通过喷墨来打印三维物体的方法和系统与流程
1.本发明一般地涉及3d(三维)打印。
背景技术:
2.3d(三维)打印市场正在迅速成熟(2014)。3d打印或增材制造(additive manufacturing,am)是主要通过增材工艺从而用于制造来自3d模型或其它电子数据源的几乎任何形状的3d物体的各种工艺之任一种,在所述增材工艺中连续的材料层在计算机控制下被敷设。3d打印机是一种工业机器人。
3.常规工艺包括:采用紫外(uv)激光固化光敏聚合物的立体光刻,利用紫外灯固化光敏聚合物的喷墨打印机,金属烧结(比如选择性激光烧结和直接金属激光烧结),塑料挤出技术,以及在粉末上液体粘结剂的沉积。
4.3d打印被用于下述用途:比如产品开发、数据可视化、快速原型设计、专门制造和生产(分批生产、大规模生产、以及分布式制造)。使用领域很多,包括:建筑、施工(aec)、工业设计、汽车、航空航天、军事、工程、牙科和医疗行业、生物技术(人体组织替代品)、时装、鞋类、珠宝、眼镜、教育、地理信息系统、食品以及诸多其它领域。
技术实现要素:
5.根据本发明实施方案的教导,提供一种用于打印物体的方法,包括以下步骤:
6.(a)打印至少一种墨的第一层,所述至少一种墨的每一者包括:
7.(i)具有载体沸点温度(t1)的载体;
8.(ii)具有分散剂沸点温度(t2)的分散剂;和
9.(
ⅲ
)具有粒子烧结温度(t3)的粒子,
10.(b)同时维持所述第一层的温度(tl)在预定义温度范围内,
11.(c)其中,所述预定义温度范围是高于所述载体沸点温度的下限([t1])并且低于所述分散剂沸点温度的上限([t2])([t1]《tl《[t2]),从而蒸发所述载体而所述分散剂保留在所述第一层中。
[0012]
根据本发明实施方案的教导,提供一种用于打印物体的方法,包括以下步骤:
[0013]
(a)打印至少一种墨的第一层,所述至少一种墨的每一者包括:
[0014]
(i)具有载体沸点温度(t1)的载体;
[0015]
(ii)具有分散剂沸点温度(t2)的分散剂;和
[0016]
(
ⅲ
)具有粒子烧结温度(t3)的粒子,
[0017]
(b)蒸发所述分散剂的至少一部分;和
[0018]
(c)执行从包括以下项的组中选择的后续操作:
[0019]
(i)至少部分地烧结所述第一层;和
[0020]
(
ⅱ
)通过在所述第一层上打印所述至少一种墨的后续层从而重复步骤(a)。
[0021]
在一个可选的实施方案中,所述打印是经由至少一个打印头喷射所述至少一种
墨。在另一可选的实施方案中,所述打印头的至少一个是根据所述第一层的内容而被调制。
[0022]
在另一可选的实施方案中,所述载体是液体,所述粒子是用于构造所述物体的材料并且被分散在所述载体液体中,以及所述分散剂被溶解在所述载体液体中、附着到所述粒子的表面、并且抑制所述粒子的彼此聚结(agglomeration)。
[0023]
在另一可选的实施方案中,进一步包括下述步骤:在蒸发所述分散剂的至少一部分的所述步骤之前,蒸发所述载体。在另一可选的实施方案中,在所述载体被蒸发之后,所述分散剂将所述粒子彼此结合(binds)。在另一可选的实施方案中,在所述载体被蒸发后,所述分散剂抑制所述粒子的彼此烧结。在另一可选的实施方案中,所述打印是选择性的,打印到属于所述物体的所述第一层的一部分的区域。在另一可选的实施方案中,所述物体被打印在由隔热材料制成的托盘上。
[0024]
在另一可选的实施方案中,所述物体的上表面的温度(ts)比所述载体沸点温度t1高至少4%,从而在所述物体的打印点阵(lattice)中创建多孔结构。在另一可选的实施方案中,所述下限([t1])包括在开氏度下比所述载体沸点温度(t1)低20%。在另一可选的实施方案中,所述上限([t2])为在开氏度下比所述分散剂沸点温度(t2)高或低20%。
[0025]
在另一可选的实施方案中,所述维持步骤是通过使用从包括以下项的组中选择的源:加热的托盘;在所述物体上方的电磁(em)辐射源;和热气体。
[0026]
在另一可选的实施方案中,所述打印是选择性的,打印到属于所述物体的所述第一层的一部分的区域,并且所述电磁辐射源是非选择性的,照射其上所述物体正被打印的整个区域。
[0027]
在另一可选的实施方案中,进一步包括下述步骤:蒸发所述分散剂的至少一部分。在另一可选的实施方案中,进一步包括下述步骤:至少部分地烧结所述粒子。在另一可选的实施方案中,进一步包括下述步骤:在至少一种墨的所述第一层上打印所述至少一种墨的后续层。
[0028]
在另一可选的实施方案中,蒸发所述分散剂的所述步骤是通过使用从包括以下项的组中选择的em辐射源:加热灯;激光;聚焦的线形激光束;扫描的聚焦的铅笔形激光束;来自线形白炽灯泡的聚焦的光;来自气体放电灯灯泡的聚焦的光;闪光灯;紫外(uv)光源;可见光源;和红外(ir)光源。
[0029]
在另一可选的实施方案中,所述打印是选择性的,打印到属于所述物体的所述第一层的一部分的区域,并且所述电磁辐射源是非选择性的,照射其上所述物体正被打印的整个区域。在另一可选的实施方案中,所述扫描的激光束是根据所述层的内容而被调制。
[0030]
在另一可选的实施方案中,至少两种墨被打印,所述至少两种墨的每一者包括不同类型的粒子,并且所述至少两种墨的每一者的局部比例由所述第一层的规范确定。
[0031]
在另一可选的实施方案中,所述粒子是选自包括以下项的组中:金属;金属氧化物;金属碳化物;金属合金;无机盐;聚合物粒子;聚烯烃(polyolefin);和聚合物(4-甲基-1-戊烯)(poly(4-methyl 1-pentene))。
[0032]
在另一可选的实施方案中,在至少部分地烧结所述物体的所述步骤之后,然后通过在所述第一层上打印所述至少一种墨的后续层从而重复步骤2(a)。在另一可选的实施方案中,催化剂被添加至所述第一层。在另一可选的实施方案中,所述催化剂是经由从包括以下项的组中选择的技术而被添加:在所述墨的至少一者中包含所述催化剂;从所述第一层
的上方喷射呈气态形式的所述催化剂;从所述第一层的上方喷射呈液体形式的所述催化剂;从所述第一层的上方喷洒(spraying)呈气态形式的所述催化剂;以及从所述第一层的上方喷洒呈液体形式的所述催化剂。
[0033]
在另一可选的实施方案中,所述催化剂是选自包括以下项的组中:卤素化合物;和氯化铜化合物。
[0034]
根据本发明实施方案的教导,提供一种用于打印物体的系统,包括:至少一个打印头,其配置成打印至少一种墨的第一层,所述至少一种墨的每一者包括:具有载体沸点温度(t1)的载体,具有分散剂沸点温度(t2)的分散剂,和具有粒子烧结温度(t3)的粒子;控制器,其被配置成维持所述第一层的温度(tl)在预定义温度范围内,其中,所述预定义温度范围是高于所述载体沸点温度的下限([t1])并且低于所述分散剂沸点温度的上限([t2])([t1]《tl《[t2]),从而蒸发所述载体而所述分散剂保留在所述第一层中。
[0035]
根据本发明实施方案的教导,提供一种用于打印物体的系统,包括:至少一个打印头,其配置成打印至少一种墨的第一层,所述至少一种墨的每一者包括:具有载体沸点温度(t1)的载体,具有分散剂沸点温度(t2)的分散剂,和具有粒子烧结温度(t3)的粒子;控制器,其被配置用于:蒸发所述分散剂的至少一部分;和从包括以下项的组中选择的后续操作:至少部分地烧结所述第一层;和通过在所述第一层上打印所述至少一种墨的后续层从而重复步骤(a)。
[0036]
在一个可选的实施方案中,所述打印头的至少一个是配置成经由喷射来打印所述至少一种墨的喷墨头。在另一可选的实施方案中,所述打印头的至少一个是根据所述第一层的内容而被调制。
[0037]
在另一可选的实施方案中,所述载体是液体;所述粒子是用于构造所述物体的材料并且被分散在所述载体液体中;以及所述分散剂被溶解在所述载体液体中、附着到所述粒子的表面,并且抑制所述粒子的彼此聚结。
[0038]
在另一可选的实施方案中,打印是选择性地打印到属于所述物体的所述第一层的一部分的区域。在另一可选的实施方案中,所述物体被打印在由隔热材料制成的托盘上。在另一可选的实施方案中,所述下限([t1])包括在开氏度比所述载体沸点温度(t1)低20%。在另一可选的实施方案中,所述上限([t2])为在开氏度比所述分散剂沸点温度(t2)高或低20%。
[0039]
在另一可选的实施方案中,所述维持步骤是通过使用从包括以下项的组中选择的源:加热的托盘;在所述物体上方的电磁(em)辐射源;和热气体。
[0040]
在另一可选的实施方案中,打印是选择性的,打印到属于所述物体的所述第一层的一部分的区域,并且所述电磁辐射源是非选择性的,照射其上所述物体正被打印的整个区域。在另一可选的实施方案中,蒸发所述分散剂的所述步骤是通过使用从包括以下项的组中选择的em辐射源:加热灯;激光;聚焦的线形激光束;扫描的聚焦的铅笔形激光束;来自线形白炽灯泡的聚焦的光;来自气体放电灯灯泡的聚焦的光;闪光灯;紫外(uv)光源;可见光源;和红外(ir)光源。
[0041]
在另一可选的实施方案中,包括配置成打印至少两种墨的至少两个打印头,所述至少两种墨的每一者包括不同类型的粒子,并且所述至少两种墨的每一者的局部比例由所述第一层的规范确定。
[0042]
根据本发明实施方案的教导,提供一种用于打印物体的方法,包括以下步骤:
[0043]
(a)打印至少一种墨的第一层;
[0044]
(b)至少部分地硬化所述第一层;和
[0045]
(c)使用水平辊平整(leveling)所述第一层,所述水平辊具有大致平行于所述第一层的平面的旋转轴线。
[0046]
在一个可选的实施方案中,所述水平辊被安装在相关于所述第一层的平面的水平轴线上。在另一可选的实施方案中,所述水平辊是选自包括以下项的组中:具有研磨表面的磨辊;具有分立刀片的切削辊;具有螺旋刀片的切削辊;和具有由钢和/或碳化钨制成的分立刀片的切削辊。
[0047]
在另一可选的实施方案中,从平整操作产生的粒子废物通过使用从包括以下项的组中选择的技术而从所述第一层被除去:抽吸;和经由管道通过滤尘器抽吸。
[0048]
在另一可选的实施方案中,使用从包括以下项的组中选择的加热源,所述水平辊被加热到比所述第一层的层温度更高的辊温度:在所述辊外部的热源;在所述辊内部的热源;和静态(static)内部热源。在另一可选的实施方案中,进一步包括下述步骤:在所述第一层上打印至少一种墨的后续层。
[0049]
根据本发明实施方案的教导,提供一种用于打印物体的系统,所述系统包括:至少一个打印头,其配置成打印至少一种墨的第一层;水平辊,其具有大致垂直于所述第一层的平面的旋转;和控制器,其被配置用于:至少部分地硬化所述第一层,和使用所述水平辊平整所述第一层。
[0050]
在一个可选的实施方案中,所述水平辊被安装在相关于所述第一层的平面的水平轴上。在另一可选的实施方案中,所述辊是选自包括以下项的组中:具有研磨表面的磨辊;具有分立刀片的切削辊;具有螺旋刀片的切削辊;和具有由钢和碳化钨制成的分立刀片的切削辊。
[0051]
根据本发明实施方案的教导,提供一种用于打印具有支撑的物体的方法,所述方法包括以下步骤:
[0052]
(a)使用至少第一种墨打印第一层的物体部分,所述第一种墨包括:
[0053]
(i)第一载体;和
[0054]
(
ⅱ
)第一粒子,其用于构造所述物体并且被分散在所述第一载体中,
[0055]
(b)使用至少第二种墨打印所述第一层的支撑部分,所述第二种墨包括:
[0056]
(
ⅰ
)第二载体;和
[0057]
(ii)第二粒子,其用于构造所述支撑并且被分散在所述第二载体中。
[0058]
在一个可选的实施方案中,所述第一和第二载体是液体。
[0059]
在另一可选的实施方案中,进一步包括下述步骤:在所述第一层上打印包括相应的物体和支撑部分的后续层。
[0060]
在另一可选的实施方案中,所述第二粒子是选自包括以下项的组中:在水中可混溶的;在水中至少部分可溶解的;无机固体;有机体;聚合体;具有比所述第一粒子的硬度较低硬度的粒子;盐;金属氧化物;二氧化硅(sio2);硫酸钙;和碳化钨(wc)。
[0061]
在另一可选的实施方案中,进一步包括使用技术从而在带有支撑的物体上去除所述支撑,所述技术选自包括以下项的组中:焙烧(firing);浸泡以溶解所述支撑;浸泡在水
中以溶解所述支撑;浸泡在酸中;喷砂(sand blasting);和喷射水。
[0062]
在另一可选的实施方案中,所述粒子选自包括以下项的组中:金属;金属氧化物;金属碳化物;金属合金;无机盐;聚合物粒子;聚烯烃(polyolefin);和聚合物(4-甲基-1-戊烯)(poly(4-methyl 1-pentene))。
[0063]
根据本发明实施方案的教导,提供一种用于打印具有支撑的物体的系统,所述系统包括:至少一个打印头;控制器,其被配置用于:经由所述至少一个打印头、使用至少第一种墨打印第一层的物体部分,所述第一种墨包括:第一载体;和第一粒子,其用于构造所述物体并且被分散在所述第一载体中;经由所述至少一个打印头、使用至少第二种墨打印所述第一层的支撑部分,所述第二种墨包括:第二载体;和第二粒子,其用于构造所述支撑并且被分散在所述第二载体中。
[0064]
在一个可选的实施方案中,所述第二载体是所述第一载体。在另一可选的实施方案中,所述第二粒子不同于所述第一粒子。在另一可选的实施方案中,所述打印支撑部分是额外地利用所述第一种墨。在另一可选的实施方案中,所述打印物体部分是经由至少第一打印头喷射所述第一种墨,并且所述打印支撑部分是经由至少第二打印头喷射所述第二种墨。在另一可选的实施方案中,所述打印头的至少一个是根据所述第一层的内容而被调制。
[0065]
根据本发明实施方案的教导,提供一种计算机程序,其能够被装载到连接于网络的服务器上,使得运行所述计算机程序的所述服务器构成:在执行上述系统权利要求之任一项的系统中的控制器。
[0066]
一种计算机可读的存储介质,其具有嵌入其上的、用于打印物体的计算机可读代码,所述计算机可读代码包括用于下述项的程序代码:
[0067]
(a)打印至少一种墨的第一层,所述至少一种墨的每一者包括:
[0068]
(i)具有载体沸点温度(t1)的载体;
[0069]
(ii)具有分散剂沸点温度(t2)的分散剂;和
[0070]
(
ⅲ
)具有粒子烧结温度(t3)的粒子,
[0071]
(b)同时维持所述第一层的温度(tl)在预定义温度范围内,
[0072]
(c)其中,所述预定义温度范围是高于所述载体沸点温度的下限([t1])并且低于所述分散剂沸点温度的上限([t2])([t1]《tl《[t2]),从而蒸发所述载体而所述分散剂保留在所述第一层中。
[0073]
一种计算机可读的存储介质,其具有嵌入其上的、用于打印物体的计算机可读代码,所述计算机可读代码包括用于下述项的程序代码:
[0074]
(a)打印至少一种墨的第一层,所述至少一种墨的每一者包括:
[0075]
(i)具有载体沸点温度(t1)的载体;
[0076]
(ii)具有分散剂沸点温度(t2)的分散剂;和
[0077]
(
ⅲ
)具有粒子烧结温度(t3)的粒子,
[0078]
(b)蒸发所述分散剂的至少一部分;和
[0079]
(c)执行从包括以下项的组中选择的后续操作:
[0080]
(i)至少部分地烧结所述第一层;和
[0081]
(
ⅱ
)通过在所述第一层上打印所述至少一种墨的后续层从而重复步骤(a)。
[0082]
一种计算机可读的存储介质,其具有嵌入其上的、用于打印物体的计算机可读代
码,所述计算机可读代码包括用于下述项的程序代码:
[0083]
(a)打印至少一种墨的第一层;
[0084]
(b)至少部分地硬化所述第一层;和
[0085]
(c)使用水平辊平整所述第一层,所述水平辊具有大致平行于所述第一层的平面的旋转轴线。
[0086]
一种计算机可读的存储介质,其具有嵌入其上的、用于打印物体的计算机可读代码,所述计算机可读代码包括用于下述项的程序代码:
[0087]
(a)使用至少第一种墨打印第一层的物体部分,所述第一种墨包括:
[0088]
(i)第一载体;和
[0089]
(
ⅱ
)第一粒子,其用于构造所述物体并且被分散在所述第一载体中,
[0090]
(b)使用至少第二种墨打印所述第一层的支撑部分,所述第二种墨包括:
[0091]
(
ⅰ
)第二载体;和
[0092]
(ii)第二粒子,其用于构造所述支撑并且被分散在所述第二载体中。
附图说明
[0093]
实施方案在本文中仅以示例的方式参考附图进行描述,在附图中:
[0094]
图1是3d打印一单独层的简化图示。
[0095]
图2a是平整装置的简化图示。
[0096]
图2b是具有加热源的平整装置的简化图示。
[0097]
图3a是用于3d打印的简化示例系统。
[0098]
图3b是作为示例辐射源的灯的图示。
[0099]
图3c是作为示例辐射源的灯的图示。
[0100]
图4a是在打印过程中用于去除烟雾的系统的简化图示。
[0101]
图5是在使用替代辐射源的打印过程中用于去除烟雾的系统的简化图示。
[0102]
图6a是具有小边缘的固体粒子的图示。
[0103]
图6b是由较小粒子桥接烧结的固体粒子的图示。
[0104]
图7是部分烧结的图示。
[0105]
图8a是分配催化剂材料的图示。
[0106]
图9是使用液体泵辊的图示。
[0107]
图10a是利用不同材料构建的物体的图示。
[0108]
图10b是利用混合材料构建的物体的图示。
[0109]
图11a是构建3d物体时的支撑的图示。
[0110]
图11b是打印各层的物体部分和支撑部分的图示。
[0111]
图11c是采用加强支撑柱的图示。
[0112]
图12是用于3d物体的生产的示例转盘机的图示。
[0113]
图13是一示例系统的高阶层(high-level)的局部框图,该示例系统配置成实施用于本发明的控制器。
[0114]
具体实施方式-图1至图13
[0115]
1.概览
[0116]
根据本发明实施方案的方法和系统的原理和操作可参照附图和随附描述得到更好地理解。本发明是用于通过分配包括任何所选材料的粒子的墨进行3d(三维)打印的系统和方法。通常,所分配墨中的粒子是微米粒子或纳米粒子。在打印过程中或在打印之后,粒子彼此结合(即烧结)以形成固体或多孔式固体材料。该系统有利于:
[0117]
构建3d结构,
[0118]
排释(discharging)有机成分,
[0119]
烧结粒子,
[0120]
防止变形,以及
[0121]
稳定的墨分配。
[0122]
在本文的上下文中,术语“物体”通常指使用者期望生产(特别是经由3d打印)的物品。换言之,术语“物体”是指通过3d打印工艺而生产的物品。在打印过程中,术语“物体”可以指未完成的或部分生成的物品。
[0123]
在本文的上下文中,术语“烧尽(burn out)”或“烧除(burn off)”、“烧除(fire-off)、或“烧除的(firing-off)”是指:蒸发或分解(disintegrating)并且蒸发所述墨的成分。
[0124]
在本文的上下文中,对于乘方的数学符号可显示为“^”,例如,cm^2表示平方厘米。
[0125]
在本文的上下文中,术语“打印液”和“墨”一般指用于打印的材料,包括但不限于均质的和非均质的材料,例如,含有被溶解材料(比如待经由打印工艺来沉积的金属粒子)的载体液体。
[0126]
在本文的上下文中,术语“分散体(dispersion)”通常指:分布并悬浮在液体或气体中和/或均匀分布在整个介质中的粒子。
[0127]
在本文的上下文中,术语“铅笔形激光束(pencil laser beam)”通常指能够被聚焦到一个点的激光束,而“线形激光束(linear laser beam)”指能够被聚焦到一条线的激光束。
[0128]
在本文所使用的非限制性示例中,一般以下标记通常用于指温度:
[0129]
t1为载体液体的沸腾温度。
[0130]
t2为有机物(分散剂和添加剂)烧尽(烧除、蒸发)温度,通常被称为“分散剂沸点”。
[0131]
t3为粒子的烧结的特征温度(依据粒子材料和尺寸)。
[0132]
ts是物体的上表面(在其上分配新的层)的温度。在一些实施方案中,ts在打印过程中被维持为基本等于物体的其余部分的本体温度。
[0133]
tl为当前正在打印的层(在此文的上下文中也称为上层、最新的层、新的层、或第一层)的温度。应注意,由于在初始时新的层获得上表面(在其上分配所述新的层)的温度(ts),并且作为辅助热源施加至新的层的额外热量的结果,新的层的温度可选地在后来增高,所以在新的层的打印过程中新的层的温度可选地改变。因此,tl被定义为新的层的最大瞬时温度
[0134]
虽然实施方案是相关于喷墨打印头进行描述,但是所描述的系统和方法一般地适用于液体喷射机构的液体喷射喷嘴,例如喷嘴分配器。液体喷射喷嘴也称为分配头。
[0135]
2.3d喷墨打印
[0136]
一个优选实施方案是使用喷墨打印头用于分配墨。另一个可选方案是使用喷洒喷
嘴(spray nozzle)。通常情况下,喷墨打印相比于喷洒喷嘴提供更快的速度、更精细的物体尺寸以及完成物体的更高质量。喷墨头通常逐层分配所述墨,即在先前分配的层上分配后续层。通常情况下,每一层在分配后续层之前硬化。优选地,喷墨头根据该层的图像内容分配各层。替代地,喷墨头“盲目地”分配层,并且硬化工具(例如扫描激光束)根据层的具体图像内容硬化该层。
[0137]
3.墨
[0138]
一般地,打印系统将包括一种以上类型的墨。墨包括物体墨(object ink)和支撑墨(support ink)。物体墨用于生产所期望的物体,并且支撑墨在打印过程中被暂时使用来例如支撑物体的“负的(negative)”倾斜的壁。在本文描述的实施方案中,墨通常包括以下组分:
[0139]
a.微米或纳米粒子。所述墨包括在挥发性载体液体中任何所需材料的固体粒子的分散体,所述材料例如:金属(铁、铜、银、金、钛等)、金属氧化物、氧化物(二氧化硅(sio2)、二氧化钛(tio2)、氧化铋(bio2)等)、金属碳化物、碳化物(碳化钨(wc)、碳化铝(al4c3)、碳化钛(tic))、金属合金(不锈钢、钛ti64等)、无机盐、聚合物粒子等。所述粒子按需具有微米尺度(0.5至50微米尺寸)或纳米尺度(5至500纳米尺寸),以保持打印期间所需的空间分辨率、保持所需要的材料性质(烧结后)、或满足分配头的限制。例如,当分配头是包括直径30μ(μ=微米(micrometer)或微米(micron))的喷嘴的喷嘴喷墨阵列时,所述粒子尺寸应优选等于或小于2μ。在本文的上下文中,术语“粒子”通常指:用于构造(打印)物体的固体粒子和/或物体的“团块材料(bulk material)”。术语“粒子”的使用将从上下文显而易见。
[0140]
b.载体液体。粒子被分散在载体液体(也称为“载体”或“溶剂”)中。分散作用剂(dispersing agent)(通常称为分散剂(dispersant))协助粒子分散在所述液体中。根据一个实施方案,所述液体应在打印后立即蒸发,使得后续层被分配在下方固体材料上。因此,物体的上层的温度在打印期间应是可比于载体的沸腾温度。在另一个实施方案中,上部打印层的温度比液体载体的沸腾温度高得多,从而促进其它有机材料(如载体中各种添加剂或分散剂等)的蒸发。传统的分散剂是可容易获得的,比如聚合物分散剂,如byk化学有限公司(byk chemie gmbh)的disperbyk 180,disperbyk 190,disperbyk 163。传统的粒子墨是可容易获得的,比如太阳化学品有限公司(sun chemicals ltd.)(485berkshire av,slough,uk)的商用suntronic jet silver u6503。
[0141]
c.溶解的材料。将要用于构造(打印)物体的固体材料的至少一部分能够被溶解在所述墨中。例如,银(ag)粒子的分散体,其除了银粒子外,还包括溶解在载体液体中的一部分银有机化合物。在打印后和在焙烧过程中,银有机化合物的有机部分被烧除,从而使金属银原子良好散布。这种传统的墨是可容易获得的,比如dyesol inc.(usa),2020fifth street#638,davis ca 95617的商用dyag100导电银打印墨(dyag100 conductive silver printing ink)。
[0142]
d.分散作用剂。为了保持粒子分散,分散作用剂(也称为分散剂)被用于所述墨中。分散剂在工业中是已知的,并且通常是一种聚合物分子。在一般情况下,起分散作用的分子(分散剂的分子)附着到(固体)粒子的表面(即包裹粒子)并且抑制粒子的彼此聚结。当一种以上的固体粒子种类被分散在分散体中时,优选是对于所有固体粒子种类使用相同的分散剂材料,以便避免不同的分散剂材料之间的相容性(compatibility)问题。分散作用剂应当
也能够溶解在载体液体中,以便稳定的分散体能够得以形成。
[0143]
在传统的打印中,分散剂保留在最终物体中,通常在约10%的浓度。虽然让分散剂作为最终3d产品的一部分对于某些物体的构建可能是可接受的,但是对于其它物体本质上需要基本除去所有的分散剂。例如,让分散剂的最终浓度小于0.1%。这是因为:
[0144]
a.起分散作用的材料阻止了粒子的彼此紧密接触,并且由此阻止完全烧结,以及
[0145]
b.起分散作用的材料减弱固化的3d结构(例如,如果分散剂聚结并且保留成为团块材料中的岛状物(islands))。
[0146]
因此,在一些实施方案中,分散剂必须在最终烧结前被除去。
[0147]
4.喷嘴分散(scatter)
[0148]
参考图1,图1为3d打印一单独层的简化图示。打印头100被示出为处于当准备打印物体的第一层104时的第一位置100a,和当准备打印物体的后续层时的第二位置100b。打印头100(例如喷墨头)包括喷嘴阵列102,其沿大致垂直于层104的纵向轴线y的x方向扫描该层104。
[0149]
由于打印头100构造的技术缺陷,(喷嘴阵列102)的不同单独喷嘴的喷出液滴体积可对于(喷嘴阵列102的)单独喷嘴而言彼此稍微不同。此外,喷嘴会由于凝集的墨粒子或由于其它原因而变得被堵塞,因而喷嘴会停止喷射。为了维持正在打印物体的平坦的上表面,特别是避免在3d打印的物体中的深的空缺线(deep vacant line),在每个后续层被打印之前打印头100被沿着y轴移动。从层到层的移动量可以在预定移动范围内随机设定。
[0150]
5.平整装置
[0151]
由于多种原因,其包括不同喷嘴的不同喷射功率(即液滴体积)、由于层的边缘处的墨的液体表面张力而引起的边缘倒圆和其它已知的现象,所分配的层可能不是完全平坦的(太粗糙),以及所分配的层的边缘可能不是完全尖锐的(太圆)。因此,平整装置应被结合来展平(平整)上层和/或锐化(消钝(square off))上层的一个或多个边缘。在一个实施方案中,适当的平整装置包括:垂直磨辊或切削(机加工(machining))辊。在一个优选的实施方案中,适当的平整装置包括水平(即平行于打印表面的)磨辊或切削(机加工)辊。
[0152]
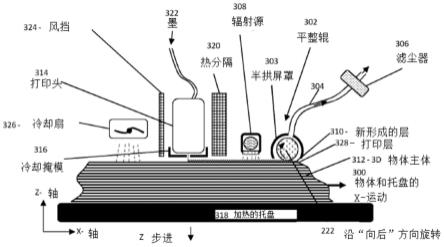
现在参阅图2a和图3a,图2a为平整装置的简化图示,图3a为用于3d打印的简化示例系统。
[0153]
3d物体312通常在基底或托盘上被逐层构造。托盘通常被加热,加热的托盘318的非限制性示例一般地用于本说明书中。如上所述,物体被打印在xy轴的平面中,并且新形成的层310(在本文的上下文中也称为上层)在每次打印通行期间沿z轴构建。墨322被供应于或被包含在打印头314中。可选的冷却掩模316、风挡324、热隔离320被用于保护打印头314免受其它打印设备干扰和/或反之亦然。可选的辐射源308和/或冷却风扇326能被用来协助3d物体本体312和/或新打印层的温度控制。可选的平整辊302能在打印期间被用来平滑新形成的层310的表面和/或3d物体本体312的顶表面(沿z轴的最外表面)。可选的滤尘器306能被用来抽吸平整操作的粉尘输出。
[0154]
平整装置在本领域也被称为“平整辊”或简称“辊”。在层已被打印后或正被打印时(已分配和已固化),平整装置在3d物体312的新形成的层310上操作。平整装置通常剥除最新近打印的层的高度的5%和30%之间的材料。换句话说,削除第一层(最新近打印的层)的顶部。在载体液体墨已被蒸发后并且该层至少部分干燥和固态时,辊与墨相接触。在一些情
况中,“固态”意指“金属片”,即良好烧结的粒子。在另一些情况中,“固态”意指:由有机材料或通过一些初步烧结而彼此粘附的一堆粒子。平整辊302可以是:包括带研磨表面206的金属圆柱体204的磨辊202,例如涂覆有硬研磨粒子,例如wc(碳化钨)或金刚石“尘粒”。替代地,平整辊302也可以是:包括带锋利刀片216的铣削刀具214的切削辊212(在本文的上下文中也称为“刀刃式”辊)。平滑辊和滚花辊202在本领域中是已知的,例如像us8038427中kritchman所教导的平滑辊和如us6660209中leyden所教导的滚花辊。平滑辊通常用于计量材料的液体层,并且作用如同精细的削除泵(shaving pump)。滚花辊,其通常适于计量软的蜡状表面,由大量的相对小(相比于筒204的尺寸和/或相对于待研磨物体的尺寸)的滚花或粒子构成。与此相反,典型的切削辊212特征为具有比待研磨物体的尺寸较大的分立刀片216。出于很多原因,平滑辊和滚花辊都不适于平整干燥的固体材料。此外,当使用磨辊202(以及光滑辊和滚花辊)时,磨辊基本上持续地与待平整物体接触。与此相反,切削辊212是间歇地与待打磨物体接触—仅当刀片216的边缘遇到要被平整的表面时。在滚花辊可适于平整干燥固体材料的理由中,有个理由是垂直的辊施加到成形表面的力的方向。当旋转刀片触及所述表面时,刀片首先通过施加水平力切入,其次通过施加向上的力将切削碎片提起。当旋转的滚花触及所述表面时,滚花首先通过施加向下和水平的力从而向下和向前压挤材料,其次通过施加向前和向上的力从而推动被分离的材料。所述向下的力可能伤害到精细的物体特征,因为该向下的力将容易破坏易碎的物体特征。
[0155]
一般地,当论及辊的轴线和方位时,是参考打印的平面,其在附图中示出为xy轴。在常规的实施方式中,竖直的铣削或平滑工具,其包括多个切削刀片或研磨盘(例如包括金刚石尘粒表面),被安装到垂直于物体上表面的打印平面所在平面的竖直梁,并且围绕该梁旋转。这些竖直的铣削工具被用来平整上层(最新近打印且至少部分固化的层)。该竖直工具的切削或研磨表面平行于打印的平面,但旋转矢量指向竖直向上。在一个创新的实施方案中,平整辊被安装在水平轴上并且围绕水平轴线(水平于物体的上层的平面)旋转,由此提供水平辊。水平辊的磨削表面在与材料的接触(触及)点处通常也是水平的(平行于打印的平面),但旋转矢量是水平的(水平指向,垂直于扫掠(sweep)方向x)。水平辊相对于待磨削层围绕水平轴220旋转。换言之,辊的外表面(或刀片的尖端)在与物体的新层的接触点处水平移动。水平辊可以是磨辊202,或者优选地,水平辊允许以切削(刀刃式)辊212实现。相比于竖直工具,水平辊的特征是收集产生的粉尘(包括被剃刮材料)的可行性。竖直工具将粉尘喷出至从竖直轴向外指向的所有方向(即平行于打印表面的所有周围方向),而水平辊将粉尘向上抬起使得该粉尘能够更容易地被收集和泵出,例如经由进入滤尘器306。此外,竖直工具可能是对精确对准十分敏感的,因为竖直工具在竖直工具的整个水平表面上触及打印表面。当竖直轴从理想竖直态(朝x方向)偏离α角度时,则工具的水平面也从理想水平态偏离相同的α角度。在这种情况下,物体的被处理的上表面不会在y方向是平坦的而是具有香蕉形状(中间较低)。定量而言,如果旋转的刀片或磨削表面的半径是例如r=50mm,则香蕉效应的量将是δz=α*r(*表示乘法,而α以弧度表示)。因此α=1毫弧度(即α=0.06
°
,这是很难实现的)导致δz=50微米,这是难以接受的。相比于此非常敏感的对准,水平辊基本上只在一条线处触及打印面,并且因此无需在x轴方向对准水平辊。相比于切削刀刃式辊/工具,研磨表面的主要缺点是:磨削表面易遭受粘到(磨削表面的)金刚石粉粒的粉尘(剃刮颗粒)从而扰乱正确磨削。
[0156]
实验已经表明,刀片从物体表面在触摸处磨掉的碎片越小,则精细细节被破坏的倾向将越小。在一种实施方式中,切削辊包括n个刀片并且以每分钟f转(rpm)旋转,并且在辊和物体之间沿x方向的相对扫掠速度为v。对于给定的v,当n和f被设定至最大值时,得到最小的碎片。实验还表明,相比于使用直刀片,使用螺旋刀片在防止伤害到精细细节方面也具有积极的影响,因为螺旋刀片(相比于直刀片)在被剃刮表面中一次仅切削相对小的点,而该点的周围区域区保持该点免于被破坏。利用水平辊,其包括n=40、f=3500rpm、螺旋刀片(每150毫米辊长度1转)、v=100毫米/秒(辊直径=25毫米),获得成功的结果(无破裂)。辊材料应当是这样的:a.刀片能够被高度锐化,以及b.刀片应承受刀片所剃刮的打印粒子的冲击。两项要求都需要规定使用硬质材料。利用由a.“高速钢”和b.“碳化钨”材料(即wc+co)制成的切削辊,获得成功的结果(无破裂和长的刀片使用寿命)。
[0157]
在本说明书中为简化起见,水平辊的定向被描述为在打印期间垂直于扫掠的方向。然而,本领域的技术人员将认识到,该定向不必是严格垂直的(可以是除此之外的)并且可以对于扫掠方向成一角度(非零)。
[0158]
相较于辊与物体之间的相对扫掠方向,切削辊212的旋转方向222可以是沿“切削和提升”方向(例如,在图2a和图2b中顺时针方向),或者沿“挖和推”方向(如图2a和图2b中逆时针方向)。相较于辊,在平整过程中相对的物体位移的方向(托盘300和物体的x运动)是不明确的(未定义/未预先定义的),并且可以在不同的应用中不同。基于本说明书,本领域的技术人员将能够确定:为实施特定应用的具体细节、打印材料的属性、以及打印机的其它方面的考虑。
[0159]
如之前所讨论的,通过使用辊(如磨辊或切削辊)平整(剃刮)物体的结果是:会生成粒子废物。所述粒子废物可以包括来自打印墨的固体粒子的粉尘和/或被剃刮的粒子。用于防止粒子废物被散布在打印表面、和从所述辊的刀片除去所述废物的技术,应加以实施。水平辊有助于实施用于防止粒子废物散布的技术,例如通过在辊周围添加屏罩(半拱屏罩303)和在“滚动”期间经由管道304施加抽吸力。可选地通过过滤器306,所述粒子废弃物从物体和刀片的表面被吸走。[例如:对图3a添加了半拱屏罩303。]
[0160]
辊可在辐射源308之前或优选在其之后被安装,所述辐射源308比如白炽灯或放电灯(示出)、相干光束(激光)、或紫外(uv)、可见、或红外(ir)辐射源等。
[0161]
现在还参阅图2b,图2b为带有加热源的平整装置的简化图示。当将干燥的墨是粘性的时,墨粒子可能粘至辊刀片或研磨粒子上,并由此扰乱正确的平整。这可能是墨的干燥不足或有机元素的焙烧不足的结果。为了防止此效应,层可以通过升高层温度而被进一步干燥。由于打印过程中的其它方面例如打印物体的变形,升高层温度的这种技术可能在某些情况下是不可接受的。替代地,辊可以被加热到足够高的温度,在该温度下避免了墨的粘性的问题。在一个非限制性的示例中,辊也可以被设定比层的温度高100摄氏度(℃)或更高。加热辊可以通过由外部热源(即位于辊的外部)或者通过位于辊中的内部热源加热辊的外表面来完成。内热源优选包括静态(非旋转)加热元件,比如卤素灯或热棒230。
[0162]
6.掩模
[0163]
在本文的上下文中,掩模是指一种板,其部分地覆盖喷孔板,并具有开口以便于从喷嘴打印到打印区域。掩模也称为“冷却掩模”,并且能被用作“热缓冲(thermal buffer)”。
[0164]
由于打印物体312相比于室温(25℃)相对较热(例如230℃),如在蒸发载体液体和
层的形成过程中所需的,打印头314(比如打印头100)—其紧挨附近地扫描上层(打印头314和物体312之间0.5至3毫米)—必须被保护免受从新形成的层310(被分配层)出现的烟雾和热。冷却掩模316—其相比于物体在被打印时的温度维持在相对较低的温度(例如10至40℃)—被安装为打印头314和打印物体312之间的缓冲。
[0165]
7.加热工具
[0166]
为了维持打印精度,被打印物体应优选在整个打印过程中基本上被维持在均匀和恒定的温度。然而,物体本体的上表面在打印过程中持续失去热量至周围环境,并且还提供热到新分配的层中,因为分配的墨通常比物体更冷,并且因为热通过新层的液体载体的蒸发而被消耗。如果热源仅在物体下方(例如,加热的托盘318),则热不断地向上流入到上层,并且由于材料的热流动阻力,温度梯度得以建立,高温在物体的底部,并且在物体(沿z轴)的上表面温度低。优选地,热也应(或者仅仅)被直接提供给上表面或层。此外,上层的温度应在打印过程中是相同的(尽管可能比本体的温度高),因为干燥以及可能蒸发有机物和部分烧结发生在该层中,这些工艺强烈依赖于层温度。
[0167]
在本文的上下文中,术语“打印表面”328通常包括:在当前新形成的层310的打印之前、最新近已打印完成的层。换句话说,打印表面328是上表面或上层,其是沿z轴最新近先前打印的,并且是新形成的层310被打印于其上的表面。当打印开始时,打印表面是基底,例如加热的托盘318。然而,在打印开始后,打印表面通常是物体本体的上表面,加上支撑材料(如果适用的话)。
[0168]
在第一实施方案中,热是由电磁(em)能量源通过其周围的气体或真空供给到上表面。em能量源是辐射源308的一个非限制性示例。通常,辐射源308位于被打印物体/上层的上方。由em源直接加热可以保证上层的恒定温度。当上层的直接加热未施加时,托盘318(物体被打印在其上)的温度应依据打印过程中物体的临时高度而被控制成越来越高,以便保持上层的温度恒定。对上表面的替代的热供应为在上部打印层上鼓动的热空气流。使用热空气不仅是为了提高上层的温度,而且还—或者说促进—液体载体(在某些情况下以及分散剂和其它有机材料)从上表面的蒸发。em辐射、热空气和加热的托盘的组合(或它们的任何组合)可以被用于使加热和/或蒸发性能最大化。
[0169]
在其上完成打印的基底的表面(例如,托盘318)呈现与物体紧密接触,因此应处在物体的相同温度下。如果基底(即托盘)是导热的,例如由金属制成的,则加热托盘至所需的物体的温度对于正确地产生期望物体可能是必要的。替代地,托盘可包括绝热材料,例如木材、塑料、或隔热陶瓷。在这种情况下,基底保持物体的温度,而物体的加热通过来自上方的热辐射来完成。
[0170]
当物体高度相对较小、并且物体的材料具有足够高的热导率时,则仅从基底一侧加热物体可能就足够。在此上下文中,“足够高的热导率”通常意指温度梯度(这是由单位长度的热导率乘以高度z的乘积给出)小,例如,在打印过程中小于以摄氏度测得的物体温度的1%。例如,如果该热导率可比于完全烧结的金属的热导率(100w/(c.m)),则对温度梯度的条件可被满足到相对小的10毫米的打印高度。然而,这并非总是如此。物体可以是较高的(例如比当前示例中高10毫米),并且可以由差热导率(例如,1w/(c.m)及更小)的材料制成。因此,从物体的上侧的加热是必要的。从上侧加热可以以几种不同方法来完成,包括:通过物体上方空气的对流和热传导、来自上层上的气刀元件的流动的热空气、em能量源等。优选
的实施方案是em能量源,如下所述。
[0171]
7.1辐射源
[0172]
如上所述,所述em能量源通常被定位在打印头314旁边,并且可以是紫外线、可见光或红外线辐射类型。
[0173]
可选地,辐射源308在平整辊302之后优选在其之前被安装。辐射源308可以用于一个或多个任务,包括:
[0174]
加热物体的上层以维持上层的恒定温度,而独立于加热的托盘318上方的层的高度。
[0175]
加热物体的上部新层高于打印表面(即前层)的温度ts,并且结果是:
[0176]
a.协助对墨的分散剂和其它添加剂的崩解和/或蒸发。
[0177]
b.协助部分或全部烧结。
[0178]
c.维持3d物体312(整体)处于相同温度(而上部新层的温度除外,其可以暂时更高),即避免沿z方向(当物体312正被打印时物体312的顶部到底部)的温度梯度。
[0179]
一个特例是uv辐射源。紫外线辐射具有通过破坏分子连接以崩解附连到粒子的分散分子的可能性。同时,紫外线也加热层,从而协助分散剂材料或分散剂材料碎片的蒸发。
[0180]
7.2新层的额外加热
[0181]
在一个实施方案中,假设载体液体的沸腾温度是t1。上表面的温度优选维持在ts,其基本上相当于或高于t1(例如在开氏度下高0.8xt1),以便喷射墨后新层的温度(tl)急剧增大至ts和载体液体立即蒸发。一般地,在打印过程中整个物体的温度也可以维持在ts。
[0182]
为了蒸发分散剂材料和其它有机添加剂、以及可选地发起在构建粒子之间的至少部分烧结,上部(新)层的更高温度tl可能是需要的。在t1以上的打印表面温度ts的显着增加(例如,增加30℃)通常是不可接受的,因为在这样的热表面落下的(landing)墨滴会爆炸(explode),而不是附连在表面上,如同当水滴落在120℃的表面上(该爆炸效果可以在后面将要描述的一个特殊的实施方案中被利用)。在这种情况下,物体的其余部分不需要维持在如此高的温度(tl),而只是维持在恒定和均匀的温度ts。
[0183]
当新形成的第一层被分配时,该层通常暴露于空气(打印机的环境)中,因此,此第一层被后续打印层覆盖之前,墨中的有机物有机会蒸发。因此,在一个实施方案中,新层被加热到比载体液体的沸腾温度t1更高的温度tl(例如,如果t1=230℃,则新层可以被加热至400℃),即使较低的(先前喷射的/先前打印的)层停留在相对较低的温度ts(例如230℃)。
[0184]
现在参考图3b,图3b是作为示例辐射源的灯的图示。如上所述,加热该新层可以由辐射源308通常从物体的上方来完成。如果在上层下方的较低层处于比上层较低的温度,则为了在热通过传导消散到先前的(先前打印的)层或通过传导和对流消散到上方空气之前得到层的瞬时较高温度,将热辐射(即新层的每单位表面积的照射功率)最大化是重要的。因此,给定加热灯308a(作为辐射源308),该灯应该尽量靠近于本体312表面并且反射器孔径尽可能窄。
[0185]
灯罩332通常包括覆盖有隔热材料的金属封套,以防止加热相邻元件。抛光铝反射器334通常被特别需要来保护反射器和灯罩免于过热。抛光铝反射器334通常反射97%的热量。透明的玻璃窗口336通常是高透明度的(即小的辐射吸收被特别需要来保护窗口免于过
热)。窗口336是由适合于特定应用的材料(例如耐热玻璃(pyrex)或石英)制成。孔径338(例如:9mm)用于给定的辐射功率。相对小灯的孔径保证高照射功率(即打印层的每单位面积的高辐射功率)。加热灯308a(更具体地,通常从透明窗口336)到物体本体312的上层之间的小间隙340,协助防止灯一次照射到层的大面积。然而,聚焦的辐射能够实现高得多的辐照度(图3c)。
[0186]
参考表1和表2,以下的示例计算示出:对于通常用于构造3d物体的大多数固体金属,热传导是如此高以至于需要非常强烈的辐射来加热新层到比该物体的温度高很多的温度(例如,需要ir=1000kw/cm^2来获得δτ=81c)。
[0187]
在物体的温度以上的新层的温升(δt=tl-ts)
[0188]
表1-示例参数
ꢀꢀ
层厚度5μ光照射功率(ir)0.1,1,10kw/cm^2辐射吸收率0.7 [0189][0190]
单位符号:
[0191]
c表示摄氏度
[0192]
m表示米
[0193]
w表示瓦特
[0194]
μ表示微米
[0195]
cm表示厘米。
[0196]
当金属层就在分配之后被完全烧结时,该层的结构是连续的固体,于是相关的热传导率(thermal conductivity)对于金属(例如,对于银430 w/(c.m))被那样引用,并且温升δτ如上述表中所计算(比1℃低得多)。
[0197]
然而,当在打印阶段基本上没有烧结发生时,层的结构如同一堆粒子。测量表明,几乎仅打印体积的一半是由固体粒子占据,而其余主要是空气。这样,在每个方向(x,υ,z)层的仅80%是由固体粒子占据(因为0.8x0.8x0.8≈0.5),而非烧结的或部分烧结的物体的体积的其余是空气。因此,每层是等效于下述这样的层—其包括在层的高度中80%的金属和20%的空气。因为空气的传导率(0.04w/(c.m))大大低于金属传导率(例如wc:84w/(c.m)),因此空气层部分主导(dominate)层的传导率。因此,当照射功率为0.1kw/cm^2时,
在这种情况下的温升为5x0.2μ空气层的温升,即δτ=87.5x0.2=17.7℃(其中87.5取自表2的第二行)。
[0198]
所有这一切持续0.1kw/cm^2的照射,其代表来自纵向卤素灯的示例强度照射。如果使用聚焦反射器(椭圆形)时,所述照射浓烈一个因子10(即ir=lkw/cm^2),于是类似的计算获得δτ=875x0.2=177℃(其中875取自表2的第三行)。
[0199]
更高的温升可以在高得多的辐射功率密度下获得,例如,通过线形激光束—其包括聚焦线(通常ir=6kw/cm^2),或通过扫描聚焦的点式激光束—其包括照射的扫描点(通常ir=600kw/cm^2),或通过快速辐射(flash rradiation)(其中高辐射功率在非常短的时间内被吸收(见下面的典型示例))。这些技术在下面进一步描述。
[0200]
操作快速辐射源是指下述一种技术,其中辐射是在很短的时间内(例如1毫秒)在高功率(例如ir=10kw/cm^2.)下被传递。在这种情况下,非烧结的或部分烧结的物体的温升将为δτ=8750x0.2=1770℃(其中8750取自表2的第四行)。
[0201]
当打印绝热材料,例如氧化物如二氧化硅(sio2)、二氧化钛(tio2)或其它陶瓷材料,热传导率通常在0.5至5w/(c.m)之间(见表2)。如果在加热上层之后,上层未成为烧结的(保持未烧结的),则空气层部分传导率仍然低于氧化物层传导率,并且如同在金属粒子的情况下空气主导层的传导率。如果层(在快速辐射下)变成烧结的,由于高照射功率ir和尽管高的热传导率,层的温升δτ将上升到70至700℃(参见表2的第四行)。
[0202]
加热新层显著超出先前层温度的上述可能性,使得能够保持打印物体的温度比烧除有机物或烧结物体所需的瞬时温度低得多。风扇(例如冷却风扇326)可能被需要用来将温度降回到较低的物体温度。
[0203]
本体的上表面将在400℃温度下以大致3w/cm^2散热到周围空气。因此上方的灯应提供如此量的功率至上层以维持物体本体的温度恒定和均匀,并且甚至更大的功率被需要用来对于材料蒸发和烧结热量消耗进行补偿。
[0204]
7.3聚焦的辐射
[0205]
如上所述,聚焦的辐射可以用于获得比本体温度更高的上层的瞬时温度。在常规的实施方式中,一层干燥粒子被均匀地散布在前一层上,然后聚焦的辐射(例如,扫描聚焦的点(即点式)激光束)扫描该层并根据层图(layer map)选择性地固化该层的所需部分。
[0206]
根据一个实施方案,用于构造当前层的粒子不是被均匀地分布(不均匀分布)在前一层上,而是所述粒子(层)是根据层图被选择性地分配。这有助于使用非选择性的辐射以仅在所述粒子被选择性地分配处创建新形成的层。
[0207]
现在参考图3c,图3c是作为示例辐射源的灯的图示。实施方案可包括以下技术的一种或多种:
[0208]
a.线性灯和聚焦反射器
[0209]
现在参阅图3c,图3c是辐射源的图示。第一实施方案是热辐射灯350,其包括(以上讨论的)线性灯泡、包括由石英透明管356包围的线性辐射灯丝(filament)352、结合了具有椭圆形横断面358的聚焦反射面、被封闭在透明窗口354(例如,防护玻璃)中。在正在打印主体的上表面上,所述灯丝位于椭圆曲线的一个焦点360f1处,而该灯丝的热镜像在另一个焦点360f2处获得。该镜像的宽度可比于(但绝不小于)灯丝周长的长度。在实际的示例中,灯丝周长等于1毫米,灯丝的镜像的宽度在3d上表面上为3毫米,并且辐射功率为50w/(cm长
度)。因此,在该部分表面获得的照射功率为50/0.3=167w/cm^2。
[0210]
b.聚焦的线性相干光束
[0211]
再次参照图3c。第二实施方案包括线性相干光束370。适当的激光装置372可从例如coherent inc公司、零件号lim-c-60获得。这样的激光器具有焦平面,其为最小腰部(waist)的平面。典型的腰部宽度为50μ。该激光器的典型功率为20w/cm。因此,照射功率为4000w/cm^2。在这样的功率下,热损失比输入热量小得多,因此层的温度能够大大超过本体的温度。在粒子彼此烧结之前,上层的温升将达到δτ=1770x4/10=708℃,其中1770℃是每10kw/cm^2照射功率时上层的温升δτ(由于固体粒子之间的空气的隔离,见前面的章节),并且4/10表达在4和10kw/cm^2之间的比率。
[0212]
c.扫描聚焦的光束
[0213]
第三实施方案包括带扫描装置(如旋转多面镜)的点式(点)相干光束。不像传统的3d金属打印,其中光束根据层的图像而被调制开启/关闭,在当前实施方案中的光束可以是“哑(dumb)”光束(虽然该光束也能够根据图像而被调制,至少用于节省能源)。此“哑”光束扫描在y方向的线,同时物体本体在x方向移动。典型的激光功率为500w,以及50μ直径的焦点。因此,照射功率为500/0.005^2=2 10^4kw/cm^2(通常,在方形和盘的面积之间的差异对于此计算被忽略)。这种照射功率能够将层加热为大大高于所有的金属和陶瓷材料的烧结温度。
[0214]
8.除去烟雾
[0215]
现在请参考图3a、图4a和图5,图3a和图4a为用于在打印期间除去烟雾的系统的简化图示,图5为使用替代辐射源、用于在打印期间除去烟雾的系统的简化图示。通常,在3d物体的喷墨打印过程中,大量烟雾从所分配的和加热的墨层出现,所述墨层包括载体液体和可能的分散剂。所述烟雾可能有害于打印机部件,因为它们会凝结在相对较冷的表面(相比于在打印过程中3d物体312的温度),所述相对较冷的表面包括例如电路板和电子部件等表面。根据一个实施方案,所述烟雾被抽吸管404收集,所述抽吸管404相邻于打印头314和/或靠近层由辐射源308进一步加热所在的位置处提供抽吸414。
[0216]
9.支持3d结构
[0217]
在现有技术中,胶通常被加入到粒子墨中(例如光聚合物、热塑性聚合物等)。这种胶材料协助在打印期间在高温烘箱中整个物体的随后硬化处理(即烧结)之前的时间维持3d结构。例如,(在常规处理中)粉末分配器散布固体(干燥)粒子在整个托盘上(在其上打印/构造物体的托盘,比如加热的托盘318),并且打印头随后根据被打印层的期望内容分配液体胶于散布的粒子上。此过程逐层重复,直到打印结束。稍后,松散的粒子被除去,并且被胶合的物体从打印机被传送到烘箱。在烘箱中,物体被加热到高温用于完成烧结。在该烧结过程中所述胶的大部分被烧除,然而通常所述胶的一部分保留。保留的胶干扰和/或中断烧结,如果所述胶没有完全在烘箱中蒸发的话。此外,物体的结构中胶的存在可能是不希望的,如本文中别处所述。
[0218]
一种用于避免对于胶的问题的技术是在层基础上在打印过程中进行烧结,并且因此不需要胶。例如,粉末分配器分布粒子在整个托盘上,和随后的聚焦的激光束根据该层的内容扫描分布的粒子。由所述光束照射的每一个点充分加热以烧结在被照射位置的粉末。
[0219]
根据本发明的实施方案,所述粒子构造至少部分由下述支持:
[0220]
a.在打印过程中,载体液体立即蒸发,并且粒子借由包围每个粒子的分散剂分子而附连到彼此。在这种情况下,所述分散剂被选择成不仅具有在墨分散体中将粒子彼此分离的属性,而且也在载体液体(溶剂)被去除时附连到彼此。使用常规术语,所述分散剂在这里起粘结剂的作用。通常该分散剂是具有良好附着性能的聚合物分子。
[0221]
b.当完整的物体在烘箱中被加热时,分散剂分子首先蒸发,然后发生初始烧结以将粒子保持在一起直至完全烧结。
[0222]
c.现在参阅图6a,图6a是具有小边缘的固体粒子的图示。一个众所周知的特征是:小粒子比大粒子在相对较低的温度下烧结(例如,相比于在1400℃下烧结的700纳米粒子,50纳米尺寸的wc粒子在800℃下烧结)。在这种情况下,小与大进行比较,其中小与大的差别足以导致针对期望的应用在烧结温度方面的明显差异。在烧结开始于比分散剂的蒸发温度高得多的温度的情况下,固体粒子604被选择成或被制成非常规的,即不规则的/包括尖锐的边缘600,即,相比于粒子的总体半径、以小圆半径为特征的边缘。这样的边缘具有在降低的温度下局部烧结602的性质(如相比于对于团块粒子的较高烧结温度),与被制成具有这种小半径的粒子差不多。
[0223]
现在参阅图6b,图6b是由较小粒子进行桥接烧结的固体粒子的图示。此外,固体粒子610的制备可包括:比主(较大)粒子的平均尺寸小得多的一部分粒子612(例如,当平均尺寸为700纳米时,50纳米尺寸的粒子)。这些较小粒子将在较低温度下烧结(例如,相比于1400℃,在800℃下),并通过“桥接”结构而将大粒子彼此部分地粘合。
[0224]
因此,一旦分散剂烧尽,一些初步烧结发生在大粒子的尖锐边缘之间在紧密接触的点处,或者是由于在大粒子之间通过小粒子作用的“桥接”效应。应注意,此局部烧结位于大粒子之间的小的点处,因此,团块结构体保留为多孔的,使得被焙烧的分散剂可以从材料流出。
[0225]
10.除去有机材料
[0226]
所述墨含有载体液体、分散作用材料、以及可能的参与完善打印的多于一种的添加剂,这些所有通常是有机材料。如上所述,所期望的特性是能够尽快或至少在最终烧结之前除去该有机材料。
[0227]
在一个实施方案中,载体液体基本上在层的形成过程中蒸发,并且因此层变成固体。这至少部分地通过维持3d物体的本体(或至少3d物体的上层)的相对高的温度来完成。在这种情况下,该高温是保持在可比于液体载体的沸点温度或更高温度的温度。在一些实施方案中,该高温可以是当以开氏度测量时比载体的沸腾温度高或低20%。
[0228]
在另一个实施方案中,在上层的形成过程中,上层的温度高到足以还烧尽其它有机材料,特别是分散作用材料(分散剂)。当本体(被打印物体的本体)大时(例如x,υ,z尺寸为100mm),此烧除通常是必要的。如果在打印过程中,有机材料未被烧除,则有机材料保留在打印过程中,并且在焙烧该有机材料过程中难以流向已打印的大物体的外部。
[0229]
在另一个实施方案中,分散剂在打印过程中仍保留在团块材料中。在常规的方面,当有机材料(其起着粘结剂(binder)的作用)保留在被打印物体中时,该物体被称为“绿色物体”。在这种情况下,在打印物体之后,但在焙烧物体之前,初始加热的额外阶段通常是在烘箱中执行。在此初始加热阶段中,有机材料(无论崩解或否)慢慢流出到物体的外表面,并且蒸发。该初始加热在焙烧温度升高到发生充分烧结的温度之前完成。期望的特性是,防止
在有机物提取阶段过程中物体粒子的完全烧结。这是所期望的,原因包括:
[0230]
a.不阻挡有机物从团块材料流出的路径,以及
[0231]
b.不保存材料的海绵状点阵,其在有机物材料被提取之前占优势。
[0232]
在有机物蒸发的阶段防止完全烧结可以通过调节粒子的烧结特性温度t3(根据粒子材料和尺寸)、或通过选择具有适当烧尽温度t2的有机物(分散剂和添加剂)来完成,使得t3》t2。
[0233]
11.打印过程中部分烧结
[0234]
在打印过程中部分烧结可以在平整之前加强新形成的层,或(如上所说明)在从基底除去物体之前和/或(在烘箱中)在焙烧该物体之前加强物体。在本文的上下文中,术语“部分烧结”通常是指粒子仅部分彼此熔结,也就是在每个粒子的表面上的一个或多个位置处,而非接触周围粒子表面的粒子的完整表面。
[0235]
在一个实施方案中,物体本体的部分烧结在物体的打印期间获得。部分烧结可允许后续焙烧和除去分散剂,即使当分散剂的焙烧在完成打印物体之后完成的情况下,因为开放的多孔结构仍然存在。
[0236]
在另一个实施方案中,物体本体的完全烧结在物体的打印期间获得。因为分散剂可以抑制烧结,此方法包括:首先在温度t2下在层的形成期间蒸发分散剂,之后完全烧结发生在温度t3,其中t3》t2。
[0237]
现在参阅图7,图7是部分烧结的图示。在烧结过程中物体通常收缩,因为粒子彼此靠拢并填充粒子之间的空隙。在大多数情况下,这种被烧结物体的收缩是可观的(例如每一维度20%)。因为相比于物体的横向尺度(x-y)(例如50mm)新形成的层通常非常薄(例如在收缩之前5微米),新形成的层与之前(先前)打印的并干燥的层的摩擦减小在x-y平面的收缩,并且大的收缩仅在底部方向实现,即向着已经烧结的前一层。然而,作用来也在层平面中(即在x,y方向)收缩的毛细作用力(其由前述摩擦平衡),在层中引入横向收缩力。从层到层反复的此力在完全烧结702时可在物体712的性质方面引起变形。另一方面,部分烧结700可足够用于保持粒子在一起,但不在(新形成的)层中引入过大的收缩力。因此,部分烧结有助于在打印710期间维持物体的期望的性质(形状)。
[0238]
烧结温度应该仔细考虑以实现部分烧结。在足够高的温度下,粒子彼此熔结并且形成几乎或完全固体的材料(完全烧结)。所需的烧结温度基本上取决于粒子的材料的熔点和粒子的尺寸。例如,银的熔点为960℃;1μm(微米)银粒子在800℃下烧结,但20nm(纳米)银粒子在200℃下烧结。因此,为了进行银粒子制成的物体的部分烧结,如果使用1微米粒子,则新形成的层可以被加热例如至500℃的温度,在该温度下有机物被烧除并且部分烧结替代有机材料以保持物体免于被拆开。
[0239]
12.在层级的完全(或充分)烧结
[0240]
分散剂(以及在墨中的可能的其它添加剂)会干扰烧结的期望质量,因此除去这些材料(分散剂和可能的其它添加剂)对于获得烧结是重要的(但不一定足以获得烧结)。在下面的讨论中为简单起见,本领域的技术人员将理解,对分散剂的引用也可以指其它可能的添加剂。
[0241]
相反于在中等温度(如230℃)下的打印和仅后来在高温炉中烧结完整本体,在打印层时完全烧结的创新技术包括一些特征,比如:
[0242]
a.仅在上层(在温度t2)与开放空气接触时除去分散剂分子和添加剂。当蒸发分散剂在烘箱中完成时,所得到的气体难于缓和通过团块材料,特别是当物体的一部分能被至少部分烧结时。在这一点上,应注意,物体的外壳在烘箱中在团块完全烧结之前烧结掉。这主要是因为热量在烘箱中从外壳朝向物体的中心流动,这必然伴随有温度梯度—在外壳处比在团块中更高的温度。因此外壳远在团块被烧结之前烧结,并且气体不能从物体中出来。
[0243]
b.进一步加热层到温度t3,以便促进烧结,其中伴随烧结的收缩发生在向下(z轴)方向,而不是在横向x轴和y轴方向(如上所说明)。在z轴方向的收缩必须在打印之前(先验)考虑和在打印物体的数字描述的准备过程中补偿。
[0244]
需要注意的是,在层级烧结,不仅提供简单途径来除去有机物,而且还在烘箱中焙烧之后节省能源需要和时间耗费。
[0245]
逐层分散剂去除的技术和特性包括以下内容:
[0246]
a.热
[0247]
通过聚焦的辐射或高功率闪光灯实现的新层的额外加热,例如都在ir=5-10kw/cm^2,可被用来完成干扰材料(如分散剂)的蒸发,并且还加热上层至如烧结该层所需的高温。由强烈辐射带来的层瞬间高温,不仅载体液体被蒸发,而且分散剂蒸发或崩解且蒸发,并且在之后发生完全或充分烧结。通常这种技术通过在适度加热的前一层上分配新的层来完成,使得载体液体在进入额外加热装置之前被蒸发,从而降低在用于蒸发载体液体和分散剂两者的装置中所需的能量,并且完成烧结。
[0248]
b.通过另外的催化剂
[0249]
打印层可以通过分配催化剂材料来完成,所述催化剂材料加速烧结。一个优选实施方案包括:一种材料,其崩解分散剂分子,使得它们蒸发掉或至少不干扰烧结。此外,增加的热量可用于蒸发掉被崩解的分子。倘若温度足够高,在除去分散剂后留下的裸固体分子在此阶段自发地彼此烧结。例如,如果固体粒子是20纳米直径的银粒子,则在高达温度200℃下,倘若分散剂已经被除去,足够用于完全烧结。催化剂可以就在分配模型层之前或之后被分配。
[0250]
现在参照图8a,图8a是分配催化剂材料的图示。分配催化剂802可通过催化剂液滴喷射头800或通过喷雾喷嘴来完成。该催化剂可以根据物体层图象选择性地、或者在物体的整个保留区“盲目地”被分配。该催化剂可以呈液体形式或气体。可选地,该催化剂可以通过在被打印新层下方或上方散布该催化剂的辊进行分配。当催化剂具有仅在高温下成为侵袭性(活性)的性质时,该催化剂可以预先包含在墨中,然后当期望启用时在打印后利用层加热进行加热。
[0251]
13.不同的打印技术
[0252]
现在参阅图9,图9是使用液体泵辊的图示。打印、平整和加热的替代实施方案包括:在打印本体的温度显著低于载体液体的沸腾温度(例如150℃,当载体液体的沸腾温度是时)时逐层打印。打印层之后,该层由液体泵辊(lpr)900平坦化(平整)。lpr通常是具有平行于物体的y轴的轴线的平滑辊,沿“反向”(相反于物体的相对x轴运动)旋转。然后,新形成的层310通过高照射功率光束(例如激光902)照射成至少蒸发液体和固化层(例如,加热该层到230℃或更高的温度)。稍后,在分配下一层之前,该层被冷却到低的物体温度(例如,通过冷却风扇326)。来自平坦化层的过量墨附着到lpr 900的旋转辊表面,并且被辊
刮器(例如由金属刮刀904)刮除,流入收集槽906中,过量收集的墨从所述收集槽906被循环回到墨罐以重新传送到打印头314或被泵出至废物罐。
[0253]
14.保护喷射头和被喷射液滴
[0254]
当使用喷墨打印技术时,打印热3d物体本体存在困难。喷射喷嘴被定位成靠近被打印层,例如相距1毫米。因此,喷嘴可能被正打印的本体的热的上表面加热,并且喷射质量受损。用于防止喷嘴受热的技术可以包括:冷却壳(参见图3a,冷却掩模316),其表现为在热的层和喷射喷嘴之间的热缓冲器。这样的冷却壳在xjet solar corporation公司的国际专利公开号w02010/134072 a1中描述。
[0255]
通常期望3d本体温度(包括上表面)不高(相对低的),因为尽管有所述保护掩模,一些热量仍从物体的热的本体通过墨喷出所经过的所述掩模中的狭缝到达打印头的喷嘴板。此外,在热物体上进行打印的另一困难在于:当触及暖热表面时,喷射的液滴可能“爆炸(explosion)”。在这种情况下,术语“爆炸”是指:载体液体突然沸腾,而不是缓慢蒸发。
[0256]
一个创新的解决方案是:在(物体)本体温度和所述新层的温度之间的差异化(differentiation)。这可以通过以下步骤来完成:
[0257]
a.将新形成的层在层被分配后立即加热到比本体的温度更高的温度(例如,通过聚焦辐射),以及
[0258]
b.在分配新层于3d本体物体的上表面上之前,冷却该上表面。冷却可借助于风扇(参见图3的冷却风扇326)或通过将存储在该层中的热量耗散至下方物体和周围空气来完成。
[0259]
15.多种(复合)物体材料
[0260]
现在参阅图10a,图10a是利用不同材料构建的物体的图示。通常所需的物体包括在该物体的不同部分中的不同材料。一个特殊和重要的情况是,当第一物体1002的团块材料1006在第一物体1002的外表面处应被层叠(包覆)有涂层材料1007时。类似地,第二物体1004的团块材料1006可以在第二物体1004的外表面处被层叠有涂层材料1007。
[0261]
现在参考图10b,图10b是利用混合材料构建的物体的图示。对于第三物体1010的要求包括:在整个物体或物体的部分上需要两种或更多种材料的混合。在当前图示中,第三物体1010包括:第一材料(材料1 1018)和第二材料(材料2 1020)的混合。当物体1012的一部分被放大1014时,可以看出材料的混合在于:每个像素1016是交替的材料。
[0262]
一种在层的给定位置中利用混合材料打印物体的技术,可以通过在该层的某些像素中分配一种材料并且在其它像素中分配另一种材料来完成。
[0263]
在一种替代技术中,一层由一种材料打印,并且另一层由另一种材料打印。一种特殊情况是,在物体的外表面处的浸注式(impregnation-like)的涂层状材料1008(例如,第二物体1004)。浸注式可包括:浸注材料和团块材料的比例随着距物体表面的距离增大而逐渐减小。
[0264]
多种墨和墨打印头可用于在物体材料和物体支撑之间区分打印。根据一个实施方案,一种墨可用于构建物体和支撑结构(逐层)两者,而另一种墨被分配成仅在属于物体或支撑两者之一的层部分上,从而在两种材料的机械属性上引入差异。该差异在以后当支撑被从物体去除时使用。例如,包含ag粒子的第一种墨用来打印层的物体部分和支撑部分两者。包含银(ag)聚合化合物材料或粒子的第二种墨被分配成仅在层的物体部分中。当打印
完成时,并且在被打印的复合体已在烘箱中被焙烧之后,在两种材料之间被引入了显著差异(仅含银(ag)粒子的支撑体保持未烧结,而物体被烧结或至少由聚合物化合物中银的固体基质形成)。这种差异使得能够从物体去除支撑。
[0265]
16.利用模具打印物体
[0266]
在一个实施方案中,模具与物体一起被打印。模具是附连到物体本体312且可以从物体本体除去的任何辅助体。在本文的上下文中,模具可以被视为物体的支撑,如下所述。模具可以由同一逐层打印中与团块不同的墨来打印。打印物体和模具对于包含未彼此粘附(未附连或仅轻轻粘附)的粒子的物体有帮助,直到本体在烘箱中被焙烧和烧结(在通常600至1500℃)。为此缘故,模具优选包括:在较低温度下保持紧密且在高温下崩解、或至少能从物体除去的材料。模具也能在打印过程中保护物体。例如,模具在切削辊302平整被打印层310时保护物体312的精细边缘免于破坏。即使模具的材料相比物体的材料未保持更紧密(即保持较松散),但模具通过例如在平整新层或将物体在打印后输送到焙烧烘箱时保护物体的边缘而牺牲模具自身的边缘。模具可以是薄的(例如,0.5毫米厚),并且可以得到物体的一部分的或物体周围的外皮(skin)的形状。因而,物体(同时以及模具)可以被打印嵌入模具中,从而扩大对于创建3d物体可用的工艺和材料的范围。
[0267]
这种技术的一个示例是:一种含有以分散剂包裹的高硬度粒子(例如wc)的物体墨。在相对低的温度(例如200-400℃)下,所述分散剂表现为如同将粒子保持在一起的胶。然而,在中等温度(例如400℃)下,所述分散剂蒸发,并且3d物体可能塌落成粒子堆。如果物体被下述一种材料包围,所述材料在400℃下部分烧结但在高于800℃温度下熔化或崩解并蒸发(例如,一种包括在800℃下蒸发的聚合物粒子的模具墨),则所述模具在中等温度及以上时保持固体,从而容许物体的分散剂的蒸发,直到在较高温度(例如700℃)下发生物体的局部烧结。
[0268]
17.支撑
[0269]
当物体被放置在打印托盘上处于任意方位时,可以对物体的表面上的每个点指定正的或负的角度,如下:如果紧接于该点的下方能找到物体材料,则该表面角度被指定为正。否则,该点处的表面角度被指定为负(物体的负倾斜或负角度)。换句话说,负角度是物体的下述一种区域,其在被构建时在被打印区域的紧接下方缺乏物体的部分。
[0270]
现在参照图11a,图11a为在构建3d物体时的支撑的图示。支撑3d物体的负角度对于3d打印会是关键性的。支撑1100材料应不同于物体312材料,使得:所述支撑材料可在打印后或在后续步骤(如烧结)后被去除,而不损劣(deteriorating)物体。支撑可能需要满足许多额外的要求,包括:易于除去、在触摸界面线处与模型材料几乎不混合、低成本、自保持(self-sustained)、以及与打印技术(喷墨)兼容等。
[0271]
由于打印是通过喷墨技术完成,打印机通常包括至少两个打印喷嘴组(通常两个打印头),一组喷射物体材料,并且另一组喷射支撑材料。正在打印的每层可具有:在最终物体中所期望的该层的零个、一个或多个部分,被称为(当前)层的“物体部分”。类似地,每层可具有:在最终物体中不期望的(非期望的)零个、一个或多个部分,被称为(当前)层的“支撑部分”。所述支撑部分通常被用作支撑、模具、或其它结构以在生产物体的过程中进行协助,但在最终物体中被去除和/或缺失(lacking)。如上所述,其它技术可用来打印正被打印的层的物体部分和支撑部分(例如,对于物体部分使用第一种墨,并且对于支撑部分使用第
一种和第二种墨的组合)。在本文的上下文中,正被打印的层的物体部分有时被称为“物体层”,并且类似地,正被打印的层的支撑部分有时被称为“支撑层”。在本文的上下文中,对支撑的引用也可包括:对用于创建支撑的墨(支撑墨)、和对邻接物体的部分(其在重力意义上支撑物体、或出于任何目的而围绕物体、包括用作模具)(支撑部分)的引用。为简单起见,目前的描述将使用至少两个打印头的当前例子。基于本说明书,本领域的技术人员将能够将本方法应用于其它实施方式。
[0272]
现在参阅图11b,图11b是打印各层的物体部分和支撑部分的图示。侧视图1120示出在打印过程中的3d物体312和支撑1100。对应的顶视图1122示出上层。每层可包括邻接物体层的支撑层。在这种情况下,上层包括:作为支撑层1102的部分(构建对于后续物体层的支撑),和作为物体层1104的部分(被构建在支撑层和/或前一物体的顶部上)。
[0273]
根据第一实施方案,支撑包括:无机固体粒子(例如高熔化温度粒子,比如氧化物、碳化物、氮化物、金属例如钨)、或分散在挥发性载体液体中的有机粒子(例如,硬质聚合物)。所述聚合物材料应是硬质的,否则所述聚合物材料可能难以或不可能研磨(达到微小粒子尺度)。在打印支撑层后,液体载体蒸发,从而留下固体层叠体(solid laminate)。当物体打印完成时,物体被支撑材料支撑或甚至被包裹。在选择和制备墨方面的考虑关注:在支撑的和物体的(内聚性(cohesiveness))粒子之间的粘附(adherence)方面形成实质差异。此差异会就在打印之后、或者以后在部分或完全焙烧之后显示出来。此差异可以是分散剂属性方面的差异(例如固体粒子之间的不同胶粘特性)的结果,或是固体粒子的彼此烧结倾向方面的差异的结果。通常,支撑结构应比物体更软或更脆或在水或溶剂中更可混溶,并且因此易于从打印物体去除。理想的支撑是使得在焙烧过程中该支撑消失,例如通过崩解和蒸发。
[0274]
根据第二实施方案,所述支撑包括溶解在挥发性液体中的固体材料。在液体蒸发后,留下固体叠层体以形成固体支撑物。
[0275]
根据第三实施方案,打印后的固体支撑材料可溶于后处理液中。因此,在完成打印3d物体和支撑后,该物体和支撑可被浸入后处理液(例如水或光酸(light acid)),以通过溶解除去支撑。
[0276]
根据第四实施方案,所述固体支撑材料是使得所述固体支撑材料蒸发或在焙烧过程中被烧除。一个示例是:在有机溶剂中溶解的蜡,或在分散液中分散的聚合物粒子。所述溶剂或分散液在打印过程中逐层蒸发掉(在例如200℃),并且所述蜡或聚合物硬化。在打印后,具有支撑体的物体在烘箱中优选在真空中焙烧。在550℃,(例如)所述蜡蒸发并消失,并且同样的情况对于所述聚合物发生在700℃。
[0277]
第二和第三实施方案的一个示例是:使用盐(例如氯化钠(nacl),也称为食盐)的水溶液。水蒸发后,留下固体支撑物。在打印完成后,物体可浸入水中,并且所述盐被溶解掉。
[0278]
支撑材料的另一示例是:分散在存在有机分散剂的溶剂中的氧化锌(zno)粒子的分散体。在打印和/或焙烧完成后,干燥的所述氧化锌粒子可通过施加适度的力被去除(在此示例中,假设zno粒子不彼此烧结)。另一可选方案是:将物体浸在强酸(例如hno3)中,并且锌溶解掉(zno+2hno3=zn(no3)2+h2o)。
[0279]
前一示例的替代方案是:在载体液体中溶解的盐和氧化物粒子的混合物。在打印
后(当支撑变干),物体和支撑被浸在水或酸液体中,所述盐被所述液体溶解,并且所述氧化物粒子留存为松散的尘堆。
[0280]
支撑材料的另一示例是二氧化硅(sio2)的分散体。二氧化硅是容易得到的且相对便宜的材料。当所述分散体被干燥时,留存的二氧化硅粒子即使在加热到700℃之后也仅松散地附连到彼此,因此二氧化硅的支撑体能够从物体除去。
[0281]
这种二氧化硅分散体的示例是:由evonik industries公司提供的aerodisp g1220,其包括平均直径12纳米、分散在乙二醇(ethylene glycol)和二乙二醇丁醚(degbe,di-ethylene glycol butyl ether)溶剂中的二氧化硅(sio2)粒子。
[0282]
支撑材料的另一示例是硫酸钙(calcium sulfate)的分散体。硫酸钙是用于诸多应用的常用材料,所述应用比如石膏板(gypsum board)、药膏(plaster,)、和甚至作为食品添加剂。硫酸钙是与水可混溶的无机盐,从而使得能够通过在打印和/或焙烧后在水中清洗来除去该支撑材料。硫酸钙墨可以通过以下步骤来制备:
[0283]
a.固体无水硫酸钙(caso4)在搅拌磨中在具有离子与丙烯酸分散剂的组合的乙二醇醚溶剂中进行研磨,以形成穿透3μm网状过滤的稳定的分散体。
[0284]
b.该分散体根据墨的所需固体含量而进一步由加入的乙二醇醚稀释。
[0285]
18.加强的支撑和基座
[0286]
现在参阅图11c,图11c是使用加强支撑柱的图示。侧视图1130示出打印过程中的3d物体312和支撑柱1110。对应的顶视图1132示出上层。上层的视图包括:作为支撑1114的部分(构建对于后续物体层的支撑),和作为物体层1104的部分(被构建在支撑层和/或物体的顶部上)。在支撑1100材料不会很好粘接到下方托盘318或到上方物体312(和或下方)的情况下,可添加加固物(reinforcement),优选通过添加由物体材料制成的柱体1110。
[0287]
在物体被太强固地附连到托盘的情况下,可以甚至在物体的下表面下方添加包括支撑的基座1112。在本文的上下文中,基座可包括比较低物体层更低的所有支撑层(无论加强或否)。基座1112还能够协助获得3d物体的正确的和准确的z轴尺寸。这是至少部分地通过打印支撑-基座的层至下述高度(在z轴方向)而实现,在所述高度中所述平整装置(比如辊1116,类似于平整辊302)完全接触基座1112并且将基座平坦化。随后,物体和支撑材料的打印发生在经平整的基座的顶部上。
[0288]
19.在烘箱中的完全(最终)烧结
[0289]
打印完成后,物体通常被放置在烘箱中,在该处物体被焙烧至所需的温度直到发生完全烧结。此最终(完全)烧结阶段可以包括以下步骤:
[0290]
初步加热以烧掉所有的有机材料。
[0291]
进一步加热以液化无机添加剂(如钴(cobalt))。
[0292]
最后加热以烧结处于液相的粒子。
[0293]
焙烧步骤的一部分可包括:施以真空、施加压力、加入惰性气体以防止氧化、以及加入其它气体(其可添加期望的分子扩散或与本体的化学反应),如本文中别处所描述。
[0294]
20.高产量(throughput)
[0295]
现在参阅图12,图12为用于生产3d物体的示例转盘机的图示。3d打印通常特点在于低输出,因为每个物体通常由几千打印层构成。用于3d物体1220的转盘生产机器的多个托盘1200能用来增加3d物体(如3d物体312)的生产产量。
[0296]
根据一个实施方案,3d生产机1220将优选包括多个打印(优选喷墨)头1214和多个托盘1200,以便能够通过多个打印(喷射)头在同一运行中生产多个物体。多个打印头可被分组成一组打印头(1206a,1206b,1206c)。在每个托盘上可打印诸多且不同的部位(例如3d物体1202)。每个物体多次(循环)通过(打印头下方的)打印部,其中每次增加一层或几层。由于每个物体通常由几千打印层构成,因此通常几千次循环是必要的。在每次循环包括来自多个打印头的多重打印的情况下,循环数可从几千减少到几百或更少。基于本说明书,本领域的技术人员将能够确定:为构建特定多个物体,多少打印头和循环以及托盘1200是必要的。
[0297]
多个打印头被配置在y轴方向并在y方向彼此被移动,使得所述多个打印头的各自喷嘴交错成在一次通行中完全填充层的表面。可以使用比填充一层所需的更多的打印头,例如,用于在一次通行中打印一个以上的层。可以使用针对不同构建材料的打印头。例如,第一组打印头1206a被配置用于打印第一材料(材料a),并且第二组打印头1206b被配置用于打印第二材料(材料b)。可以使用针对支撑材料的打印头。例如,第三组打印头1206c被配置用于打印支撑材料。可选地,来自打印层上方的热辐射源1208(例如,辐射源308)在一次通行(即循环)中接续于层的沉积之后。另外地和可选地,平整装置1210(例如,平整辊302)可以被包含在转盘的循环中,通常在打印头之后。
[0298]
当一个物体被完成打印后,机械臂1204可以从转盘1212去除已完成的托盘1200或从托盘1200去除(多个)物体1202,并且在不停止转盘旋转的情况下将物体传送到进一步生产步骤(例如焙烧)。注意,从层到层每个托盘沿z方向移动略低,以便最后打印层被带到适合平整装置剃刮干燥层的上表面的高度。在一个优选的情况下,其中托盘1200停留在转盘1212上,当所有部件已从托盘被除去时,托盘z位(高度)被控制到初始位置,并且机器将开始打印下一组的部件。
[0299]
一种替代实现方式是:在每个托盘1200上初始加载可移除板1216,一个或多个物体1202之后被打印在所述可移除板上。在这种情况下,托盘1200被固定到转盘,并且被称为保持可移除板1216的“卡盘(chuck)”。当板1216上的所有物体1202被打印时,机器臂1204去除可移除板1216并且将该可移除板—带有在该可移除板上的物体—传送到后续阶段,比如焙烧阶段。可移除板可包括:薄金属板,或者如果在焙烧阶段中使用高于通常900℃的温度则可以包括碳板。该板可通过真空力或通过板周围的保持“指”而被保持在所述卡盘上。
[0300]
转盘1212轨道在打印头1214下方的那部分优选应当是直的。打印头应当一旦转盘循环就在y轴方向移动以执行“喷嘴分散(nozzle scatter)”。如本文中别处所描述,托盘1200根据打印期间所需的温度被加热,并且打印头1214被保护免受托盘热量和烟雾。
[0301]
21.系统控制器
[0302]
图13是示例系统1300的高阶层局部框图,该系统1300被配置成实施用于本发明的控制器。系统(处理系统)1300包括处理器1302(一个或多个)和四个示例存储器设备:ram 1304、引导rom 1306、大容量存储设备(硬盘)1308、和闪存存储器1310,所有这些经由公共总线1312进行通信。如本领域中已知,处理和存储器可以包括:任何计算机可读介质,其存储软件和/或固件和/或任何硬件元件,其中包括但不限于现场可编程逻辑阵列(fpla)元件、硬接线(hard-wired)逻辑元件、现场可编程门阵列(fpga)元件、和专用集成电路(asic)元件。任何指令集架构可在处理器1302中使用,包括但不限于精简指令集计算机(risc)架
构和/或复杂指令集计算机(cisc)架构。模块(处理模块)1314被示出在大容量存储器1308上,但如对于本领域技术人员显而易见的是,可以位于任何存储器设备上。
[0303]
大容量存储设备1308是承载用于实施本文描述的方法的计算机可读代码的计算机可读存储介质的非限制性示例。这样的计算机可读存储介质的其它示例包括:只读存储器,比如承载这样的代码的cd。
[0304]
系统1300可以具有存储在存储器设备上的操作系统,所述rom可以包括用于所述系统的启动代码(boot code),并且所述处理器可以被配置用于执行所述启动代码以将所述操作系统加载到ram 1304中,从而运行所述操作系统以将计算机可读代码拷贝到ram 1304并执行该代码。
[0305]
网络连接1320提供来往于系统1300的通信。通常情况下,单一网络连接提供一个或多个链路—包括虚拟连接—到局域和/或远程网络的其它设备。替代地,系统1300可以包括一个以上的网络连接(未示出),每个网络连接提供一个或多个链路到其它设备和/或网络。
[0306]
系统1300可被实施为服务器或客户端,其经由网络分别连接到客户端或服务器。替代地,系统1300可被实施为嵌入式控制器。
[0307]
操作-第一实施例
[0308]
第一实施例的原理和操作可以参考附图和随附描述得到更好地理解。本实施例是用于打印物体的系统和方法。所述系统有利于在打印期间蒸发载体液体而分散剂的至少一部分保留在打印层中。
[0309]
虽然传统的实施方式可在打印后加热物体本体以蒸发载体,但本实施例的一个特点是:使得或保持(最新近/当前)打印层(物体的本体的上表面)的温度(tl)接近于或高于载体的沸点t1(例如以摄氏度高于0.7xt1)且同时低于分散剂的沸点。此创新特征的结果是载体液体在墨正在打印时蒸发(与传统技术在打印之后蒸发载体相反),同时分散剂的至少一部分保留在物体的打印层中。在一些情况下,保留的分散剂用于在载体液体被蒸发后将固体粒子粘结在一起。替代地,其它材料可被加入墨中,以协助在载体液体蒸发后将固体粒子粘结在一起。
[0310]
本领域的技术人员将认识到,对于给定的物体(和相关联的墨、载体液体、分散剂、以及其它可选的组分),存在一预定的(确定的/计算的)温度范围,该预定温度范围高于载体沸点温度的下限([t1])且低于分散剂沸点温度的上限([t2])([t1]《tl《[t2]),并且其中,使得或维持上层的温度(tl)在所述预定温度范围内使得能够蒸发所述载体同时分散剂保留在当前打印层中。换句话说,在现实中,不必使用确切的载体沸点温度t1,而是存在甚至低于载体沸点温度t1的一已知范围,在该范围中载体将蒸发。低于载体沸点温度t1的该范围,在本文中被称为载体沸点温度的下限([t1])。类似地,不必使用确切的分散剂沸点温度t2,而是存在分散剂沸点温度t2附近的一已知范围,在该范围中分散剂不会蒸发(保留液态)。分散剂沸点温度t2附近的该范围,在本文中被称为分散剂沸点温度的上限([t2])。所述下限和上限通常比相应的沸点温度高或低20%(通常以开氏度测量)。所述下限([t1])可以比通常以开氏度测量的载体沸点温度(t1)低20%。所述上限([t2])可以比通常以开氏度测量的分散剂沸点温度(t2)高或低20%。
[0311]
第一层被打印在物体的打印表面上。第一层的物体部分利用通常来自至少一个对
应的喷墨打印头的至少一种墨打印。打印头的一个或多个,通常所有的打印头,可以根据第一层的内容而被调制。所述至少一种墨的每一者通常包括:具有载体沸点温度(t1)的载体、具有分散剂沸点温度(t2)的分散剂、和具有粒子烧结温度(t3)的粒子。当打印至少两种墨时,所述至少两种墨的每一者可包括不同类型的粒子,并且所述至少两种墨的每一者的局部比例由针对正被打印的层的规范(第一层的规范)确定。通常,所述墨的每一种的局部比例,从一个打印层到另一个打印层、以及从在一层中的一个点到同一层中的另一点发生改变。当层还包括支撑部分时,该支撑被邻接物体层进行打印,如下所述。
[0312]
如本文中别处所描述,分散剂可被选取来另外地和/或替代地在载体被蒸发后将所述粒子彼此粘结、和/或在载体被蒸发后抑制粒子的彼此烧结。
[0313]
喷墨打印的一个特点是:所述打印可以是选择性的,换句话说即打印到属于正在打印的每层(比如物体的第一层)的一部分的区域。每层是通常基于层规范或层内容(描述)—包括关于当前层的何部分是所期望物体的信息—进行打印。可选地,所述层规范可以包括关于下述的信息:当前层的不被打印的区域(保留未打印)、待利用替代墨(第二种墨、第三种墨等)打印的区域、支撑区域和/或模具区域。
[0314]
如本文中别处所描述,提升或维持上层的温度(tl)、分散剂的蒸发、和/或烧结可以通过下述技术实现,比如:采用辐射源诸如加热灯、在物体上方的电磁(em)辐射源、选择性或非选择性的激光、聚焦的线形激光束、扫描的激光束、扫描的聚焦的铅笔形激光束、来自线形白炽灯泡的聚焦的光、来自气体放电灯灯泡的聚焦的光、闪光灯、紫外(uv)光源、可见光源、红外(ir)光源、和基底(托盘)温度控制。在使用扫描的激光束的情况下,所述光束可以根据层的内容(关于当前层的何部分是所期望物体的信息)而被调制。上述技术可被用于通过暂时升高第一层的温度高于物体的温度来蒸发分散剂。
[0315]
在打印是选择性的、即打印到属于物体的第一层的一部分的区域情况下,于是在选择性的打印之后非选择性的激光(例如使用线形聚焦的激光)可被用于照射整个区域—其上所述物体正被打印。在选择性的打印之后接着非选择性使用加热源(特别是非选择性的激光)的这种技术,可被用于加热上表面或用于烧除(蒸发)分散剂。对比之下,传统技术采用非选择性的打印(或简单地将墨或用于构造3d物体的其它物质提供到打印区域),随后通过选择性的激光烧结所述物体的期望部分。
[0316]
在蒸发载体之后,可选地,保留的分散剂或分散剂的一部分可以被蒸发,然后可选地,第一(最新近打印的)层可被烧结。可选地,后续层可以在蒸发载体后、在蒸发分散剂之后、或在烧结(打印层)之后在第一层的顶部上打印。通常,物体是由几百或几千打印层构建,因此该方法通过在先前打印的(第一)层的顶部上打印后续层(作为新的“第一层”)从而进行重复。
[0317]
如本文中别处所描述的,催化剂可被加入到正被打印层(第一层)。催化剂可以从诸如卤化物和氯化铜等化合物中选择。催化剂可通过各种技术添加,例如:
[0318]
在所述墨的至少一者中包含催化剂;
[0319]
从所述第一层的上方喷射呈气态形式的所述催化剂;
[0320]
从所述第一层的上方喷射呈液体形式的所述催化剂;
[0321]
从所述第一层的上方喷洒呈气态形式的所述催化剂;和
[0322]
从所述第一层的上方喷洒呈液体形式的所述催化剂。
[0323]
物体通常被打印在由隔热材料制成的或是加热的托盘上。
[0324]
在上表面的温度ts被保持高于载体沸腾温度t1(例如比t1高30℃)的情况下,当墨落在该上表面上时在新分配的层中的液体载体突然沸腾(如同爆炸),从而创建出包括开放的大量微小膨胀(inflation)的海绵状层。这是因为在突然沸腾过程中,所分配墨的微小区段(通过载体气体)就在所述气体产生开口和“飞”出之前膨胀并且冷凝(即变干)。所得的3d物体本体的结构因而是多孔的。创建多孔物体本体可能是期望的,以容许保留的分散剂在随后的在烘箱中的加热过程中从该物体的结构流出。随后的加热可被用于除去(崩解和/或蒸发)保留的分散剂和/或其它墨成分比如有机材料。
[0325]
操作-第二实施例
[0326]
第二实施例的原理和操作可以参考附图和随附描述得到更好地理解。本实施例是用于打印物体的系统和方法。该系统有助于在烧结第一层之前和/或在打印第二层之前蒸发第一层中的分散剂。
[0327]
如本文中别处所描述,传统的实施方式留下分散剂在完成物体中,并且在打印整个物体之后加热整个物体以烧除(蒸发)所述分散剂的一部分。当前实施例的一个特点是:在打印过程中蒸发分散剂的至少一部分。在一般情况下,用于打印物体的方法从打印至少一种墨的第一层起始,然后蒸发分散剂的至少一部分(通常基本上所有的分散剂)。在蒸发分散剂的至少一部分后,执行后续操作。后续操作包括:
[0328]
至少部分烧结所述第一层,和
[0329]
重复打印所述至少一种墨的后续层于所述第一层上。
[0330]
可选地,在蒸发分散剂的至少一部分之前,载体可被蒸发而分散剂保留在第一层中。
[0331]
一般来说,以上讨论的—特别是参考第一实施例的—所述技术和可选方案,也可以被实施用于此第二实施例。
[0332]
操作-第三实施例-图2a至图3
[0333]
第三实施例的的原理和操作可以参考附图和随附描述得到更好地理解。本实施例是用于打印物体的系统和方法。该系统有助于使用水平辊平整被打印物体的上层。
[0334]
如本文中别处所描述,打印会产生对于后续处理不足够平坦的(太粗糙的)上层(最新近打印层/第一层)。在这种情况下,平整物体的顶部是所期望的。传统的实施方式采用立式铣削或围绕竖直梁旋转的研磨盘、或者平滑辊或滚花辊。在当前实施例中,使用一种创新的水平辊。在一个可选的实施例中,该水平辊是切削(刀片式)辊。
[0335]
通常,用于打印物体的方法从打印至少一种墨的第一层起始,然后至少部分硬化所述第一层。然后使用一种创新的水平辊平整所述第一层。所述水平辊可以包括一个或多个刀片(或者替代地圆筒状磨削表面),并且大致围绕平行于所述第一层的平面的轴(通常为y轴)旋转。
[0336]
对于当前实施例的添加项、可选方案和替代方案在前面的部分“平整装置”中进行了描述。在平整后并且可选地:清洗,进一步硬化,蒸发分散剂的至少一部分,和/或部分烧结,如果物体尚未完成(未完成的)则至少一种墨的后续层被打印在所述第一层上。
[0337]
操作-第四实施例-图10a至图11c
[0338]
第四实施例的原理和操作可以参考附图和随附描述得到更好地理解。本实施例是
用于打印具有支撑的物体的系统和方法。该系统有助于根据层图进行重复打印,每层可能具有物体部分和支撑部分两者,从而获得具有支撑的物体。特别地,支撑负角度和模具。
[0339]
如本文中别处所描述,使用支撑的技术可有助于使用模具、支撑负角度、使用加强的支撑、和基座。
[0340]
层的物体部分利用物体墨(一般称为第一种墨)打印。类似地,物体的支撑部分利用支撑墨(一般称为第二种墨)打印。
[0341]
通常,用于打印具有支撑的物体的方法从使用至少第一种墨打印第一层的物体部分起始,所述第一种墨包括:
[0342]
第一载体;和
[0343]
第一粒子,其用于构造所述物体并且被分散在所述第一载体中。
[0344]
在物体部分被打印之前、同时、或之后,使用至少第二种墨打印第一层的支撑部分。所述第二种墨包括:
[0345]
第二载体;和
[0346]
第二粒子,其用于构造所述支撑并且被分散在所述第二载体中。
[0347]
优选地,第二载体是第一载体。通常,第二粒子不同于第一粒子,并且所述载体是液体。
[0348]
如上所述,支撑部分可以利用第二种墨并且附加地利用第一种墨打印。换言之,通常利用第一种墨打印物体部分和支撑部分两者,然后(或同时)利用第二种墨再打印仅支撑部分。
[0349]
在一个优选的实施例中,打印是经由至少第一打印头,通常两个或更多个打印头,各打印头喷射一种类型的墨,并且每个打印头根据第一层的内容(物体部分、支撑部分、和空的部分)而被调制。
[0350]
在打印第一层之后,如果物体是非完成的(未完成的),则后续层被打印在第一层上,该后续层包括在第一层上的相应的物体部分和支撑部分。
[0351]
在支撑墨中的固体粒子可以包括下述粒子:在水中可混溶的;至少部分可溶于水的、无机固体、有机体、聚合物、具有硬度小于第一粒子的硬度的粒子、盐、金属氧化物(例如氧化锌)、二氧化硅(sio2)、硫酸钙、和碳化钨(wc)。
[0352]
如本文中别处所讨论,在物体部分和支撑部分中使用的粒子取决于具体应用、要求和物体性质。使用的粒子可包括:金属、金属氧化物、金属碳化物、金属合金、无机盐、聚合物粒子、聚烯烃和聚烯烃聚合物(4-甲基-1-戊烯)。
[0353]
当具有支撑的物体的打印完成时,就在打印之后或在烘箱的后续处理之后所述支撑必须从物体被去除。可以使用各种技术将所述支撑从物体去除,具体技术取决于支撑的类型。技术包括:焙烧、浸泡以溶解支撑、浸于水以溶解支撑、浸于酸中以溶解支撑、浸在光酸中、浸在强酸中、浸在hno3中、喷砂、喷射水等。
[0354]
可以预见,所描述的方法可以在其它领域中使用。例如,构建通常(非正式地)称为二维(2d)的物体。非限定性示例包括:柔性金属或复合天线和生物传感器。2d物体可以由单层、或相对少的层构成。在这些情况下,2d物体可以具有类似于构建3d物体的要求。例如,在用于打印2d物体的墨包括用于打印的分散剂的情况下,该分散剂必须在完成的物体中被除去。
[0355]
应注意,在当前描述中提到的墨是商业上可获得的常规墨。可以预见,替代的、附加的、和新的墨可以与本发明一起使用。
[0356]
在本实施例的描述中用于协助的选择,不应减损本发明的有效性和实用性。可以预见,依据应用,可以使用更一般的选择。
[0357]
使用简化的计算以协助本实施例的描述,不应减损本发明的实用性和基本优点。
[0358]
应注意,依据应用,针对模块和工艺的各种实现方式是可能的。模块优选实施在软件中,但也可以实现在硬件和固件中、在单个处理器或分布式处理器上、在一个或多个位置处。上述模块的功能可以被组合或实施为更少的模块、或被分离成子功能和实施为更多数量的模块。基于以上描述,本领域技术人员将能够设计用于特定应用的实施方式。
[0359]
应注意,上述示例、使用的数字、和示例计算,是用于协助此实施例的描述。无意的排字错误、数学错误、和/或简化计算的使用,不减损本发明的实用性和基本优点。
[0360]
所附权利要求书已被撰写,没有多项从属权利要求,这样做仅是顺应在司法上关于不允许多项从属权利要求的形式要求。应注意,通过赋予权利要求多项从属从而暗示的技术特征的所有可能的组合都是明确地可设想到的,并且应被视为本发明的一部分。
[0361]
应当理解的是,以上描述旨在仅作为示例,并且在所附权利要求所限定的本发明的保护范围内许多其它实施例也是可能的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1