一种汽车仪表板注塑模具内的斜抽芯组件的制作方法
1.本实用新型涉及注塑模具技术领域,具体涉及一种汽车仪表板注塑模具内的斜抽芯组件。
背景技术:
2.模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的,模具主要由浇注系统、调温系统、成型零件和结构零件组成,其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分,注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上,在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品,为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
3.注塑模具在对汽车仪表浇注完成后,需要有一个斜柱对仪表板的示数做改变,而想要将这个斜柱抽离出来,需要抽芯的机构,当传统的抽芯机构,如专利号cn201520766800.4,汽车仪表板注塑模组合式内斜抽芯机构,该方案中说明“当汽车仪表板14注塑成型后,由下复板2带动模脚6、上顶针板7、下顶针板8、垫板11、型芯13、滑块底座20、斜内抽滑块22和汽车仪表板14向后移动,使型腔3与型芯13打开”但由于“在模脚上设置垫板11和导柱12,垫板上设置型芯13,导柱穿过型芯与导柱孔4相配合”的作用,也就是导柱12的作用使得型芯13、滑块底座20、斜内抽滑块22和汽车仪表板14无法向后移动,使得该方案无法实现;
4.而且根据该方案“当模具逐渐开模时,弹簧18在弹力的作用下向上推动型芯,型芯带动汽车仪表板14向上移动,而由于滑块底座20与垫板11相固定,滑块底座上端又通过滑轨21与斜内抽滑块22滑动配合,因此在型芯13上移的同时,滑块底座20与斜内抽滑块22配合,使斜内抽滑块沿着斜滑槽19倾斜向下脱出汽车仪表板14的斜柱15”,不知滑轨21与斜内抽滑块22如何滑动配合,按照该方案的想法,滑轨21相对于斜内抽滑块22向下运动时,滑轨21带动斜内抽滑块22沿着斜滑槽19倾斜向下运动,说明滑轨21和斜内抽滑块22是不能脱离的,因为滑轨21和斜内抽滑块22如果能脱离的话,滑轨21是无法带动斜内抽滑块22沿着斜滑槽19倾斜向下运动,因此只要滑轨21带动斜内抽滑块22沿着斜滑槽19倾斜向下运动,在斜内抽滑块22向下运动的瞬间,斜内抽滑块22与斜柱15之间的拉力会瞬间过大,容易将斜柱15拉断,存在严重的缺陷;
5.而且根据力学分析,滑轨21相对于斜内抽滑块22向下运动时,会给斜内抽滑块22向下的拉力,使斜内抽滑块22倾斜运动的力,是拉力的分力,这就使得斜内抽滑块22受到向下的拉力,有可能会弯折斜内抽滑块22,也会加大斜内抽滑块22与斜滑槽19之间的摩擦,容易导致斜内抽滑块22和型芯的损坏,而且各个部件之间难以拆装,导致难以维修与更换;
6.综上,需要从新设计一种汽车仪表板注塑模具内的斜抽芯组件。
技术实现要素:
7.针对背景技术中提到的问题,本实用新型的目的是提供一种汽车仪表板注塑模具内的斜抽芯组件,以解决背景技术中提到的问题。
8.本实用新型的上述技术目的是通过以下技术方案得以实现的:
9.一种汽车仪表板注塑模具内的斜抽芯组件,包括电缸,所述电缸安装在底座的上方,所述底座的上方通过支架固定安装有下模,所述下模的顶部设有上模,所述上模和所述下模用于制作汽车仪表板,所述汽车仪表板的底部设有斜杆,所述下模的内部倾斜开设有滑槽,所述滑槽内部顶部开设有用于存放型芯的限位槽,所述型芯的顶部开设有与所述斜杆一一对应的斜槽;
10.所述型芯的底部安装有上矩形连接板,所述上矩形连接板的下方通过缓冲机构安装有下矩形连接板,所述缓冲机构包括弹簧,所述弹簧的上下两端分别与所述上矩形连接板和所述下矩形连接板连接,所述下矩形连接板的底部通过螺栓安装有矩形连接底板,所述矩形连接底板的底部中部与所述电缸的活塞杆固定连接。
11.通过采用上述技术方案:当汽车仪表板成型后,启动电缸带动矩形连接底板和下矩形连接板顺着滑槽向下移动,然后通过缓冲机构带动上矩形连接板和型芯顺着滑槽向下移动,通过缓冲机构的作用,缓慢加大对上矩形连接板和型芯的拉力,逐渐加大型芯和斜杆之间的分离的力,使得型芯缓慢与斜杆分离,防止型芯瞬间出现很大的拉力将斜杆拉断,然后将上模拉起,然后将汽车仪表板取出即可,然后盖上上模,控制电缸将型芯顶回原位即可。
12.优选的,所述弹簧的上下两端均一体成型有锁扣,所述上矩形连接板的底部和所述下矩形连接板的顶部均焊接有挂环,上下两个所述锁扣锁在上下两个所述挂环上。
13.通过采用上述技术方案:通过锁扣与挂环之间的分离与连接,方便弹簧的拆装。
14.优选的,所述缓冲机构还包括伸缩限位机构,所述伸缩限位机构包括外管和内杆,所述内杆活动插接在所述外管的内部,所述外管的顶部内部一体成型有上环形限位板,所述内杆的底部一体成型有下环形限位板。
15.通过采用上述技术方案:通过内杆活动插接在外管的内部,有效的减少上矩形连接板和型芯在上下移动时的限位。
16.优选的,所述弹簧和所述伸缩限位机构均至少等距设有两个,所述弹簧和所述伸缩限位机构为相互交错设置。
17.通过采用上述技术方案:可根据实际需求设置弹簧和伸缩限位机构的数量。
18.优选的,所述上矩形连接板的底部和所述下矩形连接板的顶部均开设有螺纹孔,所述内杆的顶部外壁和所述外管的底部外壁均开设有外螺纹,所述内杆的顶部和所述外管的底部分别通过螺纹连接安装在上下两个所述螺纹孔的内部。
19.通过采用上述技术方案:通过扭转内杆和外管,方便内杆和外管的拆装。
20.优选的,所述上矩形连接板的顶部中部一体成型有螺柱,所述型芯的底部中部开设有螺纹槽,所述螺柱安装在所述螺纹槽的内部。
21.通过采用上述技术方案:通过扭转上矩形连接板,方便上矩形连接板和型芯之间的拆装。
22.与现有技术相比,本实用新型的有益效果是:
23.本汽车仪表板注塑模具内的斜抽芯组件,缓慢加大对上矩形连接板和型芯的拉力,逐渐加大型芯和斜杆之间的分离的力,使得型芯缓慢与斜杆分离,防止型芯瞬间出现很大的拉力将斜杆拉断,方便方便各个部件的拆装与更换。
附图说明
24.图1是本实用新型汽在使用时的主视切面图;
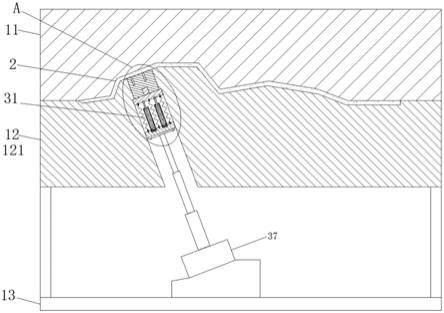
25.图2是图1中的a部放大图;
26.图3是图2中的b部放大图;
27.图4是本实用新型在使用时上模打开时的主视切面图;
28.图5是本实用新型在使用时汽车仪表板取出时的主视切面图。
29.附图标记:11、上模;12、下模;121、滑槽;122、限位槽;13、底座;2、汽车仪表板;21、斜杆;31、型芯;311、斜槽;312、螺纹槽;32、上矩形连接板;321、螺柱;33、下矩形连接板;34、弹簧;341、锁扣;35、伸缩限位机构;351、外管;3511、上环形限位板;352、内杆;3521、下环形限位板;36、矩形连接底板;37、电缸;38、螺纹孔;39、挂环。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.参考图1-图2,一种汽车仪表板注塑模具内的斜抽芯组件,包括电缸37,电缸37通过支架安装在底座13的上方,底座13上设有上模11以及设置在上模11下方的下模12,下模12通过支架固定安装在底座13的上方,上模11和下模12用于制作汽车仪表板2,汽车仪表板2的底部一体成型有斜杆21,下模12的内部倾斜开设有滑槽121,滑槽121内部顶部开设有与型芯31配合的限位槽122,型芯31的顶部开设有与用于斜杆21成型的斜槽311;
32.参考图1-图3,上矩形连接板32安装在型芯31的底部,上矩形连接板32的顶部中部一体成型有螺柱321,为了方便型芯31的拆装,在型芯31的底部中部开设有螺纹槽312,螺柱321安装在与螺纹槽312配合连接,通过扭转上矩形连接板32,方便上矩形连接板32和型芯31之间的拆装,上矩形连接板32的下方通过缓冲机构安装有下矩形连接板33,缓冲机构包括弹簧34,弹簧34的上下两端分别与上矩形连接板32和下矩形连接板33连接,为了方便弹簧34的拆装,弹簧34的上下两端均一体成型有锁扣341,上矩形连接板32的底部和下矩形连接板33的顶部均焊接有挂环39,上下两个锁扣341锁在上下两个挂环39上,通过锁扣341与挂环39之间的分离与连接,方便弹簧34的拆装,缓冲机构还包括伸缩限位机构35,弹簧34和伸缩限位机构35均至少等距设有两个,弹簧34和伸缩限位机构35为相互交错设置,伸缩限位机构35包括内杆352,内杆352活动插接在外管351的内部,外管351的顶部内部一体成型有上环形限位板3511,内杆352的底部一体成型有下环形限位板3521,通过内杆352活动插接在外管351的内部,有效的减少上矩形连接板32和型芯31在上下移动时的限位,为了方便内杆352和外管351的拆装,在上矩形连接板32的底部和下矩形连接板33的顶部均开设有螺纹孔38,内杆352的顶部外壁和外管351的底部外壁均开设有外螺纹,内杆352的顶部和外管
351的底部分别通过螺纹连接安装在上下两个螺纹孔38的内部,通过扭转内杆352和外管351,方便内杆352和外管351的拆装;
33.参考图1,矩形连接底板36通过螺栓安装在下矩形连接板33的底部,电缸37的活塞杆与矩形连接底板36的底部中部固定连接。
34.结构原理:
35.如图1所示,当汽车仪表板2成型后,启动电缸37带动矩形连接底板36和下矩形连接板33顺着滑槽121向下移动,然后通过缓冲机构带动上矩形连接板32和型芯31顺着滑槽121向下移动,通过缓冲机构的作用,缓慢加大对上矩形连接板32和型芯31的拉力,逐渐加大型芯31和斜杆21之间的分离的力,使得型芯31缓慢与斜杆21分离,防止型芯31瞬间出现很大的拉力将斜杆21拉断,然后将上模11拉起,如图4所示,然后将汽车仪表板2取出即可,如图5所示,然后盖上上模11,控制电缸37将型芯31顶回原位即可。
36.拆装原理:需要拆卸时,启动电缸37带动矩形连接底板36和下矩形连接板33顺着滑槽121向下移动,使得下矩形连接板33下降到滑槽121的外部,然后将底板36和下矩形连接板33之间的螺栓拆卸下来,然后扭转外管351,使得外管351与下矩形连接板33分离,然后将锁扣341与挂环39分离,然后上矩形连接板32会继续下滑,扭转内杆352将内杆352拆卸下来,然后上矩形连接板32会位于滑槽121的外部,扭转上矩形连接板32,使得上矩形连接板32与型芯31分离,完成各个部件的拆卸,方便各个部件的更换与维修;需要组装时,按照上述相反操作组装即可。
37.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1