆角结构处的木纹理层进行全面覆设,而且该种结构便于操作。
72.在一些实施例中,上述擦边结构53可以采用如图4所示结构。参见图4,设定转框51的长度方向为第一方向,宽度方向为第二方向,需要进行说明的是,转框51的宽度方向与转框51的转动轴线平行设置,第一方向即为与该转动轴线垂直且与转框51的板面平行的方向。
73.擦边结构53包括第一带轮531、第二带轮532、传动滑带533以及第一驱动器534。其中,第一带轮531设有两个,两个第一带轮531沿着第一方向间隔设置,且均转动设置在转框51上,两个第一带轮531分别位于开口的两侧;沿着第二方向,两个第一带轮531均设置在转框51的中间位置。第二带轮532设有两个,两个第二带轮532沿着第一方向间隔设置,且均转动设置在转框51上,两个第二带轮532分别位于开口的两侧;沿着第二方向,两个第二带轮532均靠近踢脚线90的圆角结构设置。传动滑带533呈环形套设在两个第一带轮531和两个第二带轮532的外周面,且传动滑带533位于两个第一带轮531间的部分与踢脚线90的圆角结构滑动抵接。第一驱动器534固设在转框51上,动力输出端与其中一个第一带轮531动力连接。
74.第一驱动器534能够通过其中一个第一带轮531带动传动滑带533传动,进而第二带轮532和另一个第一带轮531转动。当有踢脚线90穿过开口时,通过工作人员横向给定两个第一带轮531件的传动滑带533一个压力,使传动滑带533压覆在踢脚线90的圆角结构处,因为传动滑带533具有柔性,能够与圆角结构的弧形面适配,进而保证将木纹理膜80完全压覆在踢脚线90的圆角结构处。另外,通过第三伸缩结构52的驱动,转框51翻转至倾斜设置,此时传动滑带533的传递方向与踢脚线90的传递方向呈锐角设置,该种结构可保证对木纹理膜80的自圆角结构的上方至下方进行抹平,进而防止木纹理膜80发生褶皱,保证木纹理膜80被压覆的平整度,进而保证踢脚线90的生产质量。
75.在本实施例中,两个第二带轮532均为可调节式结构,擦边结构53还包括两个与两个第二带轮532一一对应设置的调节结构,调节结构包括滑动轴座及调节螺杆;滑动轴座沿着第一方向滑动设置在转框51中,以供对应的第二带轮532转动连接。调节螺杆滑动轴座转动连接,且与转框51上的螺母螺旋配合连接,带有自锁功能,能够带动滑动轴座沿着第一方向移动,进而带动第二带轮532沿着第一方向移动。在转框51上设有供滑动轴座滑动的滑腔。该种结构可对传动滑带533的张紧度进行调节,进而保证传动滑带533与圆角结构的稳定适配,保证最终的覆膜质量。
76.另外,本实施例中,传动滑带533与第一带轮531和第二带轮532接触的一侧为粗糙面,与踢脚线90的圆角结构接触的一侧为光滑面,该种结构可以防止传动滑带533在第一带轮531和第二带轮532上发生打滑,而且还能够保证与圆角结构处的木纹理膜80光滑接触,结构简单,实用性强。传动滑带533可为尼龙材质,且具有一定的弹性,外表面覆设光滑层。
77.在一些实施例中,上述第三伸缩结构52可以采用如图1至图3所示结构。参见图1至
图3,第三伸缩结构52位于转框51与第二托料辊12之间,且第三伸缩结构52与转框51的底端铰接。该种结构可保证转框51转动后,转框51的底端靠近第三涂料辊一侧,顶端靠近第二托料辊12一侧,可保证传动滑带533的在通过踢脚线90的圆角结构时的矢量方向与踢脚线90的传递方向呈锐角,以保证传动滑带533能够在圆角结构的上方到下方进行抹平工作,而且在该过程中,圆角结构的顶端先与传动滑带533接触,底端后与传动滑带533接触,进而保证圆角结构处的木纹理膜80的覆设质量。
78.在一些实施例中,上述横向限位组件60可以采用如图5所示结构。参见图5,每个横向限位组件60包括固定底座61、滑座65、双向丝杠62、导向辊63以及第二驱动器64。其中,固定底座61用于沿着踢脚线90的宽度方向固设在机架10上,固定底座61上设有两个导杆,两个导杆均沿着踢脚线90的宽度方向设置,且沿着踢脚线90的传递方向间隔设置。滑座65设有两个,两个滑座65分别沿着踢脚线90的宽度方向位于踢脚线90的两侧,且均滑动设置在两个导杆上,每个滑座65的顶端均设有第三轴座。双向丝杠62转动设置在固定底座61上,且位于两个导杆之间,并与导杆平行设置;双向丝杠62的两端螺纹旋向相反设置,且分别与两个滑座65上的丝母部螺旋配合连接,以驱动两个滑座65相对移动或相背移动。导向辊63设有两个,两个导向辊63分别与两个第三轴座一一对应设置,且每个导向辊63均转动设置在对应的第三轴座上,每个导向辊63的轴线沿着竖直方向设置;两个导向辊63用于在踢脚线90的宽度方向上与踢脚线90的两端滚动抵接。第二驱动器64固设在固定底座61上,动力输出端与丝杠的一端动力连接。其中,两个横向限位组件60的设置位置,可有效的避开踢脚线90的覆膜阶段,防止导向辊63与木纹理膜80的接触,保证木纹理层的覆设质量。另外,导向辊63的设置可对踢脚线90在宽度方向上进行限位,以保证踢脚线90的传递方向的准确性,保证踢脚线90的覆膜质量。
79.在一些实施例中,参见图1,用于踢脚线90的覆膜装置还包括刷料结构70,刷料结构70位于第三托料辊13与擦边组件50之间。刷料结构70包括支撑杆及刷体。其中,支撑杆固设在机架10上,支撑杆具有用于朝向踢脚线90方向延伸的伸出端;刷体固设在支撑杆的伸出端上,且倾斜设置,刷体的底端设有毛刷,用于在踢脚线90及木纹理膜80经过时,对踢脚线90中的弧形沟槽及圆角结构处进行再次抹平。刷体的设置,可保证对踢脚线90的上板面做最终的抹平工作,因为毛刷具有柔性,能够在受力后发生弯曲,而且刷体的倾斜设置,能够保证与踢脚线90上板面造型的适配,进而保证踢脚线90的覆膜效果,结构简单,实用性强。
80.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1