一种硅胶O型圈放料工装的制作方法
一种硅胶o型圈放料工装
技术领域
1.本实用新型涉及o型圈生产工装技术领域,尤其涉及一种硅胶o型圈放料工装。
背景技术:
2.目前橡胶制品行业中,使用硅橡胶生产内径φ80mm以上的o型圈模具一般采用模压结构,即硅橡胶按照一定尺寸和重量加工成长条胶胚,然后将硅胶胶条一条条摆放在模具环形的型腔中,在一定压力、温度、时间情况下进行硫化成型。一般橡胶制品行业中氟胶、丁腈胶等胶条常用的放料方式是漏板结构,但是由于硅橡胶材料特性软且易粘连,硅橡胶使用时存在粘连在工装上无法掉落的问题,现在生产方式一般为人工在模具上一条条的摆放,从而造成胶胚在模具上摆放操作时间长,造成生产效率低下。
技术实现要素:
3.本实用新型的目的是提供一种硅胶o型圈放料工装,能够快速的将硅胶胶胚在成型模具上进行放置定位,生产效率高。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种硅胶o型圈放料工装,包括顶部安装板、底部安装板以及若干个位于顶部安装板和底部安装板之间的导向柱;所述导向柱与底部安装板固定连接,所述导向柱轴向贯穿顶部安装板,所述顶部安装板沿导向柱轴线方向与导向柱滑动连接;所述底部安装板的下部固定有若干个用于用与模具导套插接的定位柱;所述导向柱套设有复位弹簧,所述复位弹簧的两端分别与顶部安装板以及底部安装板抵接;所述底部安装板的下部固定有若干个夹料块,所述夹料块的下表面开设有用于放置硅胶胚料的定位凹槽;所述定位凹槽处设置有若干个轴向贯穿夹料块的顶出孔;所述顶部安装板的下部固定有若干个能够轴向穿过顶出孔的顶杆,所述顶杆与顶出孔一一对应。
5.通过上述技术方案,在使用硅胶o型圈放料工装对硅胶胚料进行辅助放料时,预先将硅胶胚料放置在各个夹料块的定位凹槽中,由于硅胶胚料具有一定的黏性,并且通常定位凹槽的宽度设置略小于硅胶胚料的直径尺寸,进而硅胶胚料不易从定位凹槽中脱离;在将模具开模后,将定位柱与模具的导套插接,进而将工装的各个夹料块的定位凹槽分别与模具的各个模腔相对齐;按压顶部安装板,顶杆跟随顶部安装板向下运动,进而穿过顶出孔,将定位凹槽中的硅胶胚料顶落至模具的各个模腔中;松开对顶部安装板的压迫,进而在复位弹簧的作用力下,顶部安装板回复到上部初始位置,从而快速完成硅胶胶胚在成型模具上的放置定位,操作方便,工作效率高。
6.较佳的,所述夹料块的下部设置有凸出夹料块下表面定位芯,所述定位芯用于对硅胶胚料套接定位。
7.通过上述技术方案,通过在夹料块的下部设置定位芯,进而通过与将硅胶胚料与定位芯套接,进行对硅胶胚料进行安装定位,从而能够方便高效的将硅胶胚料安装到定位凹槽中。
8.较佳的,所述顶杆包括主体部以及位于主体部下端的顶出部,所述主体部的直径大于顶出部的直径;所述主体部与顶出部连接位置处形成用于对底部安装板上表面抵接定位的定位台阶。
9.通过上述技术方案,顶杆包括主体部以及顶出部,进而通过主体部与顶出部连接处的定位台阶与底部安装板表面抵接,进而对顶杆向下运动的行程进行限位。
10.较佳的,所述导向柱设置有四个,并且分别设置于顶部安装板四角处;所述顶部安装板的两侧分别设置有操作把手,所述操作把手的两端分别与导向柱固定连接。
11.通过上述技术方案,通过在顶部安装板的上方两侧设置与导向柱固定连接的操作把手,进而通过操作把手方便工作人员对工装整体进行拿取移动,从而在进行操作时更加方便。
12.较佳的,所述顶部安装板的上部的导向柱分别套接有定位管,所述定位管的下端与底部安装板固定连接。
13.通过上述技术方案,通过定位管的设置,进而在复位弹簧进行回弹时对顶部安装板进行定位,从而减小在对顶部安装板进行操作时,顶部安装的运动行程,从而在操作时更加方便。
14.较佳的,所述定位柱的下端设置有横截面从上到下逐渐减小的锥面部。
15.通过上述技术方案,通过在定位柱的下端设置横截面从上到下逐渐减小的锥面部,进而能够更加方便将定位柱插入到模具的导套中,从而能够更加方便的对工装进行安装定位。
附图说明
16.构成说明书的一部分的附图描述了本实用新型的实施例,并且连同说明书一起用于解释本实用新型的原理。
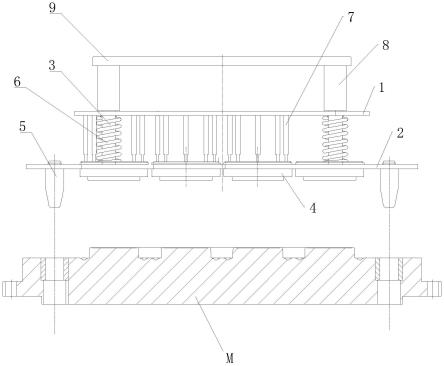
17.图1是硅胶o型圈放料工装的使用工况的结构示意图
18.图2是硅胶o型圈放料工装的俯视图。
19.图3是图2中a-a的剖视图。
20.图4是夹料块的剖视图。
21.图5是体现定位柱的剖视图。
22.图6是顶杆的结构示意图。
23.其中,1、顶部安装板;2、底部安装板;3、导向柱;4、夹料块;41、定位凹槽;42、定位芯;43、顶出孔;5、定位柱;51、锥面部;52、卡簧;6、复位弹簧;7、顶杆;71、主体部;72、顶出部;73、定位台阶;74、连接螺柱;8、定位管;9、操作把手。
具体实施方式
24.以下结合附图对本实用新型作进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
25.实施例:
26.一种硅胶o型圈放料工装,以下简称放料工装,参照图1和图2,包括顶部安装板1、底部安装板2以及若干个位于顶部安装板1和底部安装板2之间的导向柱3。图1中m为用于对硅胶o型圈硫化成型的模具。导向柱3设置有四个,并且分别设置于顶部安装板1四角处。导向柱3与底部安装板2固定连接,导向柱3轴向贯穿顶部安装板1,顶部安装板1沿导向柱3轴线方向与导向柱3滑动连接。底部安装板2的下部固定有若干个夹料块4,夹料块4用于对硅胶胶胚进行放置定位。底部安装板2的下部四角处分别固定有定位柱5,定位柱5用于与模具导套插接的定位柱5。
27.参照图1和图2,导向柱3套设有复位弹簧6,复位弹簧6的两端分别与顶部安装板1以及底部安装板2抵接。顶部安装板1的上部的导向柱3分别套接有定位管8,所述定位管8的下端与底部安装板2固定连接。顶部安装板1的两侧分别设置有操作把手9,操作把手9的两端分别与导向柱3固定连接。
28.参照图3和图4,夹料块4的下表面开设有用于放置硅胶胚料的定位凹槽41,定位凹槽41的宽度略小于所要安装的硅胶胚料的直径。夹料块4下部设置有凸出夹料块4下表面定位芯42。定位芯42的直径小于所要安装使用的硅胶胚料的内圈直径。定位凹槽41处设置有若干个轴向贯穿夹料块4的顶出孔43。顶部安装板1的下部固定有若干个能够轴向穿过顶出孔43的顶杆7,顶杆7与顶出孔43一一对应。在使用放料工装对硅胶胚料进行放料时,预先将硅胶胚料安装要各个夹料块4的定位凹槽41中,由于硅胶胚料特性软且易粘连,从而不易从定位凹槽41中脱出。在对硅胶胚料进行安装时,通过将硅胶胚料与定位芯42套接,从而能够方便快捷的对硅胶胚料进行安装定位,从而将硅胶胚料安装在定位凹槽41中。
29.在模具开模后,通过将定位柱5与与模具的导套插接,进而对放料工装进行安装定位,进而使各个夹料块4的定位凹槽41分别与模具上各个模腔相对齐。通过向下按顶部安装板1,进而带动各个顶杆7向下运动,从而利用顶杆7将硅胶胚料顶出定位凹槽41,使硅胶胚料下落至模具的各个模腔中。在完成对硅胶胚料的放置后,解除对顶部安装板1的压力,进而在复位弹簧6的作用下,顶部安装板1回复到初始位置。
30.参照图5,定位柱5的下端设置有横截面从上到下逐渐减小的锥面部51。通过锥面部51的设置,从而使定位柱5更加容易插入到模具的导套中。定位柱5插设在底部安装板2上,定位柱5上端周面上开设有环槽,环槽内设置有卡簧52,通过卡簧52对定位柱5进行安装定位。
31.参照图6,顶杆7包括主体部71以及位于主体部71下端的顶出部72,主体部71的直径大于顶出部72的直径。主体部71与顶出部72连接位置处形成用于对底部安装板2上表面抵接定位的定位台阶73。在顶杆7向下运动时,通过定位台阶73与底部安装板2上表面抵接,进而对顶杆7的行程进行限位,从而避免工作人员在操作时,因按压过量而对硅胶胚料造成破坏。主体部71的上端设置有连接螺柱74,通过连接螺柱74与设置在底部安装板2上的螺孔螺纹啮合,进而将顶杆7安装在底部安装板2上。
32.虽然已经通过示例对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1