一次性床罩的制备方法及制备装置与流程
1.本发明属于医疗用品技术领域,特别涉及一种一次性床罩的制备方法及制备装置。
背景技术:
2.一次性床罩是医疗、美容以及卫生用品中常用的一种产品,其产品用途广泛,市场需求增量大。当前市场上所用产品均为手工产品,工艺为手工缝制,且该工艺不适应机械化批量生产,导致生产效率低,人工耗费大,在如今人工费用急剧增加的当下急需改进生产工艺,完成机械化生产,提高产能降低成本。
3.虽然现有技术中提供了床罩的自动化生产设备,如申请号为cn202110156959.4的专利提供了一种床罩、枕头罩生产加工用床罩机,机体、放料架、牵引装置、第一翻边装置、第二翻边装置、超声波连续压边装置、v型超声封边装置、v型辊切刀、m折装置、产品切断成型装置;所述放料架内设有支撑架、纠偏装置,所述支撑架一侧设有第一支撑杆,所述支撑架位于纠偏装置远离牵引装置一端,所述牵引装置由牵引机构组成,所述牵引机构内设有橡筋,所述第一翻边装置位于牵引装置远离放料架一端,所述第一翻边装置由第一滚珠丝杠、第一翻边机构组成,所述第一翻边机构一端设有第一翻边块,所述第二翻边装置由第二滚珠丝杠、第二翻边机构、第一支撑组件组成,所述第二翻边机构位于第二滚珠丝杠上,所述第二翻边机构一端上设有第二翻边块,所述超声波连续压边装置位于第一翻边装置与第二翻边装置之间,所述v型超声封边装置位于第二翻边装置远离超声波连续压边装置一端,所述v型超声封边装置由第三滚珠丝杠、第一封边机构组成,所述第一封边机构位于第三滚珠丝杠上,所述v型辊切刀位于v型超声封边装置远离第二翻边装置一端,所述m折装置位于v型辊切刀远离v型超声封边装置一端,所述m折装置由第一导向辊、第二导向辊、第一支撑柱、第二支撑柱组成,多个所述第一导向辊、第二导向辊错位排放,所述产品切断成型装置位于m折装置远离v型辊切刀一端,所述产品切断成型装置由传送装置、切断装置组成,所述切断装置位于传送装置远离m折装置一端。
4.前述设备生产的床罩将橡筋与无纺布粘合且要保证粘合强度,超声波在将橡筋与无纺布粘合时可能破坏橡筋的弹性,使用过程中要求无纺布与橡筋同步伸缩,对无纺布的要求高。
技术实现要素:
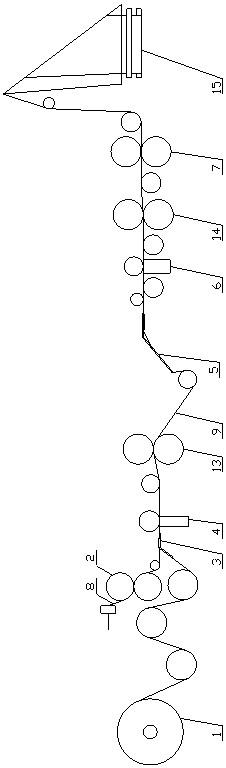
5.为了解决前述问题,本发明实施例提供了一种一次性床罩的制备方法及制备装置,可实现一次性床罩的自动生产与折叠,可提升生产效率。所述技术方案如下:一方面,本发明实施例提供了一种一次性床罩的制备装置,该装置包括由前至后依次设置的放料结构1、橡筋牵引结构2、上翻边结构3、超声波连续封边结构4、下翻边结构5、v型超声波封边结构6、v型辊切结构7、m折结构和分切结构,所述橡筋牵引结构2将两条橡筋8分别送至织物9左右侧边的上侧,所述上翻边结构3用于将织物9的左右侧边向上翻折形
成上翻边10以对应侧的橡筋8包覆,所述下翻边结构5用于将织物9的左右侧边向下翻折形成下翻边,所述v型超声波封边结构6用于在织物9的左右两侧及对应的下翻边上形成开口向外的v形封口11,所述v型辊切结构7用于在织物9的左右侧边且位于v形封口11内辊切形成与v形封口11配合的v形开口12;所述超声波连续封边结构4用于将上翻边10的内端压合在织物9上,所述v形封口11的内端位于橡筋8的内侧且其上位于橡筋8处的焊点较其余位置的焊点密,所述v形开口12位于橡筋8的外侧,所述分切结构用于于v形开口12处将织物9和橡筋8前后分切。
6.进一步地,本发明实施例中的超声波连续封边结构4与下翻边结构5之间设有第一对辊牵引结构13,所述v型超声波封边结构6与v型辊切结构7之间设有第二对辊牵引结构14。
7.进一步地,本发明实施例中的制备装置还包括v型辊切结构7与m折结构之间的v形板纵向对折结构15和第三对辊牵引结构16,所述v形板纵向对折结构15位于v型辊切结构7的正后方且用于将织物9进行对折,所述v形板纵向对折结构15、第三对辊牵引结构16和m折结构在左右向上依次设置。
8.进一步地,本发明实施例中的制备装置还包括分切结构后方的横向折叠结构,所述横向折叠结构包括上同步输送带21、上同步输送带21正下方的前三角输送带22、前三角输送带22正后方的后三角输送带23、后三角输送带23上方的后输送带24、后三角输送带23正下方的下同步输送带25、竖向设置且能上下运动的竖向插板26和沿前后向设置且能前后向运动的横向插板27,所述前三角输送带22包括联动的前横向输送面和前竖向输送面,所述后三角输送带23包括联动的后竖向输送面和后横向输送面,所述前横向输送面、上同步输送带21、后输送带24、后横向输送面和下同步输送带25均沿前后向设置,所述前竖向输送面与后竖向输送面均竖向设置且分别位于织物9的前后两侧,所述前竖向输送面位于前横向输送面的后端下侧,所述后竖向输送面位于后横向输送面的前端上侧,所述上同步输送带21位于前横向输送面的相邻上方,所述后输送带24位于前横向输送面的后方且其与前横向输送面平齐,所述后竖向输送面位于前竖向输送面的相邻后方,所述后输送带24与前横向输送面之间和后竖向输送面与前竖向输送面之间均具有能供竖向插板26向下插入的竖向间隙28,所述竖向插板26位于织物9的上方且其位于竖向间隙28的正上方,所述下同步输送带25位于后横向输送面的正下方且其之间具有能供横向插板27向后插入的横向间隙29,所述横向插板27位于织物9的前方且其位于横向间隙29的正前方;所述织物9的中部位于竖向间隙28处时,所述竖向插板26向下插入竖向间隙28中将织物9进行一次横向折叠;所述织物9的中部位于横向间隙29处时,所述横向插板27向后插入横向间隙29中将织物9进行二次横向折叠。
9.其中,本发明实施例中的上翻边结构3包括沿前后向设置的前引导平面31、前引导平面31前侧且由后至前斜向下设置的前引导斜面32和前引导平面32左右两侧的两块上折边板33,所述前引导平面32的左右侧边分别位于对应侧的橡筋8的相邻外侧;所述上折边板33位于前引导平面31的相邻上方,其与前引导平面31对应侧构成向内敞口的u形口,其内侧前部由前至后斜向内设置,其引导织物9的侧边向内翻折形成上翻边10;所述橡筋8沿前后向输出至u形口,所述织物9由前至后斜向上至前引导斜面32的上侧且其左右侧边相对与前引导平面31的对应侧向外延伸。
10.其中,本发明实施例中的下翻边结构5包括沿前后向设置的后引导平面51、后引导平面51前侧且由后至前斜向下设置的后引导斜面52、后引导斜面52下方的牵引辊53和后引导平面51左右侧边下方的两块下折边板54,所述后引导斜面52的左右侧边均由后至前斜向外设置;所述后引导平面51前部的左右侧边均由前至后斜向内设置,其后部的左右侧边均沿前后向设置;所述下折边板54沿前后向设置,其内侧位于后引导平面51后部对应侧边的下方,其前部内侧向后弧形弯折;所述织物9绕过牵引辊53的下侧,再向上至后引导斜面52的上侧,最后至后引导平面51并由下折边板54引导向下翻折。
11.具体地,本发明实施例中的超声波连续封边结构4包括左右并排设置的两个轮式焊接机构,两个轮式焊接机构分别位于织物9的左右侧边且其能在织物9上沿前后向形成一列焊点;所述v型超声波封边结构6包括左右并排设置的两个辊压焊接机构,所述辊压焊接机构分别位于织物9的左右侧边且其能在织物9对应侧形成v形封口11,所述v形封口11的两条边均由平行的两列焊点构成。
12.另一方面,本发明实施例还提供了一次性床罩的制备方法,包括如下步骤:(1)放料结构1向后输出织物9,橡筋牵引结构2将两条橡筋8分别沿前后向输出至织物9左右侧边的上侧;(2)上翻边结构3将织物9的左右侧边向上翻折形成上翻边10以将对应侧的橡筋8包覆;(3)超声波连续封边结构4将上翻边10的内端压合在织物9上,压合部位位于橡筋8的内侧;(4)下翻边结构5将织物9的左右侧边向下翻折形成下翻边;(5)v型超声波封边结构6用于在织物9的左右两侧及对应的下翻边上形成开口向外的v形封口11,所述v形封口11的内端位于橡筋8的内侧且其上位于橡筋8处的焊点较其余位置的焊点密;(6)v型辊切结构7在织物9的左右侧边且位于v形封口11内辊切形成与v形封口11配合的v形开口12,所述v形开口12位于橡筋8的外侧;(7)v形板纵向对折结构15将织物9纵向对折;(8)m折结构将织物9在纵向进行折叠;(9)分切结构于v形开口12处将织物9和橡筋8前后分切;(10)横向折叠结构将织物9在纵向上进行两次对折。
13.其中,本发明实施例中的织物9为无纺布,所述橡筋8为带状结构且其宽度大于0.5cm,所述上翻边10的宽度≥1cm,所述下翻边的宽度≥3cm。
14.本发明实施例提供的技术方案带来的有益效果是:本发明实施例提供了一种一次性床罩的制备方法及制备装置,可实现一次性床罩的自动生产与折叠,可提升生产效率。
附图说明
15.图1是本发明实施例提供的一次性床罩的制备装置的部分结构示意图;图2是上翻边结构的结构示意图;图3是上翻边结构的俯视图;图4是下翻边结构的结构示意图;
图5是下翻边结构的俯视图;图6是横向折叠结构的结构示意图;图7是步骤(1)时织物的状态图;图8是步骤(2)时织物的状态图;图9是步骤(3)时织物的状态图;图10是步骤(4)时织物的状态图;图11是步骤(5)时织物的状态图;图12是步骤(6)时织物的状态图;图13是分切的示意图。
16.图中:1放料结构、2橡筋牵引结构、3上翻边结构、4超声波连续封边结构、5下翻边结构、6v型超声波封边结构、7v型辊切结构、8橡筋、9织物、10上翻边、11v形封口、12v形开口、13第一对辊牵引结构、14第二对辊牵引结构、15v形板纵向对折结构;21上同步输送带、22前三角输送带、23后三角输送带、24后输送带、25下同步输送带、26竖向插板、27横向插板、28竖向间隙、29横向间隙;31前引导平面、32前引导斜面、33上折边板;51后引导平面、52后引导斜面、53牵引辊、54下折边板。
具体实施方式
17.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
18.实施例1参见图1-13,本发明实施例提供了一种一次性床罩的制备装置,该装置包括由前至后依次设置的放料结构1、橡筋牵引结构2、上翻边结构3、超声波连续封边结构4、下翻边结构5、v型超声波封边结构6、v型辊切结构7、m折结构和分切结构等。其中,橡筋牵引结构2将两条橡筋8分别送至织物9左右侧边的上侧,其通常包括左右并排设置的两个对辊牵引结构。上翻边结构3用于将织物9的左右侧边向上翻折形成上翻边10以对应侧的橡筋8包覆。下翻边结构5用于将织物9的左右侧边向下翻折形成下翻边,使用时将下翻边套设在床垫的前后两端以固定床罩。v型超声波封边结构6用于在织物9的左右两侧及对应的下翻边上形成开口向外的v形封口11(形成v形的焊接区域),两侧的v形封口11左右对称设置。v型辊切结构7用于在织物9的左右侧边且位于v形封口11内辊切形成与v形封口11配合的v形开口12,两侧的v形开口12左右对称设置,v形开口12与v形封口11的形状差不多且较小。m折结构用于将织物9在纵向进行折叠(呈波浪状),其结构可以参见申请号为cn201821030166.8的描述。前述结构与现有的一次性床罩的制备装置的结构基本相同,不同之处在于:本实施例中的超声波连续封边结构4用于将上翻边10的内端压合(压合焊接部位位于橡筋8的内侧)在织物9上;具体地,超声波连续封边结构4包括左右并排设置且分别位于织物9左右侧边上的两个轮式焊接机构;两个轮式焊接机构分别位于织物9的左右两边且其包括沿左右向设置的焊接压轮和焊接压轮正下方的第一焊接头(与超声波发生器连接),焊接压轮与第一焊接头分别位于织物9侧边的上下两侧,焊接压轮位于对应侧的橡筋8的内侧且其周面上间隔设有多个焊接凸点。v形封口11的内端位于橡筋8的内侧且其上位于橡筋8处的焊点较其余位
置的焊点密以将橡筋8的两端(分切后)更好地固定在织物9上,v形开口12位于橡筋8的外侧。具体地,v型超声波封边结构6包括左右并排设置且分别位于织物9左右侧边上的两个辊压焊接机构;两个辊压焊接机构分别位于织物9的左右两边且其包括沿左右向设置的焊接辊和焊接辊正下方的第二焊接头(与超声波发生器连接),焊接辊与第二焊接头分别位于织物9侧边的上下两侧;焊接辊由相应的结构驱动,其位于下翻边的正上方,其上设有呈v形排布的多个焊接凸点。分切结构用于于v形开口12处将织物9和橡筋8前后分切,具体可以为辊切结构。
19.进一步地,参见图1,本发明实施例中的超声波连续封边结构4与下翻边结构5之间设有第一对辊牵引结构13, v型超声波封边结构6与v型辊切结构7之间设有第二对辊牵引结构14。第一对辊牵引结构13和第二对辊牵引结构14均沿左右向设置,由上下并排设置且分别位于织物9上下两侧的压辊与主动辊构成。m折结构和分切结构之间设有双层皮带输送结构(织物9由两层皮带之间向后输送)。本实施例中,各结构的输送速度配合以保证生产良好进行。
20.进一步地,参见图1,本发明实施例中的制备装置还包括v型辊切结构7与m折结构之间的v形板纵向对折结构15和第三对辊牵引结构16,m折结构设于v形板纵向对折结构15的左侧或右侧。v形板纵向对折结构15位于v型辊切结构7的正后方且用于将织物9进行对折,其结构为常规结构,其包括由前至后斜向下设置的v形板(由上至下逐渐减小)、v形板前方且沿左右向设置的横向牵引辊、v形板正下方且沿前后向设置的贴合对辊和贴合对辊下方且沿前后向设置的纵向牵引辊等。v形板纵向对折结构15、第三对辊牵引结构16和m折结构在左右向上依次设置。
21.进一步地,参见图6,本发明实施例中的制备装置还包括分切结构后方的横向折叠结构,横向折叠结构包括上同步输送带21(下侧向后输送)、上同步输送带21正下方的前三角输送带22、前三角输送带22正后方的后三角输送带23、后三角输送带23上方的后输送带24(向后输送)、后三角输送带23正下方的下同步输送带25(上侧向后输送)、竖向设置且能上下运动的竖向插板26(由相应的结构驱动,具体为矩形板)和沿前后向设置且能前后向运动的横向插板27(由相应的结构驱动,具体为矩形板)等。其中,前三角输送带22包括联动的前横向输送面和前竖向输送面,具体由呈直角形分布的三根驱动辊及其上的皮带构成。后三角输送带23包括联动的后竖向输送面和后横向输送面,具体由呈直角形分布的三根驱动辊及其上的皮带构成。前横向输送面、上同步输送带21、后输送带24、后横向输送面和下同步输送带25均沿前后向设置,前竖向输送面与后竖向输送面均竖向设置且分别位于织物9的前后两侧,前竖向输送面位于前横向输送面的后端下侧,后竖向输送面位于后横向输送面的前端上侧,上同步输送带21和前横向输送面均位于分切结构的后方且分别位于织物9的上下两侧。上同步输送带21位于前横向输送面的相邻上方。后输送带24位于前横向输送面的后方且其与前横向输送面平齐(或较前横向输送面稍低)以便于织物9由前横向输送面至后输送带24。后竖向输送面位于前竖向输送面的相邻后方,后输送带24与前横向输送面之间和后竖向输送面与前竖向输送面之间均具有能供竖向插板26向下插入的竖向间隙28(竖向设置)。竖向插板26位于织物9的上方且其位于竖向间隙28的正上方,后横向输送面和下同步输送带25分别位于织物9的上下两侧。下同步输送带25位于后横向输送面的正下方且其之间具有能供横向插板27向后插入的横向间隙29(沿前后向设置),横向插板27位于织
物9的前方且其位于横向间隙29的正前方。织物9(此时沿前后向)的中部位于竖向间隙28处时,竖向插板26向下插入竖向间隙28中将织物9进行一次横向折叠。织物9(此时竖向)的中部位于横向间隙29处时,横向插板27向后插入横向间隙29中将织物9进行二次横向折叠。
22.其中,参见图1-3,本发明实施例中的上翻边结构3包括沿前后向设置的前引导平面31(具体为水平设置的矩形板,上表面光滑)、前引导平面31前侧且由后至前斜向下设置的前引导斜面32(具体为倾斜设置的矩形板,上表面光滑)和前引导平面32左右两侧的两块上折边板33(外端与前引导平面31的对应端固定在一起)等。其中,前引导平面32的左右侧边分别位于对应侧的橡筋8的相邻外侧,其宽度较织物9的宽度小;织物9的侧边相对于前引导平面31的对应侧向外延伸。上折边板33位于前引导平面31的相邻上方(同时位于橡筋8的上方),其与前引导平面31对应侧构成向内敞口的u形口,其内侧前部由前至后斜向内设置,其内侧位于上翻边10(翻折后)的内侧,其引导织物9的侧边向内翻折形成上翻边10。橡筋8沿前后向输出至u形口,织物9由前至后斜向上至前引导斜面32的上侧且其左右侧边相对与前引导平面31的对应侧向外延伸。前述结构实现了织物9的翻边与橡筋8的包覆。
23.其中,参见图1和4-5,本发明实施例中的下翻边结构5包括沿前后向设置的后引导平面51(具体为水平设置的矩形板,上表面光滑)、后引导平面51前侧且由后至前斜向下设置的后引导斜面52(具体为倾斜设置的等腰梯形板,上表面光滑)、后引导斜面52下方的牵引辊53(后侧可位于后引导斜面52下端的相邻后方)和后引导平面51左右侧边下方的两块下折边板54等,后引导平面51前端的宽度较织物9的宽度小,织物9的左右侧边相对于后引导平面51对应侧向外延伸;后引导斜面52前端的宽度较织物9的宽度大,后引导斜面52前端的左右两端相对于织物9的对应侧向外延伸。后引导斜面52的左右侧边均由后至前斜向外设置。后引导平面51前部的左右侧边均由前至后斜向内设置(倾斜角度较小,如小于5
°
),其后部的左右侧边均沿前后向设置。下折边板54沿前后向设置,其内侧位于后引导平面51后部对应侧边的下方,其前部内侧向后弧形弯折(弯折部位于后引导平面51侧边的正下方)。织物9绕过牵引辊53的下侧,再向上至后引导斜面52的上侧,最后至后引导平面51并由下折边板54引导向下翻折。
24.具体地,本发明实施例中的超声波连续封边结构4包括左右并排设置的两个轮式焊接机构,两个轮式焊接机构分别位于织物9的左右侧边且其能在织物9上沿前后向形成一列焊点。v型超声波封边结构6包括左右并排设置的两个辊压焊接机构,辊压焊接机构分别位于织物9的左右侧边且其能在织物9对应侧形成v形封口11,v形封口11的两条边均由平行的两列焊点(两列焊点可交错设置)构成。具体地,v形封口11上位于橡筋8处的焊点的长度小于橡筋8宽度的1/2,每列焊点对应橡筋8处至少设有两个焊点。
25.实施例2参见图1-13,实施例2提供了一次性床罩的制备方法,可采用实施例1提供的一次性床罩的制备装置,方法包括如下步骤:(1)放料结构1向后输出织物9,橡筋牵引结构2将两条橡筋8分别沿前后向输出至织物9左右侧边的上侧。
26.(2)上翻边结构3将织物9的左右侧边向上翻折形成上翻边10以将对应侧的橡筋8包覆。
27.(3)超声波连续封边结构4将上翻边10的内端压合在织物9上,压合部位位于橡筋8
的内侧。
28.(4)下翻边结构5将织物9的左右侧边向下翻折形成下翻边。
29.(5)v型超声波封边结构6用于在织物9的左右两侧及对应的下翻边上形成开口向外的v形封口11, v形封口11的内端位于橡筋8的内侧且其上位于橡筋8处的焊点较其余位置的焊点密。
30.(6)v型辊切结构7在织物9的左右侧边且位于v形封口11内辊切形成与v形封口11配合的v形开口12,v形开口12位于橡筋8的外侧。
31.(7)v形板纵向对折结构15将织物9纵向对折。
32.(8)m折结构将织物9在纵向进行折叠。
33.(9)分切结构于v形开口12处将织物9和橡筋8前后分切。
34.(10)横向折叠结构将织物9在纵向上进行两次对折。
35.其中,本发明实施例中的织物9为无纺布,橡筋8为带状结构且其宽度大于0.5cm,上翻边10的宽度≥1cm,下翻边的宽度≥3cm。
36.其中,本实施例中的“第一”、“第二”和“第三”仅起区分作用,无其他特殊意义。
37.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1