一种全自动模具的制作方法
1.本实用新型涉及模具领域,尤其是涉及一种全自动模具。
背景技术:
2.现有模具在产品成型后,需要手动把产品从下模板拽出,这样取出产品比较费力,还容易破坏产品,因此产品质量低,工作效率低且劳动强度大。
技术实现要素:
3.本实用新型的目的在于为解决现有技术中存在的产品从下模板拽出,取出产品比较费力,还容易破坏产品,因此产品质量低,工作效率低且劳动强度大的问题,而提供一种全自动模具。
4.本实用新型采取的新的技术方案是:
5.一种全自动模具,包括射蜡咀、上模固定板、上模板、下模板、支撑板、下模固定板、复位杆、顶针、支撑柱、顶针底板及顶针板,所述的上模固定板通过螺栓与上模板连接,所述的上模板前部设有射蜡咀槽a,所述的上模板内连通有冷却水道a,所述的上模板底部设有型腔a、分型面、射蜡道a、导向柱孔a及定位销孔a,所述的射蜡咀槽a与射蜡道a连通,所述的射蜡道a与型腔a连通,所述的导向柱孔a固定在导向柱一端,所述的导向柱另一端插入导向柱孔b内,所述的定位销孔a固定在定位销的一端,所述的定位销另一端插入定位销孔b内,所述的导向柱孔b及定位销孔b设在下模板顶部;所述的下模板顶部还包括排气槽、射蜡道b、型腔b、复位杆孔b、顶针孔b、气孔及撬口,所述的下模板前部设有射蜡咀槽b,且射蜡咀槽b与射蜡咀槽a构成射蜡咀,所述的射蜡咀槽b与射蜡道b连通,所述的射蜡道b与型腔b连通,且型腔b与排气槽连通,所述的型腔b内设有气孔及顶针孔b,所述的射蜡道b与射蜡道a相配合,所述的型腔b与型腔a相匹配,所述的下模板顶部四角设有撬口,所述的下模板内连通有冷却水道b,所述的下模板底部通过螺栓连接有支撑板、支撑柱及下模固定板;所述的下模固定板中部设有气缸孔,所述的下模固定板顶部设有顶针底板及顶针板,所述的顶针底板上设有支撑柱孔b,所述的顶针板上设有支撑柱孔a、顶针孔a及复位杆孔a,所述的支撑柱孔a与支撑柱孔b相匹配,且支撑柱穿过所述的支撑柱孔a及支撑柱孔b,所述的顶针孔a与顶针孔b相匹配,顶针穿过所述的顶针孔a及顶针孔b,所述的复位杆孔a与复位杆孔b相匹配,复位杆穿过所述的复位杆孔a及复位杆孔b,所述的顶针及复位杆均为倒t型,所述的顶针及复位杆底部夹在顶针底板与顶针板之间,顶针板与下模板间且所述的复位杆上套有弹簧。
6.进一步地,所述的复位杆为4根,且复位杆的直径为12-16mm。
7.进一步地,所述的顶针直径为2-30mm。
8.进一步地,所述的支撑柱为4根,且支撑柱直径为25mm以上,所述的支撑柱间距为130-150mm。
9.进一步地,所述的导向柱为2根。
10.进一步地,所述的导向柱的长度等于导向柱孔a与导向柱孔b的深度和。
11.进一步地,所述的定位销为2根。
12.进一步地,所述的定位销的长度等于定位销孔a与定位销孔b的深度和。
13.进一步地,所述的导向柱的长度大于定位销的长度。
14.本实用新型产生的有益效果为:本实用新型通过气缸及顶针顶出产品,整个产品平整地一次性出模,产品越大,此结构优势越大;同时气缸及复位杆顶开上模板,方便取出产品,且产品取出后上模板通过复位杆再次复位,产品质量提高,工作效率提高,劳动强度降低,成本降低。
附图说明
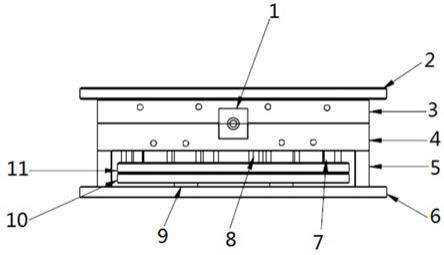
15.图1为本实用新型的结构示意图。
16.图2为上模板的结构示意图。
17.图3为下模板的结构示意图。
18.图4为顶针板的结构示意图。
19.图5为顶针底板的结构示意图。
20.图6为射蜡咀的结构示意图。
21.图7为顶针及复位杆的结构示意图。
22.图8为下模固定板的结构示意图。
23.其中:1、射蜡咀,101、射蜡咀槽a,102、射蜡咀槽b,2、上模固定板,3、上模板,301、型腔a,302、分型面,303、射蜡道a,304、导向柱孔a,305、定位销孔a,306、冷却水道a,4、下模板,401、排气槽,402、射蜡道b,403、型腔b,404、导向柱孔b,405、复位杆孔b,406、定位销孔b,407、冷却水道b,408、顶针孔b,409、撬口,410、气孔,5、支撑板,6、下模固定板,601、气缸孔,7、复位杆,8、顶针,9、支撑柱,10、顶针底板,1001、支撑柱孔b,11、顶针板,1101、复位杆孔a,1102、顶针孔a,1103、支撑柱孔a。
具体实施方式
24.下面结合附图对本实用新型作进一步地详细描述:
25.一种全自动模具,包括射蜡咀1、上模固定板2、上模板3、下模板4、支撑板5、下模固定板6、复位杆7、顶针8、支撑柱9、顶针底板10及顶针板11,所述的上模固定板2通过螺栓与上模板3连接,所述的上模板3前部设有射蜡咀槽a101,所述的上模板3内连通有冷却水道a306,所述的上模板3底部设有型腔a301、分型面302、射蜡道a303、导向柱孔a304及定位销孔a305,所述的射蜡咀槽a101与射蜡道a303连通,所述的射蜡道a303与型腔a301连通,所述的导向柱孔a304固定在导向柱一端,所述的导向柱另一端插入导向柱孔b404内,所述的定位销孔a305固定在定位销的一端,所述的定位销另一端插入定位销孔b406内,所述的导向柱孔b404及定位销孔b406设在下模板4顶部;所述的下模板4顶部还包括排气槽401、射蜡道b402、型腔b403、复位杆孔b405、顶针孔b408、气孔410及撬口409,所述的下模板4前部设有射蜡咀槽b102,且射蜡咀槽b102与射蜡咀槽a101构成射蜡咀1,所述的射蜡咀槽b102与射蜡道b402连通,所述的射蜡道b402与型腔b403连通,且型腔b403与排气槽401连通,所述的型腔b403内设有气孔410及顶针孔b408,所述的射蜡道b402与射蜡道a303相配合,所述的型腔b403与型腔a301相匹配,所述的下模板4顶部四角设有撬口409,所述的下模板4内连通有冷
却水道b407,所述的下模板4底部通过螺栓连接有支撑板5、支撑柱9及下模固定板6;所述的下模固定板6中部设有气缸孔601,所述的下模固定板6顶部设有顶针底板10及顶针板11,所述的顶针底板10上设有支撑柱孔b1001,所述的顶针板11上设有支撑柱孔a1103、顶针孔a1102及复位杆孔a1101,所述的支撑柱孔a1103与支撑柱孔b1001相匹配,且支撑柱9穿过所述的支撑柱孔a1103及支撑柱孔b1001,所述的顶针孔a1102与顶针孔b408相匹配,顶针8穿过所述的顶针孔a1102及顶针孔b408,所述的复位杆孔a1101与复位杆孔b405相匹配,复位杆7穿过所述的复位杆孔a1101及复位杆孔b405,所述的顶针8及复位杆7均为倒t型,所述的顶针8及复位杆7底部夹在顶针底板10与顶针板11之间,顶针板11与下模板4间且所述的复位杆7上套有弹簧。
26.进一步地,所述的复位杆7为4根,且复位杆7的直径为12-16mm。
27.进一步地,所述的顶针8直径为2-30mm。
28.进一步地,所述的支撑柱9为4根,且支撑柱9直径为25mm以上,所述的支撑柱9间距为130-150mm。
29.进一步地,所述的导向柱为2根。
30.进一步地,所述的导向柱的长度等于导向柱孔a304与导向柱孔b404的深度和。
31.进一步地,所述的定位销为2根。
32.进一步地,所述的定位销的长度等于定位销孔a305与定位销孔b406的深度和。
33.进一步地,所述的导向柱的长度大于定位销的长度。
34.使用时,冷却水道a306及冷却水道b407内通入冷却水,上模板3底部通过导向柱及定位销与下模板4顶部接触,此时顶针8顶部与顶针孔b408顶部平齐,且复位杆7顶部与复位杆孔b405顶部平齐。通过射蜡咀1向射蜡道a303及射蜡道b402内射蜡,射蜡道内的蜡填充型腔a301及型腔b403,等产品成型后,气缸工作,气缸顶着顶针底板10及顶针板11向上运动,顶针8及复位杆7底部夹在顶针板11与顶针底板10之间,顶针底板10及顶针板11运动带动顶针8及复位杆7向上运动,此时顶针8高出顶针孔b408顶部并将产品顶出型腔b403,与此同时复位杆7高出复位杆孔b405顶部顶着上模板3的分型面302,复位杆7将上模板3顶起,产品便可从型腔b403内取出。产品及上模板3均通过气缸顶起,省时省力,降低劳动强度,且产品平整地一次性出模,质量提高。
35.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1