一种适用于管型产品的氮气脱模结构的制作方法
1.本实用新型涉及模具技术领域,具体是一种适用于管型产品的氮气脱模结构。
背景技术:
2.在注塑模具开模工艺过程的过程中,主要包括填充—保压—冷却—脱模四个阶段,这四个阶段直接影响着塑料件的的质量,而前三者主要可以通过填充过程的压力控制、冷却时间来把控,但是脱模的问题却迟迟得不到解决。
3.现有技术中,管型产品在脱模环节采用直接拔出产品的方式进行脱模,导致产品容易吸真空,进而严重变形,产品质量不合格的比率居高不下,亟需对现有的脱模模芯结构进行改进,以提高脱模成功率。
4.因此,参考氮气的特性设计了一种氮气脱模机构。
技术实现要素:
5.为了解决上述问题,本实用新型提供一种适用于管型产品的氮气脱模结构,通过注入氮气辅助机械结构进行脱模,可防止产品变形,整体机械简单且结构紧凑。
6.为了达到上述目的,本实用新型采用以下技术方案:
7.一种适用于管型产品的氮气脱模结构,包括驱动固定座、伸缩驱动、连接块、模芯及氮气进气管,所述伸缩驱动的主体安装于所述驱动固定座,所述伸缩驱动的伸缩端与连接块连接,连接块前端与模芯后部连接,模芯前部位于管型产品内,模芯内置有氮气出气管,用于氮气出气;氮气进气管由伸缩驱动方向延伸至连接块内,连接块内设有连通件,用于连通氮气进气管与氮气出气管,通过伸缩驱动拉动连接块,氮气进气管进入氮气,由模芯前端出气,用于脱模,使模芯前部从管型产品内脱出。
8.可选的,在本实用新型一实施例中,所述氮气出气管后端尺寸大于氮气出气管的其余部分,使氮气出气管后端卡在模芯的后端面。
9.可选的,在本实用新型一实施例中,所述连接块包括第一连接块及第二连接块,所述第一连接块设于所述第二连接块内,所述第二连接块内开设有用于安装所述第一连接块的安装槽,所述第一连接块开设有固定孔,所述第一连接块通过所述固定孔内安装固定螺丝与所述伸缩驱动的伸缩端固定连接,所述伸缩驱动的伸缩端开设有内螺纹槽孔,用于固定螺丝的连接。
10.可选的,在本实用新型一实施例中,所述连通件位于所述第二连接块两边,对应所述第二连接块的位置开设有安装孔,所述连通件从安装孔内装入,内部连通所述氮气进气管前端与所述氮气出气管的后端。
11.可选的,在本实用新型一实施例中,所述第二连接块前端开设有装配槽,所述装配槽内的两边开设有用于安装氮气出气管的放置孔,所述装配槽安装有定位块,所述定位块内设有用于安装模芯的限位槽,限位槽后部尺寸较大,用于安装模芯后端的限位部。
12.可选的,在本实用新型一实施例中,所述模芯后端设有限位部,所述限位部位于所
述安装槽内。
13.可选的,在本实用新型一实施例中,所述驱动固定座开设有用于穿设氮气进气管的通孔,氮气进气管穿设通孔内处于非固定状态,氮气进气管可以随第二连接块移动而在通孔内移动。
14.可选的,在本实用新型一实施例中,所述第二连接块两边开设有用于插设氮气进气管的插孔,所述插孔延伸至连通件位置。
15.可选的,在本实用新型一实施例中,所述第二连接块与所述驱动固定座之间设有用于连接块移动的滑槽,所述滑槽的宽度距离即是所述第二连接块的可移动距离。
16.可选的,在本实用新型一实施例中,所述第二连接块外侧两边设置有固定条,所述固定条内侧与所述第二连接块两侧贴合,所述第二连接块两侧还设有向外突出的翼缘,翼缘内侧与固定条表面贴合,可起到限位连接块的作用。
17.本实用新型有益效果
18.本实用新型的一种适用于管型产品的氮气脱模结构,结构简单,通过伸缩驱动拉动连接块,连接块带动模芯从管型产品内脱出,同时通过氮气进气管向连接块内注入氮气,氮气由模芯前端出气,注入氮气通过气体的压力推动聚合物和模具的分离,由于流体的等压性,可以确保脱模时模具和聚合物受到均匀的压力,不发生传统脱模机构中出现的翘曲变形现象,同时气体分子还可以凭借气压作用,渗透到模芯和产品表面作用,从而有效地降低模芯和产品的粘附作用。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
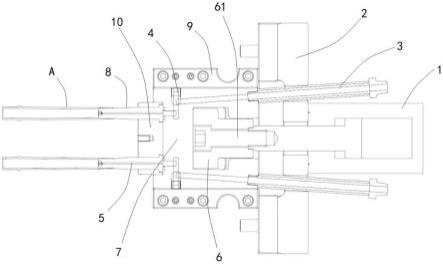
20.图1本实用新型实施例1剖面示意图;
21.图2本实用新型实施例1立体结构示意图;
22.图3本实用新型实施例1模芯示意图;
23.附图标记说明:伸缩驱动1、驱动固定座2、氮气进气管3、连通件 4、氮气出气管5、第一连接块6、固定螺丝61、第二连接块7、模芯8、限位部81、出气孔82、固定条9、定位块10、管型产品a。
具体实施方式
24.为更进一步阐述本实用新型为实现预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
25.实施例1
26.针对现有的管型产品a的脱模方式采用机械直接脱模,容易造成产品严重变形,严重影响产品质量的问题,结合了氮气的特性,为管型产品a 重新设计了一种氮气脱模机构,具体结构如下:
27.如图1-3所示,一种适用于管型产品a的氮气脱模机构,包括驱动固定座2、伸缩驱动1、连接块、模芯8及氮气进气管3。
28.伸缩驱动1的主体安装于驱动固定座2,在本实施例中,伸缩驱动1 采用油缸作为驱动,伸缩驱动1的主体上设有贯穿的螺丝与驱动固定座2 连接,伸缩驱动1的伸缩端与连接块连接,连接块前端与模芯8后部连接,模芯8前部位于管型产品a内。
29.模芯8内置有氮气出气管5,用于氮气出气,氮气出气管5后端尺寸大于氮气出气管5的其余部分,使氮气出气管5后端卡在模芯8的后端面;氮气进气管3由伸缩驱动1方向延伸至连接块内,驱动固定座2开设有用于穿设氮气进气管3的通孔,氮气进气管3穿设通孔内处于非固定状态,氮气进气管3可以随第二连接块7移动而在通孔内移动,在本实施例中,氮气进气管3的后部尺寸相比前部稍大,使氮气进气管3前部与后部的交接位置限制在第二连接块7的后端面,连接块内设有连通件4,用于连通氮气进气管3与氮气出气管5,通过伸缩驱动1拉动连接块,氮气进气管3进入氮气,由模芯8前端出气,用于脱模,使模芯8前部从管型产品a内脱出。
30.连接块包括第一连接块6及第二连接块7,第一连接块6设于第二连接块7内,第二连接块7内开设有用于安装第一连接块6的安装槽,在本实施例中,安装槽为t型结构的槽,安装槽的宽度方向尺寸略大于第一连接块6的宽度,相应的,第一连接块6的形状为t型结构,第一连接块6 开设有固定孔,第一连接块6通过固定孔内安装固定螺丝61与伸缩驱动 1的伸缩端固定连接,伸缩驱动1的伸缩端开设有内螺纹槽孔,用于固定螺丝61的连接,固定螺丝61安装后,固定螺丝61的螺帽与固定孔所在平面齐平或低于固定孔所在平面。
31.连通件4位于第二连接块7两边,对应第二连接块7的位置开设有安装孔,连通件4从安装孔内装入,内部连通氮气进气管3前端与氮气出气管5的后端,连通件4也可以防止氮气从安装孔位置渗漏。
32.第二连接块7前端开设有装配槽,装配槽内的两边开设有用于安装氮气出气管5的放置孔,装配槽安装有定位块10,定位块10前部外露于装配槽外,定位块10设有螺丝与第二连接块7连接,定位块10内设有两个用于安装模芯8的限位槽,限位槽后部尺寸较大,用于安装模芯8后端的限位部81,模芯8后端设有限位部81,限位部81装配于于限位槽的后端,模芯8的前端设有凹槽,用于与另外一部分模芯8装配式定位,凹槽内设有出气孔82连通氮气出气管5,第二连接块7两边开设有用于插设氮气进气管3的插孔,插孔延伸至连通件4位置,第二连接块7与驱动固定座2之间设有用于连接块移动的滑槽,滑槽的宽度距离即是第二连接块 7的可移动距离,第二连接块7外侧两边设置有固定条9,固定条9上安装有多个螺丝,用于本实用新型固定于整体模具时,安装固定条9,固定条9内侧与第二连接块7两侧贴合,第二连接块7两侧还设有向外突出的翼缘,翼缘内侧与固定条9表面贴合,可起到限位连接块的作用。
33.工作原理:
34.脱模时,伸缩驱动1的伸缩端回缩,伸缩驱动1通过第一连接块6拉动第二连接块7向后拉动,第二连接块7将定位块10及模芯8一起向后拉动,同时,氮气通过氮气进气管3注入内部,氮气从模芯8前端出气,通过氮气辅助机械动作,将模芯8前部脱离管型产品a。
35.以上,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实
用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1