一种抗静电材料制品生产用的温度可控PVC成型机的制作方法
一种抗静电材料制品生产用的温度可控pvc成型机
技术领域
1.本实用新型涉及pvc成型机技术领域,具体涉及一种抗静电材料制品生产用的温度可控pvc成型机。
背景技术:
2.抗静电材料制品种类丰富,防静电鞋就是抗静电材料制品的一种,防静电鞋是电子半导体器件、电子计算机、电子通讯和集成电路等微电子工业的生产车间和高级试验室为减少或消除静电危害而穿着的一种工作鞋。
3.抗静电材料制品的材料常见的聚氯乙烯、聚碳酸酯、聚对苯二甲酸二乙酯、mc501cdr6等。在制备聚氯乙烯这类的抗静电材料制品时,pvc成型机是必不可少的设备之一。现有技术中的pvc成型机,存在着以下问题:1、整体结构复杂,不便于维护;2、操作难度高;3、温度控制不够精准,使得成型效果、效率较低。因此,需要研发出一种抗静电材料制品生产用的温度可控pvc成型机,以来解决上述技术问题。
4.中国专利申请号为cn201921317787.9公开了一种塑料挤出成形设备,目的是通过双层加热模块利用出气孔排出所不需要的废气、使得物料更加细腻、提高产品的原物质组成连接,没有对pvc成型机操作难度高、温度控制不够精准的问题进行解决。
技术实现要素:
5.实用新型目的:为了克服以上不足,本实用新型的目的是提供一种抗静电材料制品生产用的温度可控pvc成型机,结构设计合理,操作方便,整体稳定性好,温度可控,提高了pvc成型效果和效率,应用前景广泛。
6.技术方案:一种抗静电材料制品生产用的温度可控pvc成型机,包括底座、热熔机构、压合机构、驱动机构,所述热熔机构包括隔热板、热熔板、加热管,所述底座的上表面前侧设置有隔热板,所述隔热板上表面设置有热熔板,所述加热管设置于热熔板内部的加热腔内并且对热熔板进行加热;所述底座的上表面中部竖直设置有安装立板,所述安装立板的上表面与安装顶板的下表面后端固定连接,所述底座的上表面后端设置有两块对称分布的支撑加强板,所述支撑加强板的前侧面均与安装立板的后侧面固定连接,所述支撑加强板的上表面均与横板的下表面固定连接,所述压合机构设置在热熔板正上方,所述驱动机构设置在安装顶板、横板的上表面,所述压合机构与驱动机构啮合连接;所述底座的下表面四角处设置有减振器,所述减振器包括外壳、垫片、橡胶、内芯、尼龙,所述垫片、橡胶、内芯、尼龙设置在所述外壳内;所述垫片两端固定安装在所述外壳上部两侧内壁上,所述内芯两端从内而外由所述尼龙、橡胶包裹并通过所述橡胶固定安装在所述外壳中部两侧内壁上。
7.进一步的,上述的抗静电材料制品生产用的温度可控pvc成型机,所述压合机构包括底模板、顶模板和导向齿柱,所述底模板设置在热熔板的上表面中部并且底模板与加热管位置对应,所述底模板上表面开设有模腔,所述底模板的上表面在模腔左右两端均开设有均匀分布的溢胶槽;所述顶模板设置在底模板正上方,所述导向齿柱数量为2个,2个所述
导向齿柱分别滑动连接于安装顶板前端开设的滑孔内,2个所述导向齿柱的下端均与顶模板的上表面固定连接,2个所述导向齿柱的上端均与驱动机构啮合连接。
8.进一步的,上述的抗静电材料制品生产用的温度可控pvc成型机,所述驱动机构包括液压泵、安装座和伸缩柱,所述安装座设置在横板的上表面后侧中部,所述安装座上端开设的安装孔内分别安装有液压泵和伸缩柱,所述液压泵的液压油出油口与伸缩柱的液压油进油口相通。
9.进一步的,上述的抗静电材料制品生产用的温度可控pvc成型机,所述驱动机构还包括滑柱、t型齿条、支撑座、传动齿轮、驱动齿轮和转轴,所述支撑座数量为2个,2个所述支撑座对称设置于安装顶板的上表面,2个所述支撑座之间通过轴承转动连接有转轴,所述转轴的外弧面左右两端设置有两个对称分布的传动齿轮,所述传动齿轮位于3个支撑座之间,所述转轴的外弧面中部设置有驱动齿轮,所述安装顶板的上表面中部开设的滑槽内滑动连接有滑柱,所述滑柱的外弧面与t型齿条固定连接,所述t型齿条2与驱动齿轮啮合连接,所述滑柱的后端与伸缩柱的伸缩端固定连接;2个所述导向齿柱的上端分别与对应的传动齿轮啮合连接。
10.进一步的,上述的抗静电材料制品生产用的温度可控pvc成型机,还包括控制器,所述加热管与控制器电性连接,所述液压泵电性连接控制器,
11.本实用新型所述的抗静电材料制品生产用的温度可控pvc成型机,使用时,操作人员将把pvc胶料通过加料器注入底模板模腔内,通过控制器的调控,加热管工作,对底模板进行加热,与此同时,通过控制器的调控,将顶模板下压底模板进行保压,随着加热管的加热以及顶模板的保压,底模板模腔内的pvc胶料融化并且在模腔内成型,多余的胶料会通过溢胶槽溢出;当pvc成型完成后,通过控制器的调控,加热管停止工作,与此同时,通过控制器的调控,将顶模板上升至初始位置,待冷却后,取出底模板模腔内的pvc成型件,重复以上操作开始其余pvc的热熔成型作业,整体结构简单,便于维护,操作简单。
12.进一步的,上述的抗静电材料制品生产用的温度可控pvc成型机,所述底模板两侧壁面内设置有若干个温度传感器,所述温度传感器分别与数字信号处理模块电性连接,所述数字信号处理模块、模/数转换器、数据打包模块、三线制模块依次连接;所述温度传感器输出模拟信号至数字信号处理模块,经模/数转换器转换输出数字信号,再由数据打包模块与每帧数字信号同步,再通过三线制模块通过三线制lvds将信号传入控制器;所述控制器与加热管电性连接并且控制加热管。
13.通过温度传感器实时检测底模板内模腔的温度信息,温度信息经数字信号处理模块、模/数转换器、数据打包模块、三线制模块传输至在控制器,控制器可以连接显示屏用于实时显示,控制器通过温度传感器采集到的温度,根据设定的工艺参数,自动对加热管进行控制调节,此外,操作人员也能实时了解pvc成型机的运行情况,并且对温度做出迅速的人工调整。
14.本实用新型的有益效果为:
15.(1)本实用新型所述的抗静电材料制品生产用的温度可控pvc成型机,结构简单,操作方便,通过温度传感器实时检测底模板内模腔的温度信息,温度信息经数字信号处理模块、模/数转换器、数据打包模块、三线制模块传输至在控制器,控制器通过温度传感器采集到的温度根据设定的工艺参数自动对加热管进行控制调节,也操作人员方便实时了解
pvc成型机的运行情况并且对温度做出迅速的人工调整;
16.(2)本实用新型所述的抗静电材料制品生产用的温度可控pvc成型机,在底座的下表面四角处设置有减振器,可以避免环境振动、人为振动、自身振动影响成型效果,提高了pvc成型机的整体稳定性,同时避免pvc成型机在运转过程中产生噪声、振动厉害、运转不稳的问题。
附图说明
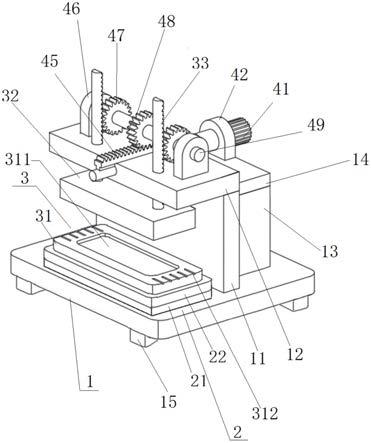
17.图1为本实用新型所述抗静电材料制品生产用的温度可控pvc成型机的结构示意图;
18.图2为本实用新型所述抗静电材料制品生产用的温度可控pvc成型机的减振器结构示意图;
19.图3为本实用新型所述抗静电材料制品生产用的温度可控pvc成型机的底模板结构示意图;
20.图4为本实用新型所述抗静电材料制品生产用的温度可控pvc成型机的驱动机构结构示意图;
21.图5为本实用新型所述抗静电材料制品生产用的温度可控pvc成型机的电性连接图;
22.图中:底座1、安装立板11、安装顶板12、支撑加强板13、横板14、减振器15、外壳151、垫片152、橡胶153、内芯154、尼龙155、热熔机构2、隔热板21、热熔板22、加热腔221、加热管23、压合机构3、底模板31、模腔311、溢胶槽312、温度传感器313、顶模板32、导向齿柱33、驱动机构4、液压泵41、安装座42、伸缩柱43、滑柱44、t型齿条45、支撑座46、传动齿轮47、驱动齿轮48、转轴49、控制器5、数字信号处理模块51、模/数转换器52、数据打包模块53、三线制模块54。
具体实施方式
23.下面结合附图1-5和具体实施例,进一步阐明本实用新型。
24.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.如图1-5所示的上述结构的抗静电材料制品生产用的温度可控pvc成型机,包括底座1、热熔机构2、压合机构3、驱动机构4,所述热熔机构2包括隔热板21、热熔板22、加热管23,所述底座1的上表面前侧设置有隔热板21,所述隔热板21上表面设置有热熔板22,所述加热管23设置于热熔板22内部的加热腔221内并且对热熔板22进行加热;所述底座1的上表面中部竖直设置有安装立板11,所述安装立板11的上表面与安装顶板12的下表面后端固定连接,所述底座1的上表面后端设置有两块对称分布的支撑加强板13,所述支撑加强板13的前侧面均与安装立板11的后侧面固定连接,所述支撑加强板13的上表面均与横板14的下表面固定连接,所述压合机构3设置在热熔板22正上方,所述驱动机构4设置在安装顶板12、横板14的上表面,所述压合机构3与驱动机构4啮合连接;所述底座1的下表面四角处设置有减
振器15,所述减振器15包括外壳151、垫片152、橡胶153、内芯154、尼龙155,所述垫片152、橡胶153、内芯154、尼龙155设置在所述外壳151内;所述垫片152两端固定安装在所述外壳151上部两侧内壁上,所述内芯154两端从内而外由所述尼龙155、橡胶153包裹并通过所述橡胶153固定安装在所述外壳151中部两侧内壁上。
26.此外,所述压合机构3包括底模板31、顶模板32和导向齿柱33,所述底模板31设置在热熔板22的上表面中部并且底模板31与加热管23位置对应,所述底模板31上表面开设有模腔311,所述底模板31的上表面在模腔311左右两端均开设有均匀分布的溢胶槽312;所述顶模板32设置在底模板31正上方,所述导向齿柱33数量为2个,2个所述导向齿柱33分别滑动连接于安装顶板12前端开设的滑孔内,2个所述导向齿柱33的下端均与顶模板32的上表面固定连接,2个所述导向齿柱33的上端均与驱动机构4啮合连接。
27.此外,所述驱动机构4包括液压泵41、安装座42和伸缩柱43,所述安装座42设置在横板14的上表面后侧中部,所述安装座42上端开设的安装孔内分别安装有液压泵41和伸缩柱43,所述液压泵41的液压油出油口与伸缩柱43的液压油进油口相通。
28.此外,所述驱动机构4还包括滑柱44、t型齿条45、支撑座46、传动齿轮47、驱动齿轮48和转轴49,所述支撑座46数量为2个,2个所述支撑座46对称设置于安装顶板12的上表面,2个所述支撑座46之间通过轴承转动连接有转轴49,所述转轴49的外弧面左右两端设置有两个对称分布的传动齿轮47,所述传动齿轮47位于3个支撑座46之间,所述转轴49的外弧面中部设置有驱动齿轮48,所述安装顶板12的上表面中部开设的滑槽内滑动连接有滑柱44,所述滑柱44的外弧面与t型齿条45固定连接,所述t型齿条45与驱动齿轮48啮合连接,所述滑柱44的后端与伸缩柱43的伸缩端固定连接;2个所述导向齿柱33的上端分别与对应的传动齿轮47啮合连接。
29.进一步的,还包括控制器5,所述加热管23与控制器5电性连接,所述液压泵41电性连接控制器5。
30.进一步的,所述底模板31两侧壁面内设置有若干个温度传感器313,所述温度传感器313分别与数字信号处理模块51电性连接,所述数字信号处理模块51、模/数转换器52、数据打包模块53、三线制模块54依次连接;所述温度传感器313输出模拟信号至数字信号处理模块51,经模/数转换器52转换输出数字信号,再由数据打包模块53与每帧数字信号同步,再通过三线制模块54通过三线制lvds将信号传入控制器5;所述控制器5与加热管23电性连接并且控制加热管23。
实施例
31.基于以上的结构基础,如图1-5所示。
32.本实用新型所述的抗静电材料制品生产用的温度可控pvc成型机,使用时,操作人员将把pvc胶料通过加料器注入底模板31模腔311内,通过控制器5的调控,加热管23工作,对底模板31进行加热,与此同时,通过控制器3的调控,将顶模板32下压底模板31进行保压,随着加热管23的加热以及顶模板32的保压,底模板31模腔311内的pvc胶料融化并且在模腔311内成型,多余的胶料会通过溢胶槽312溢出;当pvc成型完成后,通过控制器5的调控,加热管23停止工作,与此同时,通过控制器5的调控,将顶模板32上升至初始位置,待冷却后,取出底模板31模腔311内的pvc成型件,重复以上操作开始其余pvc的热熔成型作业,整体结
构简单,便于维护,操作简单。
33.其中,所述驱动机构4的工作过程如下:1、下压:液压泵41把液压油从伸缩柱43内吸出,伸缩柱43的伸缩端缩回,进而带动滑柱44向后滑动,滑柱44带动t型齿条45向后同步滑动,由于齿条与驱动齿轮48啮合连接,因此齿条向后滑动的同时会带动驱动齿轮48逆时针转动,驱动齿轮48通过转轴49带动两个传动齿轮47同步转动,由于传动齿轮47与导向齿柱33啮合连接,因此,传动齿轮47转动的同时分别带动对应的导向齿柱33沿安装顶板12前端开设的滑孔向下滑动,进而带动顶模板32向下压至底模板31的上方;2、上升:液压泵41把液压油注入到伸缩柱43内部,伸缩柱43伸缩端伸展,带动驱动齿轮48反向转动,进而带动其它部件反向工作,以此使顶模板32上升至初始位置。
34.其中,本实用新型在底座1的下表面四角处设置有减振器15,可以避免环境振动、人为振动、自身振动影响成型效果,提高了pvc成型机的整体稳定性,同时避免pvc成型机在运转过程中产生噪声、振动厉害、运转不稳的问题。所述减振器15采用尼龙155作为骨架,増大径向刚度,尼龙155呈圆弧状,在外壳531内载荷均匀分布,减少磨损。内芯154作为减振器15主弹簧安装在外壳中央,同时采用垫片152轴向加固,保证整个减振器15载荷分布均匀,同时増强承载能力,避免内部部件与外壳151直接接触造成损坏,同时自重轻,成本更低,散热更好,重量更小,减振效果好,有利于所述的抗静电材料制品生产用的温度可控pvc成型机的平稳运行
35.进一步的,通过温度传感器实时检测底模板内模腔的温度信息,温度信息经数字信号处理模块、模/数转换器、数据打包模块、三线制模块传输至在控制器,控制器可以连接显示屏用于实时显示,控制器通过温度传感器采集到的温度,根据设定的工艺参数,自动对加热管进行控制调节,此外,操作人员也能实时了解pvc成型机的运行情况,并且对温度做出迅速的人工调整。
36.此外,本实用新型所述的抗静电材料制品生产用的温度可控pvc成型机中未涉及部分均与现有技术相同或可采用现有技术加以实现。
37.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
38.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
39.此外,本实用新型的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1