一种风扇叶轮智能检测设备的制作方法
1.本发明涉及机床加工用定位治具技术领域,具体为一种风扇叶轮智能检测设备。
背景技术:
2.风扇叶轮是注塑成型的一体化结构,注塑成型后需要进行一些列的检测工作,包括表面瑕疵测试、称重测试、平衡测试,传统的检测是将注塑成型后的产品统一收集后运送到检测设备处进行检测,再者,由于风扇叶轮的形状不规则所以抓取转移都有一定的困难,检测过后需要将合格品与不合格品分流且需要将多个风扇叶轮重新打包装箱,风扇叶轮的不规则形状为检测工位间的移转、后期装箱的自动化操作增加难度,往往需要人工参与才可完成整个流程,自动化程度低,认为损坏率低。
3.本发明提出一种风扇叶轮智能检测设备,解决上述技术问题。
技术实现要素:
4.一种风扇叶轮智能检测设备,包括注塑机设备、上料模组、检测机构、检测转移机构、下料模组、双层滚筒换箱机、废品收集箱,所述上料模组将注塑机设备中注塑成型的工件取出并由所述检测转移机构夹取放至检测机构中进行检测,检测完成后的工件由所述检测转移机构夹取运送至所述下料模组处,所述下料模组将检测完成的合格品运送至所述双层滚筒换箱机上层传送平台的空箱中,装箱完成后下降并运送至所述双层滚筒换箱机的下层传送平台中反向运出;所述下料模组将检测完成的合格品放入废品收集箱。
5.优选的,所述一种风扇叶轮智能检测设备,所述上料模组包括x轴移动模组、y轴移动模组、z轴移动模组、第一夹爪气缸,所述y轴移动模组与所述x轴移动模组的滑动端固定,所述z轴移动模组与所述y轴移动模组的滑动端固定,所述第一夹爪气缸与所述z轴移动模组的升降端固定,所述第一夹爪气缸用于抓取工件。
6.优选的,所述一种风扇叶轮智能检测设备,所述检测转移机构为六轴机器人,所述六轴机器人包括机械臂、机器人法兰安装板、治具连接板、第一ccd相机、第二夹爪气缸,所述机械臂的输出端与所述机器人法兰安装板固定,所述所述机器人法兰安装板与所述治具连接板固定,所述第一ccd相机、第二夹爪气缸均与所述治具连接板固定。
7.优选的,所述一种风扇叶轮智能检测设备,所述检测机构包括工件表面影像组件或/和重量检测组件或/和动平衡检测组件。
8.优选的,所述一种风扇叶轮智能检测设备,所述重量检测组件包括第一型材支架、精密电子天平、第一风扇限位机构,所述精密电子天平固定在所述第一型材支架的上端面,所述精密电子天平的上板面设置有用于工件定位的所述第一风扇限位机构;或者,所述工件表面影像组件包括第二型材支架、环形光源、第二ccd相机,所述环形光源、第二ccd相机上下对中设置且均与所述第二型材支架的上端面固定;或者,所述动平衡检测组件是动平衡机。
9.优选的,所述一种风扇叶轮智能检测设备,所述下料模组包括下料支撑架、升降下
料模组、z轴滑轨、升降导向板、对接滚筒组件、伺服机械抓手、取件翻转抓手,所述z轴滑轨、升降下料模组、伺服机械抓手均安装在所述下料支撑架的支撑板面,所述取件翻转抓手与所述伺服机械抓手的动力输出端可转动式连接,所述伺服机械抓手为夹爪气缸,所述升降导向板与所述对接滚筒组件固定且所述升降导向板的两侧板面沿所述z轴滑轨升降,所述升降导向板与所述升降下料模组的动力输出端固定,所述对接滚筒组件在所述升降下料模组的作用下分别与所述双层滚筒换箱机的上层滚筒对接放料、下层滚筒对接下料。
10.优选的,所述一种风扇叶轮智能检测设备,所述升降下料模组包括对称安装在所述下料支撑架两侧的齿轮链条组、升降气缸,所述升降气缸的缸体与所述下料支撑架的下端固定、动力输出轴与所述升降导向板固定,所述升降导向板与所述齿轮链条组中的链条固定。
11.优选的,所述一种风扇叶轮智能检测设备,所述取件翻转抓手与所述伺服机械抓手之间通过缓冲组件间接连接,所述缓冲组件包括上固定板、下缓冲板、轴承,所述上固定板、下缓冲板之间通过所述轴承连接,所述取件翻转抓手与所述下缓冲板板面固定安装,所述上固定板与所述伺服机械抓手的动力输出端可转动式连接。
12.优选的,所述一种风扇叶轮智能检测设备,所述下料模组还包括靠边定位气缸,所述靠边定位气缸的活塞轴与加工有直角定位槽的定位板连接;所述缓冲组件还包括接近开关,所述接近开关固定在所述上固定板的板面,用于感应轴承上端的上升高度,启动异常情况下的紧急停机。
13.优选的,所述一种风扇叶轮智能检测设备,所述双层滚筒换箱机包括滚筒换箱机支架、上层滚筒、下层滚筒,所述上层滚筒、下层滚筒分别安装在所述滚筒换箱机支架的上层支架、下层支架;所述上层滚筒两侧分别对称式安装有一个或多个限位气缸,两个相邻所述限位气缸之间的距离放置一个产品箱,所述限位气缸的安装位置靠近所述下料模组一端优选的,所述一种风扇叶轮智能检测设备,还包括设置在最外围的完全围栏,所述安全围栏是由型材立柱、pc板组成,位于进出口的pc板安装有安全锁。
14.优选的,所述一种风扇叶轮智能检测设备,x轴移动模组、y轴移动模组、z轴移动模组可采用气缸、电机丝杆组件、电机齿轮链条组件等多种结构,只要可以实现平移目的即可。
15.工作原理如下:风扇叶轮在注塑机设备中成型后,上料模组在x、y、z方向运动并将称成型后的工件取出,第一ccd相机的影像定位到工件的位置后控制六轴机器人运动并取件,六轴机器人端部的第二夹爪气缸在机械臂的作用下翻转风扇叶轮至定位孔面朝下,分别进行称重、表面影像、动平衡检测,在上述检测中若重量不在设定范围内或表面有瑕疵或动平衡不合格均会导致判定为不合格,由六轴机器人将工件转移至废品收集箱中,合格品在检测完成后,由六轴机器人将工件从检测机构中取出并翻面后交由下料模组中的取件翻转抓手夹持,夹持后在伺服机械抓手的作用下旋转90
°
,上层滚筒用于传送空置产品箱,下层滚筒用于传送满载产品箱,伺服机械抓手带动工件下行放至上层空置产品箱中,放满后在升降下料模组中升降气缸的作用下下行至下层滚筒反向运行至出口端部,出口端部可以设置与所述下层滚筒等高的agv小车平台,自动运送,其中上层滚筒、下层滚筒分别通过不同的伺服电机驱动。
16.优势如下:(1)本发明涉及的风扇叶轮智能检测设备从注塑成型、检测分流到装箱下料均自动化运行,无需中间转运,大大提高生产效率;(2)本发明涉及的风扇叶轮智能检测设备利用六轴机器人作为中间转运结构,运动自由度高,无需复杂的多部件配合,节省内部空间;(3)本发明涉及的风扇叶轮智能检测设备中双层滚筒换箱机的设置节省设备空间且尽量缩短装箱流水线长度,避免低效空转,降低设备运行成本,提高设备紧凑度。
附图说明
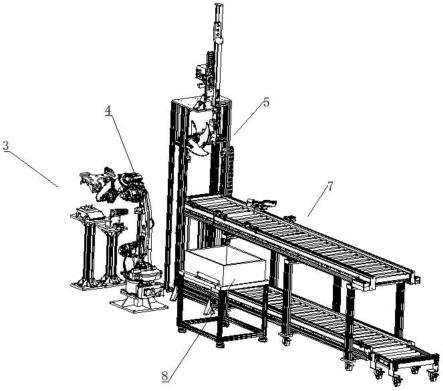
17.下面结合附图对具体实施方式作进一步的说明,其中:图1是本发明涉及的一种风扇叶轮智能检测设备整体结构示意图;图2、3、4是本发明涉及的一种风扇叶轮智能检测设备部分结构示意图;图5是本发明涉及的一种风扇叶轮智能检测设备中上料模组的结构示意图;图6是发明涉及的一种风扇叶轮智能检测设备中缓冲组件的结构示意图;编号对应的具体结构如下:注塑机设备1,上料模组2,x轴移动模组21,y轴移动模组22,z轴移动模组23,第一夹爪气缸24,检测机构3,第一型材支架311,精密电子天平312,第一风扇限位机构313,第二型材支架321,环形光源322,第二ccd相机323,六轴机器人4,机械臂41,机器人法兰安装板42,治具连接板43,第一ccd相机44,第二夹爪气缸45,下料模组5,下料支撑架51,升降下料模组52,齿轮链条组521,升降气缸522,z轴滑轨53,升降导向板54,对接滚筒组件55,伺服机械抓手56,取件翻转抓手57,靠边定位气缸58,上固定板61,下缓冲板62,轴承63,接近开关64,双层滚筒换箱机7,滚筒换箱机支架71,上层滚筒72,下层滚筒73,限位气缸74,废品收集箱8,缓冲工位9,第三型材支架91,第二风扇限位机构92,如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
18.具体实施案例1:一种风扇叶轮智能检测设备,包括:注塑机设备1、上料模组2、检测机构3、六轴机器人4、下料模组5、双层滚筒换箱机7、废品收集箱8,所述上料模组2将注塑机设备1中注塑成型的工件取出并由所述六轴机器人4夹取放置检测机构3中进行检测,检测完成后的工件由所述六轴机器人4夹取运送至所述下料模组5处,所述下料模组5将检测完成的合格品运送至所述双层滚筒换箱机7上层传送平台的空箱中,装箱完成后下降并运送至所述双层滚筒换箱机7的下层传送平台中反向运出,所述下料模组5将检测完成的合格品放入废品收集箱8;所述检测机构3包括工件表面影像组件、重量检测组件、动平衡检测组件中的一个或多个。
19.其中,所述上料模组2包括x轴移动模组21、y轴移动模组22、z轴移动模组23、第一夹爪气缸24,所述y轴移动模组22与所述x轴移动模组21的滑动端固定,所述z轴移动模组23与所述y轴移动模组22的滑动端固定,所述第一夹爪气缸24与所述z轴移动模组23的升降端固定,所述第一夹爪气缸24用于抓取工件,并将工件移送至六轴机器人4的一侧。
20.所述六轴机器人4包括机械臂41、机器人法兰安装板42、治具连接板43、第一ccd相机44、第二夹爪气缸45,所述机械臂41的输出端与所述机器人法兰安装板42固定,所述所述机器人法兰安装板42与所述治具连接板43固定,所述第一ccd相机44、第二夹爪气缸45均与所述治具连接板43固定。可选择的,所述重量检测组件包括第一型材支架311、精密电子天平312、第一风扇限位机构313,所述精密电子天平312固定在所述第一型材支架311的上端面,所述精密电子天平312的上板面设置有用于工件定位的所述第一风扇限位机构313。所述工件表面影像组件包括第二型材支架321、环形光源322、第二ccd相机323,所述环形光源322、第二ccd相机323上下对中设置且均与所述第二型材支架321的上端面固定。所述动平衡检测组件是动平衡机。
21.所述下料模组5包括下料支撑架51、升降下料模组52、z轴滑轨53、升降导向板54、对接滚筒组件55、伺服机械抓手56、取件翻转抓手57,所述z轴滑轨53、所述升降下料模组52、伺服机械抓手56均安装在所述下料支撑架51的支撑板面,所述取件翻转抓手57与所述伺服机械抓手56的动力输出端可转动式连接,所述伺服机械抓手56为夹爪气缸,所述升降导向板54与所述对接滚筒组件55固定且所述升降导向板54的两侧板面沿所述z轴滑轨53升降,所述升降导向板54与所述升降下料模组52的动力输出端固定,所述对接滚筒组件55在所述升降下料模组52的作用下分别与所述双层滚筒换箱机7的上层滚筒对接放料、下层滚筒对接下料。
22.所述双层滚筒换箱机7包括滚筒换箱机支架71、上层滚筒72、下层滚筒73,所述上层滚筒72、下层滚筒73分别安装在所述滚筒换箱机支架71的上层支架、下层支架。
23.具体实施案例2:在具体实施案例1的基础上,还包括一下一个或多个选择的优化方案,例如:还包括缓冲工位9,所述缓冲工位9包括第三型材支架91、第二风扇限位机构92,所述第二风扇限位机构92固定在所述第三型材支架91的上端面。所述缓冲工位用于暂时存放用于中转的待检测工件。
24.所述升降下料模组52包括对称安装在所述下料支撑架51两侧的齿轮链条组521、升降气缸522,所述升降气缸522的缸体与所述下料支撑架51的下端固定、动力输出轴与所述升降导向板54固定,所述升降导向板54与所述齿轮链条组521中的链条固定。
25.所述下料模组5还包括靠边定位气缸58,所述靠边定位气缸58的活塞轴与加工有直角定位槽的定位板连接。直角定位槽卡住产品箱的一个直角棱将其定位在直角位置,避免下料装填过程中的移位。
26.所述取件翻转抓手57与所述伺服机械抓手56之间通过缓冲组件间接连接,所述缓冲组件包括上固定板61、下缓冲板62、轴承63,所述上固定板61、下缓冲板62之间通过所述轴承63连接,所述取件翻转抓手57与所述下缓冲板62板面固定安装,所述上固定板61与所述伺服机械抓手56的动力输出端可转动式连接。
27.所述缓冲组件还包括接近开关64,所述接近开关64固定在所述上固定板61的板面,用于感应轴承63上端的上升高度,当放料过程中,下方的风扇叶轮侧倒后势必会阻碍取件翻转抓手57的正常放料下行,使下方的下缓冲板62因受到推力而上升,轴承上端面随之同步上升并被接近开关64感应,紧急停机。
28.所述上层滚筒72两侧分别对称式安装有一个或多个限位气缸74,两个相邻所述限位气缸74之间的距离可放置一个产品箱,所述限位气缸74的安装位置靠近所述下料模组5一端,避免用于装料的产品箱与前一个产品箱粘连在一起。
29.还包括设置在最外围的完全围栏,所述安全围栏是由型材立柱、pc板组成,位于进出口的pc板安装有安全锁。
30.具体实施案例3:优选的,所述一种风扇叶轮智能检测设备,x轴移动模组21、y轴移动模组22、z轴移动模组23可采用气缸、电机丝杆组件、电机齿轮链条组件等多种结构,只要可以实现平移目的即可。
31.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1