一种弹性耳布的制备方法与流程
一种弹性耳布的制备方法
1.本案是以申请号为202010558942.7,申请日为2020年06月18日,名称为《一种弹性耳布的制备方法及制备装置》的专利申请为母案的分案申请。
技术领域
2.本发明属于口罩技术领域,具体涉及一种弹性耳布的制备方法。
背景技术:
3.口罩由面部和耳带组成,使用时将耳带钩挂于耳部,使得口罩佩戴于面部对口鼻进行遮挡,可有效防止病毒、细菌、可吸入颗粒物等从进入呼吸道。起到有效的物理防护。口罩的耳带多为圆形或扁圆形的弹力绳,类似于松紧带,规格通常为直径2.5mm、3mm、4mm和5mm,回弹力强。但当遇到花粉季、流行传染病等特殊情况时,由于外出的频繁、人口的流动和密集,使得人们需要长时间佩戴口罩,常常需要连续佩戴超过6小时以上。这种弹力绳制成的耳带,由于回弹力强、与耳部接触面积小,长期佩戴造成耳部的压迫和疼痛,使用舒适感低。
4.申请号为201910574174.1的中国发明专利,公开了一种具有可调节耳挂带的一次性口罩,该一次性口罩包括口罩部,在所述口罩部的两端分别形成插入空间的耳挂带固定部,及耳挂带;耳挂带与所述口罩部的两端的所述插入空间结合,挂在用户的耳朵,并且,所述口罩部包括引出孔,该引出孔是切开所述耳挂带固定部而形成,以便从所述插入空间引出所述耳挂带调整长度。这种一次性口罩虽然能够根据人面部的大小调整耳带的长度,但是为了保证口罩在佩戴过程中不脱落,耳带仍需要保持在拉伸的状态,虽然会一定程度上缓解,但随着佩戴时间的增长仍然会造成耳部的疼痛。
技术实现要素:
5.为了克服上述现有技术的缺陷,本发明所要解决的技术问题是:提供一种长期佩戴不易引起耳部疼痛的用于制备口罩耳带的弹性耳布的制备方法。
6.为了解决上述技术问题,本发明采用的技术方案为:一种弹性耳布的制备方法,包括以下步骤;
7.成卷的第一无纺布经第一开卷气胀轴开卷,经第一张力摆杆传输至第一主动辊再传输至第二主动辊,利用第一主动辊和第二主动辊转动的速度差,对第一无纺布进行牵拉,拉伸后的第一无纺布被传送至第二对压辊;
8.成卷的第二无纺布经第二开卷气胀轴开卷,经第二张力摆杆传输至第三主动辊再传输至第四主动辊,利用第三主动辊和第四主动辊转动的速度差,对第二无纺布进行牵拉,拉伸后的第二无纺布被传送至第一对压辊;
9.成卷的tpu膜经第三开卷气胀轴开卷,经第三张力摆杆传输至第五主动辊再传输至第六主动辊,利用第五主动辊和第六主动辊转动的速度差,对tpu膜进行牵拉,拉伸后的tpu膜经过第一喷胶机的上方,使其朝下一面附着热熔后的橡筋胶,然后传送至第一对压辊
与拉伸后的第二无纺布复合,并一同向前传输,传输至第二喷胶机,使其朝上的一面附着热熔后的橡筋胶,然后传送至第二对压辊与拉伸后的第一无纺布复合,并一同向前传输至热压机,热压机进行热压合,使三层材料牢固的复合为一体,得到复合材料;
10.复合材料进一步经过第三对压辊的压合,然后经收卷张力摆杆传送至收卷气胀轴,收卷为成卷的弹性耳布;
11.所述第一无纺布和第二无纺布拉伸前后的幅宽比均为10:7-7.25。
12.本发明的有益效果在于:本发明提供的制备方法,制备方法简单,成本低,将原本不具备拉伸性的tpu膜与拉伸一定程度后的无纺布进行贴合得到弹性耳布,无纺布贴合在tpu膜的两侧,使得所得耳带具有弹性,同时无纺布的片状结构在制成耳带后与耳部接触面积大,且材质柔软亲肤,该耳带佩戴后不会造成对耳部的压迫,避免了长期佩戴口罩时造成的耳部疼痛。
附图说明
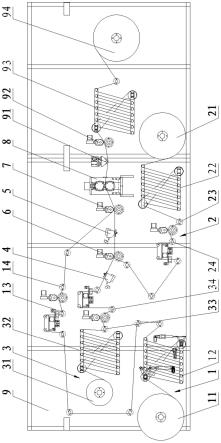
13.图1所示为本发明具体实施方式的弹性耳布的制备装置的结构示意图;
14.图2所示为本发明具体实施方式的弹性耳布的结构示意图;
15.标号说明:1、第一无纺布牵拉机构;11、第一开卷气胀轴;12、第一张力摆杆;13、第一主动辊;14、第二主动辊;
16.2、第二无纺布牵拉机构;21、第二开卷气胀轴;22、第二张力摆杆;23、第三主动辊;24、第四主动辊;
17.3、弹力膜牵拉机构;31、第三开卷气胀轴;32、第三张力摆杆;33、第五主动辊;34、第六主动辊;
18.4、第一喷胶机;5、第二喷胶机;6、第一对压辊;7、第二对压辊;8、热压机;9、机架;91、成品纠偏器;92、第三对压辊;93、收卷张力摆杆;94、收卷气胀轴;
19.10、弹性耳布;101、tpu膜;102、无纺布。
具体实施方式
20.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.本发明最关键的构思在于:将原本不具备拉伸性的tpu膜与拉伸一定程度后的无纺布进行贴合得到弹性耳布。
22.请参照图1-2所示,本发明的一种弹性耳布的制备方法,包括以下步骤;
23.步骤1、将无纺布102沿其长度方向拉伸,备用;
24.步骤2、将tpu膜101沿其长度方向拉伸,备用;
25.步骤3、将步骤1所得拉伸后的无纺布102通过热熔胶复合于步骤2所得拉伸后的tpu膜101的上、下两侧,得到弹性耳布10。
26.从上述描述可知,本发明的有益效果在于:本发明提供的方法,制备方法简单,成本低,将原本不具备拉伸性的tpu膜与拉伸一定程度后的无纺布进行贴合得到弹性耳布,无纺布贴合在tpu膜的两侧,使得所得耳带具有弹性,同时无纺布的片状结构与耳部接触面积大且材质柔软亲肤,制成耳带后不会造成对耳部的压迫,避免了长期佩戴时造成的耳部疼
痛。
27.进一步的,所述无纺布102拉伸前后的幅宽比为10:7-7.25,所述tpu膜101拉伸前后的幅宽的幅宽比为2.9:2.8。
28.从上述描述可知,tpu膜的拉伸形变量很低,基本不具有拉伸性,而无纺布拉伸的方向和伸长率会显著影响到最终所得弹性耳布的弹性和质量,通过控制无纺布拉伸前后的幅宽比为10:7-7.25能够得到质地柔软弹性优良的弹性耳布。
29.进一步的,所述热熔胶为橡筋胶。
30.从上述描述可知,以橡筋胶作为热熔胶进行复合,能有效将tpu膜和两层无纺布复合为一个整体。
31.进一步的,所述无纺布102为13g-15g幅宽400mm的纺粘无纺布。
32.进一步的,所述tpu膜101为23g-25g幅宽290mm的tpu膜。
33.从上述描述可知,上述规格的无纺布和tpu膜制成的弹性耳布,质轻柔软,不会对耳部造成压迫,佩戴舒适感良好。
34.本发明的一种弹性耳布的制备装置,包括机架9和设置在机架9上的第一无纺布牵拉机构1、第二无纺布牵拉机构2、弹力膜牵拉机构3、第一喷胶机4、第二喷胶机5、第一对压辊6、第二对压辊7、热压机8;
35.所述弹力膜牵拉机构3、第一喷胶机4、第一对压辊6、第二喷胶机5、第二对压辊7、热压机8呈流水线设置,所述第一无纺布牵拉机构1设置于弹力膜牵拉机构3的上方,所述第二无纺布牵拉机构2设置于弹力膜牵拉机构3的下方;
36.所述第一无纺布牵拉机构1和第二无纺布牵拉机构2用于对无纺布102进行拉伸;
37.所述弹力膜牵拉机构3用于对tpu膜进行拉伸。
38.从上述描述可知,本发明提供的弹性耳布的制备装置,能够有效对tpu膜和无纺布进行不同程度的拉伸,制备过程流畅,制备装置结构简单易于推广使用,且自动化程度高,所制备的弹性耳布制成的耳带,即使长期佩戴也不易引起耳部疼痛。
39.进一步的,所述热压机8的出料端还依次设有成品纠偏器91、第三对压辊92、收卷张力摆杆93和收卷气胀轴94。
40.进一步的,所述第一无纺布牵拉机构1包括呈流水线设置的第一开卷气胀轴11、第一张力摆杆12、第一主动辊13和第二主动辊14;
41.所述第二无纺布牵拉机构2包括呈流水线设置的第二开卷气胀轴21、第二张力摆杆22、第三主动辊23和第四主动辊24;
42.所述弹力膜牵拉机构3包括呈流水线设置的第三开卷气胀轴31、第三张力摆杆32、第五主动辊33和第六主动辊34。
43.实施例1为:
44.一种弹性耳布的制备方法,具体包括以下步骤;
45.步骤1、将15g幅宽400mm的纺粘无纺布沿其长度方向拉伸,拉伸至幅宽为280mm,备用;
46.步骤2、将25g幅宽290mm的tpu膜101沿其长度方向拉伸,拉伸至幅宽为280mm,备用;
47.步骤3、将步骤1所得拉伸后的纺粘无纺布通过6815橡筋胶复合于步骤2所得拉伸
后的tpu膜101的两侧,得到弹性耳布10;
48.其中,所述纺粘无纺布拉伸前后的幅宽比为10:7-7.25,所述tpu膜101拉伸前后的幅宽的幅宽比为2.9:2.8;
49.所得弹性耳布10用于制备口罩的耳带。
50.实施例2:
51.一种弹性耳布的制备装置,包括机架9和设置在机架9上的第一无纺布牵拉机构1、第二无纺布牵拉机构2、弹力膜牵拉机构3、第一喷胶机4、第二喷胶机5、第一对压辊6、第二对压辊7、热压机8、成品纠偏器91、第三对压辊92、收卷张力摆杆93和收卷气胀轴94;
52.所述弹力膜牵拉机构3、第一喷胶机4、第一对压辊6、第二喷胶机5、第二对压辊7、热压机8呈流水线设置,所述第一无纺布牵拉机构1设置于弹力膜牵拉机构3的上方,所述第二无纺布牵拉机构2设置于弹力膜牵拉机构3的下方;
53.所述第一无纺布牵拉机构1和第二无纺布牵拉机构2用于对无纺布102进行拉伸;所述无纺布102为13g幅宽400mm的纺粘无纺布;
54.所述弹力膜牵拉机构3用于对tpu膜101进行拉伸;所述tpu膜101为23g幅宽290mm的tpu膜101;
55.所述第一无纺布牵拉机构1包括呈流水线设置的第一开卷气胀轴11、第一张力摆杆12、第一主动辊13和第二主动辊14;
56.所述第二无纺布牵拉机构2包括呈流水线设置的第二开卷气胀轴21、第二张力摆杆22、第三主动辊23和第四主动辊24;
57.所述弹力膜牵拉机构3包括呈流水线设置的第三开卷气胀轴31、第三张力摆杆32、第五主动辊33和第六主动辊34。
58.本实施例的工作过程为:成卷的第一无纺布经第一开卷气胀轴11开卷,经第一张力摆杆12传输至第一主动辊13再传输至第二主动辊14,利用第一主动辊13和第二主动辊14转动的速度差,对第一无纺布进行牵拉,使其幅宽从400mm变为280mm,拉伸后的第一无纺布被传送至第二对压辊7;
59.成卷的第二无纺布经第二开卷气胀轴21开卷,经第二张力摆杆22传输至第三主动辊23再传输至第四主动辊24,利用第三主动辊23和第四主动辊24转动的速度差,对第二无纺布进行牵拉。使其幅宽从400mm变为280mm,拉伸后的第二无纺布被传送至第一对压辊6;
60.成卷的tpu膜101经第三开卷气胀轴31开卷,经第三张力摆杆32传输至第五主动辊33再传输至第六主动辊34,利用第五主动辊33和第六主动辊34转动的速度差,对tpu膜101进行牵拉(基本不产生形变),使其幅宽从290mm变为280mm,拉伸后的tpu膜101经过第一喷胶机4的上方,使其朝下一面附着热熔后的橡筋胶,然后传送至第一对压辊6与拉伸后的第二无纺布复合,并一同向前传输,传输至第二喷胶机5,使其朝上的一面附着热熔后的橡筋胶,然后传送至第二对压辊7与拉伸后的第一无纺布复合,并一同向前传输至热压机8,热压机8进行热压合,使三层材料牢固的复合为一体,得到复合材料;
61.复合材料进一步经过第三对压辊92的压合,然后经收卷张力摆杆93传送至收卷气胀轴94,收卷为成卷的弹性耳布10。
62.所述第一张力摆杆12、第二张力摆杆22、第三张力摆杆32和收卷张力摆杆93的结构均相同。
63.第一无纺布牵拉机构1、第二无纺布牵拉机构2和弹力膜牵拉机构3的出料端还可设置纠偏器,用于控制进料的精确度,提升产品质量。
64.实施例3:
65.实施例3与实施例2的不同在于,所述第一无纺布和第二无纺布均为15g幅宽400mm的纺粘无纺布;所述tpu膜101为25g幅宽290mm的tpu膜101,tpu膜101在牵拉时幅宽不变,为290mm,第一无纺布和第二无纺布牵拉后的幅宽为290mm。
66.综上所述,本发明提供的制备方法,制备方法简单,成本低,将原本不具备拉伸性的tpu膜与拉伸一定程度后的无纺布进行贴合得到弹性耳布,无纺布贴合在tpu膜的两侧,使得所得耳带具有弹性,同时无纺布的片状结构与耳部接触面积大且材质柔软亲肤,制成耳带后不会造成对耳部的压迫,避免了长期佩戴时造成的耳部疼痛;本发明提供的弹性耳布的制备装置,能够有效对tpu膜和无纺布进行不同程度的拉伸,制备过程流畅,制备装置结构简单易于推广使用,且自动化程度高,所制备的弹性耳布制成的耳带,即使长期佩戴也不易引起耳部疼痛。
67.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1