热流道封胶结构、热流道系统及注塑机的制作方法
1.本实用新型属于热流道技术领域,更具体地说,是涉及一种热流道封胶结构、热流道系统及注塑机。
背景技术:
2.在高结晶材料的注塑生产工艺,如pa66塑胶材料的注塑成型中,通常采用热流道阀针封胶结构对注塑进行封胶。传统的热流道阀针封胶结构如图1所示,包括:热咀本体1,贯穿该热咀本体1设有至少一个热流道3,在热流道3中设有阀针4,阀针4的工作端呈一外径逐渐收缩的尖端,尖端的端面呈一直面,以及由该直面的外缘向阀针4的外侧壁逐渐过渡的斜面。阀针4远离工作端的一端为驱动端,用于与注塑机的阀针4驱动装置相接,阀针4可在驱动装置的驱动下沿热流道3的轴向往复运动;热流道3的一端是出料端,设有伸出热咀本体1的咀套5,咀套5远离热咀本土的端部开有出胶口51,且阀针4的工作端可穿过咀套5的端部的出胶口51伸出热流道3至热咀本体1外部的定模的浇口7中,该浇口7贯通定模镶件9且与型腔相通,浇口的环周设有漏斗形的注胶槽8,浇口7的倾斜的坡面与阀针4尖端的外侧的斜面配合,当阀针4的尖端端面进至与定模镶件9的底面平齐时,阀针4尖端的外侧斜面刚好完全与浇口7的倾斜的坡面相贴合,从而封闭浇口7实现注塑封胶,在封胶结束后从热咀外部经该出胶口51收入咀套5回位至热流道3中,以备下次注塑和封胶使用。
3.热流道阀针封胶结构还包括温控装置和分流装置(图中未示出),热流道3的另一端是进料端,分流装置的出流端与一至多个热流道3的进料端相连通,分流装置的进流端与注塑机的加热注射装置的注射口相连通,胶料从注塑机的加热注射装置中加热呈熔融态,并从注射口经分流装置流入热流道3的进料端注入热咀本体1内的热流道3中,最后通过热流道3和阀针4开启的出胶口51流出热咀本体1并经定模镶件9上的浇口7进入型腔中,熔融胶料经此热流道阀针封胶结构连续注射进入型腔中,并逐渐直至填充整个型腔实现高结晶材料的注射成型。温控装置用于对分流装置中的熔融胶体进行温度控制,以适应不同的结晶材料的注塑成型要求。
4.正常的阀针4在执行注塑过程中的封胶动作时:如图2所示,阀针4向上(沿热流道3远离出胶口51的方向)运动并开启出胶口51后,熔融胶料持续从热咀本体1内部的热流道3流动进入定模镶件9上的浇口7后,通入产品型腔内部并开始对产品进行注塑;注塑结束时:如图3所示,阀针4向下(沿热流道3靠近出胶口51的方向)运动穿过并封闭出胶口51,直至阀针4的工作端完全伸入定模镶件9上的浇口7,此时阀针4的工作端的端面与定模镶件9的底面平齐,且阀针4尖端的外侧的斜面刚好完全与浇口7的倾斜的坡面相贴合,从而封闭浇口7实现注塑封胶;由于定模镶件9的底面与型腔相接,当阀针4的工作端的端面与定模镶件9的底面平齐时,经此注塑而成的产品胶口断点平整,无断点高的缺陷。
5.但是,由于传统的阀针4其工作端呈一尖端,且尖端的端面呈一直面,以及由该直面的外缘向阀针4的外侧壁逐渐过渡的斜面,当阀针4的工作端穿过出胶口51向下运动时,该斜面同时向下运动,如图4所示,此时胶料会沿着图2中箭头方向流动,由于此处的胶料已
进入定模板的型腔中,从而无法通过出胶口51的内侧壁和阀针4的外侧壁之间的缝隙回流到热咀本体1的热流道3中,随着型腔中胶料温度的降低,高结晶材料的熔融胶料会在处固化结晶并附着、堆积于该阀针4的工作端直面的外侧的斜面上形成结晶层10,从而造成阀针4的工作端在进入封胶槽的过程中,当其斜面运动到图5所示的位置时,因斜面附着、堆积的一层高结晶材料的结晶层10的存在而受阻,阀针4尖端的外侧的斜面无法进至与浇口7的倾斜的坡面相贴合的位置,使阀针4尖端的外侧的斜面与浇口7的倾斜的坡面之间存在缝隙,导致阀针4的工作端的直面无法继续向下运动至浇口7的底部与定模镶件9的底部平齐,造成产品注塑件存在因阀针4的工作端未抵达浇口7底部而未能封住浇口7,即阀针4封胶不顺的问题,并导致注塑产品在浇口7处存在残余胶料11连接,即产品断点高的缺陷。
6.因此,传统的热流道阀针封胶结构的阀针工作端两侧面存在结晶层堆积导致的阀针封胶不顺、注塑产品断点高是本领域亟待解决的技术问题。
技术实现要素:
7.本实用新型为了解决现有的热流道阀针封胶结构的阀针工作端两侧面存在结晶层堆积导致的阀针封胶不顺、注塑产品断点高的技术问题,提出一种热流道封胶结构、热流道系统及注塑机。
8.为解决以上问题,本实用新型采用的技术方案是:提供一种热流道封胶结构,包括:热咀和型腔;热咀包括:热咀本体、贯穿该热咀本体的至少一个热流道、设于热流道中的阀针、设于热流道的出料端并伸出热咀本体的咀套,阀针可穿过咀套;
9.热咀还包括:套设于咀套外侧的封胶套,该封胶套伸出咀套的一端为出胶端,阀针可封闭或开启出胶端的出胶孔,出胶端在封胶时插入型腔的浇口。
10.进一步地,出胶端呈直筒形,出胶端插入浇口时,出胶端的第一外侧壁呈一与出胶端的第一端面相垂直的直面,且第一外侧壁贴近浇口的第一内侧壁。
11.进一步地,阀针的工作端可穿过咀套底部的出胶口并顶入封胶套底部的出胶孔。
12.优选地,阀针的工作端通过第一过渡面逐渐收缩形成一凸柱,第一过渡面与封胶套内侧的第二过渡面相抵接实现对阀针的限位。
13.优选地,凸柱的第二外侧壁呈一与凸柱的第二端面相垂直的直面,阀针通过凸柱的第二外侧壁与封胶套的出胶孔的第二内侧壁相抵接封住出胶孔,且第二端面进至与第一端面平齐。
14.进一步地,浇口的环周设有漏斗形的注胶槽,浇口连接在注胶槽的底部,出胶端底部的外径向靠近出胶孔的方向逐渐收缩形成第三过渡面,第三过渡面与注胶槽的第三内侧壁相抵接实现对封胶套的限位。
15.优选地,凸柱靠近第二外侧壁沿轴向设有至少一个回料槽,凸柱封住出胶孔时,该回料槽与出胶口的第四内侧壁之间形成回料通道。
16.进一步地,封胶套位于咀套和热咀本体之间的一端为连接端,连接端与热咀本体之间可拆卸地连接。
17.本实用新型还提供一种热流道系统,包括温控装置、分流装置,还包括上述的热流道封胶结构,分流装置与热流道的进料端相连通。
18.本实用新型还提供一种注塑机,包括加热注射装置,还包括上述的热流道系统,加
热注射装置与分流装置相接;用于驱动阀针沿热流道的轴向运动的驱动装置。
19.与现有技术相比,本实用新型提供的热流道封胶结构、热流道系统及注塑机具有以下有益效果:
20.本实用新型提供的热流道封胶结构、热流道系统及注塑机,针对结晶材料注塑,提出一种热流道阀针直面封胶机构,同时在阀针表面设计回料槽,使阀针封胶产生的胶料回流到热咀内,避免材料降温结晶阻碍阀针运动到底,从而保证阀针封胶平稳,解决产品断点高缺陷,提升生产效率。
附图说明
21.图1为现有的热流道封胶结构的剖面结构示意图;
22.图2为现有的热流道封胶结构的熔融胶料从热流道流入浇口的示意图;
23.图3为现有的热流道封胶结构的正常的阀针完全插入浇口执行注封胶动作的示意图;
24.图4为现有的热流道封胶结构的阀针的斜面向下运动时斜面下方的胶料流动方向示意图;
25.图5为现有的热流道封胶结构的产品断点高缺陷示意图;
26.图6为本实用新型提供的热流道封胶结构的阀针开启状态的俯视图;
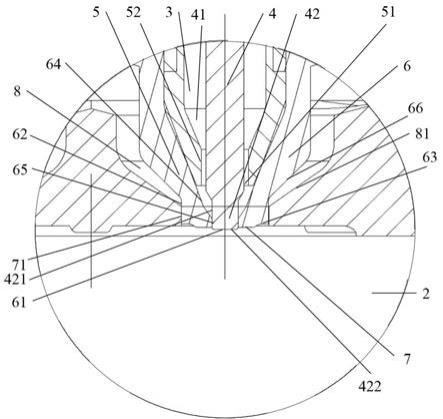
27.图7为图6沿e-e面的剖面结构示意图;
28.图8为图7中的g部分的放大结构示意图;
29.图9为本实用新型提供的热流道封胶结构的阀针封闭状态的俯视图;
30.图10为图9沿c-c面的的剖面结构示意图;
31.图11为图10中的f部分的放大结构示意图;
32.图12为本实用新型提供的热流道封胶结构的阀针的立体结构示意图;
33.图13为本实用新型提供的热流道封胶结构的阀针的正视图;
34.图14为本实用新型提供的热流道封胶结构的阀针的侧视图。
35.其中,图中各附图主要标记:
36.1-热咀本体;2-型腔;3-热流道;4-阀针;41-第一过渡面;42-凸柱;421-第二外侧壁;422-第二端面;423-回料槽;5-咀套;51-出胶口;52-第四内侧壁;6-封胶套;61-出胶孔;62-第一外侧壁;63-第一端面;64-第二过渡面;65-第二内侧壁;66-第三过渡面;7-浇口;71-第一内侧壁;8-注胶槽;81-第三内侧壁;9-定模镶件;10-结晶层;11-残余胶料。
具体实施方式
37.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图5-14及实施例,对本实用新型进行进一步详细说明。
38.请一并参阅图5-14,本实用新型提供的热流道封胶结构,包括热咀,该热咀包括:热咀本体1,贯穿该热咀本体1的至少一个热流道3(优选为均匀设置的多个热流道3,如图所示);在本实施例中,热流道3的一端是出料端,在热流道3的出料端和热咀本体1之间设有连接于热咀本体1的中空的咀套5,该咀套5从热流道3的出料端四周伸出热咀本体1,并利用咀套5的中空通道将热流道3延伸至热咀本体1的外部,其远离热咀本体1的一端外径逐渐收
缩,且其端部开有一连通咀套5的中空通道和热咀本体1的热流道3的出胶口51。咀套5优选为铍铜制成,铍铜导热性能好,可保证熔融胶体在热咀本体1的热流道3的出料端不会滞留、冷凝,从而保证胶料可以迅速完成注塑。
39.本实用新型提供的热流道封胶结构,还包括型腔2,在本实施例中,型腔2和热咀之间设有定模,型腔2与定模相对的一端设有动模(图中未示出);定模包括定模镶件,定模镶件的顶端面对热咀本体1,定模镶件的底端与型腔2相接;定模镶件设有贯穿所述定模镶件且连通型腔2的浇口7。
40.本实用新型提供的热流道封胶结构还包括设于热流道3中的阀针4,在本实施例中,阀针4的一端为工作端,阀针4的另一端为驱动端,用于与注塑机的阀针4驱动装置相接,阀针4可在驱动装置的驱动下由驱动端带动沿热流道3的轴向往复运动,该驱动装置优选为液压驱动装置,该液压驱动装置可形成液压回路以驱动阀针4的驱动端,从而实现阀针4的开、闭热流道3的运动,以控制熔融状态的胶料注入或停止注入型腔2中。阀针4的工作端可穿过咀套5的端部出胶口51伸出热流道3至热咀本体1外部。
41.本实用新型提供的热流道封胶结构还包括套设于咀套5外侧的封胶套6,该封胶套6伸出咀套5的一端为出胶端,该出胶端开有连通咀套5的出胶口51、中空通道及热咀本体1的热流道3的出胶孔61。阀针4的工作端在穿过出胶口51后,可顶入并封闭或退出并开启该出胶孔61。在封胶时,封胶套6的出胶端插入定模镶件上连通型腔2的浇口7。
42.在本实施例中,出胶端呈直筒形,出胶端插入浇口7时,出胶端的第一外侧壁62呈一与出胶端的第一端面63相垂直的直面,且第一外侧壁62贴近浇口7的第一内侧壁71,该第一内侧壁71呈与定模镶件的底端相垂直的直面,且第一端面63与定模镶件的底端相平行,即该第一内侧壁71平行于第一外侧壁62,且二者贴近设置留有细微的间隙,以便于装配时出胶端插入浇口7中,以及拆卸时出胶端退出浇口7,同时由于第一端面63与定模镶件的底端相平行,第一内侧壁71和第一外侧壁62均为与定模镶件的底端相垂直的直面,而定模镶件的底端与型腔2相接,因此第一内侧壁71和第一外侧壁62均与型腔2相垂直,因此型腔2中的熔融胶体难以通过第一内侧壁71和第一外侧壁62的细微间隙流出,保证了封胶套6的出胶端和定模镶件的相接处满足对型腔2内部熔融胶体的阻隔作用。作为优选的实施方式,第一端面63和定模镶件的底端相平齐,保证注塑胶料在型腔2中成型后,成型产品在封胶套6的出胶端的第一端面63的对应处,与相邻的对应定模镶件的底端处保持平整。
43.作为优选的实施例,阀针4的工作端通过第一过渡面41逐渐收缩形成一凸柱42,第一过渡面41与封胶套6内侧的第二过渡面64相抵接实现对阀针4的限位。作为更优的实施方式,凸柱42呈圆柱体,凸柱42的第二外侧壁421呈一与凸柱42的第二端面422相垂直的直面,阀针4通过凸柱42的第二外侧壁421与封胶套6的出胶孔61的第二内侧壁65相抵接封住出胶孔61,且第二端面422进至与第一端面63平齐,即与出胶孔61的底部相平齐,保证注塑胶料在型腔2中成型后,成型产品在封胶套6的出胶端的第一端面63的对应处,与相邻的对应凸柱42的第二端面422处保持平整。
44.作为优选的实施例,阀针4靠近凸柱42的第二外侧壁421沿轴向设有至少一个回料槽423,凸柱42封住出胶孔61时,该回料槽423与咀套5的出胶口51的第四内侧壁52之间形成回料通道。作为优选的实施方式,阀针4的外径小于咀套5的出胶口51的内径,以提供阀针4与出胶口51之间的间隙供胶料回流。
45.在本实施例中,浇口7的环周设有漏斗形的注胶槽8,该注胶槽8设于浇口7远离型腔2的一端并呈一从定模表面内凹的凹槽,其外径向靠近型腔2的方向逐渐收缩,浇口7连接在注胶槽8的底部,所述出胶端底部的外径向靠近所述出胶孔61的方向逐渐收缩形成第三过渡面66(该第三过渡面66优选为一锥面),所述第三过渡面66与所述容腔的第三内侧壁81相抵接实现对所述封胶套6的限位。
46.在本实施例中,封胶套6位于咀套5和热咀本体1之间的一端为连接端,连接端与热咀本体1之间可拆卸地连接。该连接端与热咀本体1之间优选通过螺纹连接,也可以是相卡接。
47.本实用新型提供的热流道封胶结构的工作原理为:
48.请参阅图,阀针4的工作端可穿过咀套5的端部出胶口51伸出热流道3至热咀本体1外部的定模镶件的浇口7中进行封胶,并使阀针4的凸柱42的第二端面422进至与封胶套6的第一端面63平齐,即与出胶孔61的底部相平齐,保证注塑胶料在型腔2中成型后,成型产品在封胶套6的出胶端的第一端面63的对应处,与相邻的对应凸柱42的第二端面422处保持平整。在封胶结束后阀针4先从浇口7中退出,然后从热咀本体1外部经出胶口51收入咀套5回位至热流道3中,以备下次注塑和封胶使用。
49.当阀针4穿过咀套5的出胶口51向封胶套6的出胶孔61运动时,由于封胶套6套设在咀套5的外部,封胶套6的第一外侧壁62呈一直面并贴近浇口7的第一内侧壁71,且封胶套6的第二内侧壁65在封胶套6伸出咀套5的出胶端延伸至面向咀套5的出胶口51,因此咀套5的出胶口51流出的熔融胶料由传统的通过整个浇口7,改进为沿着封胶套6的第二内侧壁65之间逐渐收缩的空腔,进入封胶套6的出胶端底部的出胶孔61,此时咀套5的出胶口51的口部的胶料流动方向如图所示,出胶口51的口部的熔融胶料会在阀针4的工作端向下运动的挤压作用下,沿着封胶套6的第二内侧壁65经阀针4的回料槽423和咀套5的出胶口51之间的回流通道,被挤压回到热咀本体1中,而由于热咀本体1一直处于加温保温中,这些高结晶材料就不会因温度降低堵塞出胶口51导致阀针4无法继续向下运动并造成产品断点高。
50.同时,由于封胶套6将咀套5的出胶口51与定模镶件的注胶槽8相隔开,在阀针4的工作端向下运动的挤压作用下,出胶口51的口部的熔融胶料不会向封胶套6外部的第三过渡面66和注胶槽8的第三内侧壁81之间流动,从而不会在封胶套6的第三过渡面66结晶堆积导致封胶套6向下运动受阻,避免封胶套6的出胶端的第一端面63因和定模镶件的底端无法相平齐造成产品的断点高缺陷。此外,阀针4的工作端通过第一过渡面41逐渐收缩形成一凸柱42,第一过渡面41在伸出咀套5的出胶口51后,即使在倾斜的第一过渡面41仍可能堆积结晶材料层,但由于凸柱42的第二外侧壁421呈一与凸柱42的第二端面422相垂直的直面,阀针4是通过凸柱42的第二外侧壁421与封胶套6的出胶孔61的第二内侧壁65相抵接封住出胶孔61,则第一过渡面41是否堆积结晶材料层不影响凸柱42的第二外侧壁421与封胶套6的出胶孔61的第二内侧壁65相抵接并封住出胶孔61,使第二端面422可不受阻碍进至与第一端面63平齐,解决结晶材料尤其是高结晶材料,如pa66+玻纤包塑转子产品的断点高的质量缺陷。
51.热流道阀针封胶结构还包括温控装置和分流装置,热流道3的另一端是进料端,分流装置的出流端与一至多个热流道3的进料端相连通,分流装置的进流端与注塑机的加热注射装置的注射口相连通,胶料从注塑机的加热注射装置中加热呈熔融态,并从注射口经
分流装置流入热流道3的进料端注入热咀本体1内的热流道3中,最后通过热流道3和阀针4开启的出胶口51流出热咀本体1并流经定模镶件上的浇口7进入型腔2中,熔融胶料经此热流道阀针封胶结构连续注射进入型腔2中,并逐渐直至填充整个型腔2实现高结晶材料的注射成型。温控装置用于对分流装置中的熔融胶体进行温度控制,以适应不同的结晶材料的注塑成型要求。
52.本实用新型还提供一种热流道系统,包括温控装置、分流装置,包括上述的热流道封胶结构,分流装置与热流道3的进料端相接。
53.本实用新型还提供一种注塑机,包括加热注射装置,还包括上述的热流道系统,加热注射装置与分流装置相接;用于驱动阀针4沿热流道3的轴向运动的驱动装置。
54.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1