一种脱模装置的制作方法
1.本实用新型涉及注塑模具技术领域,具体涉及一种脱模装置。
背景技术:
2.如图1所示,注塑带孔工件的模具包括左半模100、右半模200和筒体300,左半模100和右半模200之间形成模腔400,筒体300穿过模腔400,注塑时,胶料通过注塑口注入筒体300外的模腔400中,模具作为一个整体,在拆分开左半模300和右半模400之后,注塑成型的产品仍然会停留在模腔400内,这时需要将产品从模具内推出,如何在左半模300和右半模400分开后方便、快捷地将产品从模具内推出是一个亟待解决的问题。
技术实现要素:
3.针对现有技术中的缺陷,本实用新型提供了一种脱模装置,以便于将产品从模具内推出,操作方便、快捷。
4.本实用新型提供了一种脱模装置,该脱模装置用于模具的产品脱模,该模具包括左半模、右半模和筒体,所述左半模和右半模的相对内侧设有模腔,所述筒体横穿所述模腔,筒体的两端分别穿出左半模和右半模;
5.该脱模装置包括顶推件、固定架和丝杆;
6.所述筒体内设有抵接件,所述顶推件置于所述筒体内并与该筒体内的抵接件抵接,所述固定架固定于所述右半模的外侧,所述丝杆的一端与所述顶推件螺纹连接,丝杆的另一端穿出筒体并与所述固定架转动连接,固定架的外侧还设有与所述丝杆一体连接的驱动部。
7.进一步地,所述顶推件包括支撑套、以及左右相对固定于所述支撑套外的左筒体支撑块和右筒体支撑块,所述支撑套与所述丝杆螺纹连接,所述抵接件包括分别靠近所述筒体两端的内壁设置的左凸环和右凸环,所述左筒体支撑块抵接于所述左凸环的左侧,所述右筒体支撑块抵接于所述右凸环的右侧。
8.进一步地,所述左凸环的内部呈从左到右逐渐缩小的锥形口,左筒体支撑块的外周面与左凸环的内周面相适,所述右凸环的内部呈从右至左逐渐缩小的锥形口,右筒体支撑块的外周面与右凸环的内周面相适。
9.进一步地,所述支撑套包括丝母锁紧套、锁紧螺母和丝母;
10.所述丝母锁紧套的左端设置有螺纹连接轴,所述左筒体支撑块套在所述螺纹连接轴上并通过锁紧螺母固定于该丝母锁紧套的左端;
11.所述丝母锁紧套的右端设置有螺纹接口,所述丝母的外部靠近其两端分别具有螺纹插接部和限位环,所述螺纹插接部螺纹连接于所述螺纹接口内,所述右筒体支撑块套在所述丝母外并通过限位环固定在所述丝母锁紧套的右端,所述丝杆穿过所述丝母并与该丝母螺纹配合。
12.进一步地,所述丝杆的右端通过推力球轴承固定于所述固定架。
13.进一步地,所述固定架具有若干个环形分布并沿径向延伸的支腿,每个所述支腿靠近其外端的一侧设有卡口,所述右半模的右侧设置有若干根固定柱,所述固定柱外设有卡槽,各所述支腿上的卡口一一对应卡入各所述固定柱外的卡槽内。
14.进一步地,所述固定架具有三个支腿,右半模的右侧设置有三根固定柱。
15.进一步地,所述驱动部为外六角头。
16.进一步地,所述左半模的左侧通过螺丝固定有与所述筒体的左端相抵的左压环,所述右半模的右侧通过螺丝固定有与所述筒体的右端相抵的右压环。
17.本实用新型的有益效果体现在:脱模时,先拆下左半模,然后将该脱模装置顶推件顶入筒体内并与筒体内的抵接件相抵,同时将固定架固定在右半模的右侧,然后通过丝杆右端的驱动部驱动丝杆转动,丝杆转动带动顶推件向左移动,进而推动筒体向左移动,筒体带动其外部的成型产品与右半模脱离,即可实现脱模,因此,本技术便于将产品从模具内推出,操作方便、快捷。
附图说明
18.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
19.图1为背景技术中模具的结构示意图;
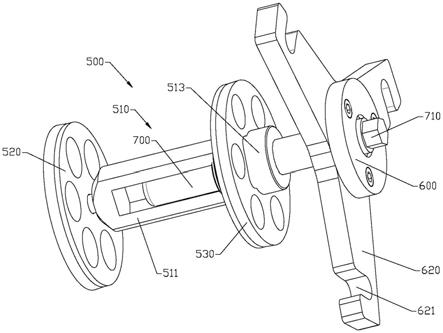
20.图2为本实用新型实施例的脱模装置的立体结构示意图
21.图3为本实用新型实施例的脱模装置与模具结合时的结构示意图。
22.附图中,100-左半模;200-右半模;210-固定柱;211-卡槽;300-筒体; 310-左凸环;320-右凸环;400-模腔;500-顶推件;510-支撑套;511-丝母锁紧套;5111-螺纹连接轴;5112-螺纹接口;512-锁紧螺母;513-丝母;5131
‑ꢀ
螺纹插接部;5132-限位环;520-左筒体支撑块;530-右筒体支撑块;600-固定架;610-推力球轴承;620-支腿;621-卡口;700-丝杆;710-驱动部;800-左压环;900-右压环。
具体实施方式
23.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
24.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
25.如图2和图3所示,本实用新型实施例提供了一种脱模装置,该脱模装置用于模具的产品脱模,该模具包括左半模100、右半模200和筒体300,左半模100和右半模200的相对内侧设有模腔400,筒体300横穿模腔400,筒体300 的两端分别穿出左半模100和右半模200。
26.为了在注塑时对筒体300进行固定,左半模100的左侧通过螺丝固定有与筒体300的左端相抵的左压环800,右半模200的右侧通过螺丝固定有与筒体 300的右端相抵的右压
环900,注塑完成后拆卸左半模100时,需要先将左压环800拆下。
27.该脱模装置包括顶推件500、固定架600和丝杆700。筒体300内设有抵接件,顶推件500置于筒体300内并与该筒体300内的抵接件抵接,固定架600 固定于右半模200的外侧,丝杆700的一端与顶推件500螺纹连接,丝杆700 的另一端穿出筒体300并与固定架600转动连接,具体来说,丝杆700的右端可通过推力球轴承610固定于固定架600,固定架600的外侧还设有与丝杆700 一体连接的驱动部710,驱动部710优选为外六角头,外六角头可与内六角扳手配合。
28.脱模时,先拆下左半模100,然后将该脱模装置的顶推件500顶入筒体300 内并与筒体300内的抵接件相抵,同时将固定架600固定在右半模200的右侧,然后通过丝杆700右端的驱动部710驱动丝杆700转动,丝杆700转动带动顶推件500向左移动,进而推动筒体300向左移动,筒体300带动其外部的成型产品与右半模200脱离,即可实现脱模,因此,本技术便于将产品从模具内推出,操作方便、快捷。
29.在一具体的实施例中,参照图2和图3,顶推件500包括支撑套510、以及左右相对固定于支撑套510外的左筒体支撑块520和右筒体支撑块530,支撑套510与丝杆700螺纹连接,抵接件包括分别靠近筒体300两端的内壁设置的左凸环310和右凸环320,左筒体支撑块520抵接于左凸环310的左侧,右筒体支撑块530抵接于右凸环320的右侧。
30.为了便于左筒体支撑块520和右筒体支撑块530从两端卡入筒体300,左凸环310的内部呈从左到右逐渐缩小的锥形口,左筒体支撑块520的外周面与左凸环310的内周面相适,右凸环320的内部呈从右至左逐渐缩小的锥形口,右筒体支撑块530的外周面与右凸环320的内周面相适。
31.本实施例中,支撑套510具体包括丝母锁紧套511、锁紧螺母512和丝母 513;丝母锁紧套511的左端设置有螺纹连接轴5111,左筒体支撑块520套在螺纹连接轴5111上并通过锁紧螺母512固定于该丝母锁紧套511的左端;丝母锁紧套511的右端设置有螺纹接口5112,丝母513的外部靠近其两端分别具有螺纹插接部5131和限位环5132,螺纹插接部5131螺纹连接于螺纹接口5112 内,右筒体支撑块530套在丝母513外并通过限位环5132固定在丝母锁紧套 511的右端,丝杆700穿过丝母513并与该丝母513螺纹配合。
32.安装该脱模装置时,通过丝母513将右筒体支撑块530组装在丝母锁紧套 511的右端,再将丝杆700穿过丝母513,然后将组装好的丝母锁紧套511和右筒体支撑块530从筒体300的右端装入,并将固定架600锁定在右半模200 的右侧,然后将左筒体支撑块520从筒体300的左端装入,并通过锁紧螺母512 将左筒体支撑块520固定在丝母锁紧套511的螺纹连接轴5111上。
33.在一优选的实施例中,固定架600具有若干个环形分布并沿径向延伸的支腿620,本实施例具体具有三个支腿620,每个支腿620靠近其外端的一侧设有卡口621,右半模200的右侧设置有若干根固定柱210,本实施例具体设有三根固定柱210,固定柱210外设有卡槽211,各支腿620上的卡口621一一对应卡入各固定柱210外的卡槽211内。锁定固定架600时,将固定架600支腿620上的卡口621对准各固定柱210外的卡槽211,然后转动固定架600,使得各卡口621一一卡入各卡槽211,即可锁定固定架600的轴向移动,为推出筒体300和产品提供支撑反力。
34.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限
制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1