一种橡胶履带的快速硫化成型工艺的制作方法
1.本发明属于橡胶制备的技术领域,更具体的说是涉及一种橡胶履带的快速硫化成型工艺。
背景技术:
2.在工业加工过程中,需要用到橡胶履带进行输送,在输送带使用过程中,橡胶履带对耐磨性、耐老化、抗撕裂性、耐热性等有较高的要求。而现有的橡胶履带在使用时存在耐磨、抗撕裂等性能不佳的问题。并且目前市场对橡胶履带的综合性能要求越来越高,尤其是橡胶部件的强度、生热性能、耐老化及耐磨损等性能指标。
3.在现有技术中,一些橡胶履带的胶料采用天然橡胶或丁苯橡胶制成,用料单一,天然橡胶在补强后强度可以进一步提升,并且具有弹性好、生热低、机械强度高、耐磨性好、耐屈挠性能优异等优点,如何将多种功能的橡胶按比例共混并添加合适的填料实现彼此性能的互补,以及得到更好的综合性能,是本领域技术人员亟需解决的问题。
技术实现要素:
4.有鉴于此,本发明提供了一种橡胶履带的快速硫化成型工艺,能够通过改进橡胶履带的配方,优化硫化工艺,在不影响胶料耐磨性的前提下,提高橡胶履带的强伸性能、抗撕裂性能、耐热氧老化性能等,并具有快速硫化的优点。
5.为了实现上述目的,本发明采用的技术方案如下:
6.一种橡胶履带的快速硫化成型工艺,所述成型工艺的具体步骤如下:
7.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼;
8.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包后放入模具中预成型;
9.s3,将预成型的胶料放在硫化机上硫化,得到橡胶履带。
10.优选的,所述橡胶履带的原料,按重量份数计组成为:生胶100份、nr/ssbr 40-60份、芳纶短纤维2-3份、促进剂1-3份、硬脂酸1-2份、防焦剂pvi 0.5-1.5份、纳米氧化铝15-25份、碳纳米管10-20份、硅烷偶联剂2-3份、光稳定剂0.5-1.5份、阻燃剂1-3份、白炭黑30-50份、防老剂6-9份、硫磺2-5份。
11.优选的,所述生胶为三元乙丙橡胶、顺丁橡胶、氯丁橡胶中的一种或几种。
12.优选的,所述促进剂为噻唑类促进剂和二硫化秋兰姆类促进剂的混合物,所述噻唑类促进剂为促进剂dm,所述二硫化秋兰姆类促进剂为促进剂tmtd,所述噻唑类促进剂与二硫化秋兰姆类促进剂的质量比为1∶3。
13.优选的,所述步骤s1中,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm。
14.优选的,所述步骤s2中,所述塑炼胶薄通次数≥4。
15.优选的,所述步骤s2中,所述混炼控制的辊温为45-55℃。
16.优选的,所述步骤s2中,打包次数为5-7次。
17.优选的,所述步骤s3中,硫化工艺为150-165℃,硫化进行15-25min。
18.优选的,所述步骤s1中塑炼完成后,开炼机中的胶料冷却8-16h;所述步骤s2中混炼完成后,开炼机中的胶料冷却8-16h。
19.通过采用上述优选方案,本发明的有益效果在于:
20.本发明公开的一种橡胶履带的快速硫化成型工艺制备出的橡胶履带通过不同的橡胶配比以及加入功能性填料增强橡胶的强度、耐磨性、并提升橡胶的抗老化性能,延长使用寿命,能根据实际需要,调整橡胶的组分配比以及配料含量,实现不同用户的对工程机械用橡胶履带的需求,在工艺上能够快速硫化,节省生产成本,有利于大规模推广。
21.本发明选用芳纶短纤维对nr/ssbr复合材料进行混合,不仅保持了硬度和力学性能,还能显著降低动态生热,导热性能优异,且硫化时间缩短,生产能耗降低。而作为导热填料的纳米氧化铝和碳纳米管的并用,能够正协同导热作用,可以在保证低生热的情况下,大幅提高橡胶复合材料的热导率,并且材料物理性能良好,达到了低生热、高导热的要求。
22.本发明选用的二硫化秋兰姆类的促进剂tmtd相比常用的一硫化秋兰姆类tmtm使经过硫化的橡胶履带的交联密度提升,tmtd作为二硫化秋兰姆类的促进剂分子中含有相对较多的硫原子,这些硫原子能参与橡胶分子中双键的交联,促进剂tmtd在制备橡胶履带的过程中体现出较快的硫化速率。
23.白炭黑作为补强填充剂在ph显示呈酸性时,有利于橡胶的补强,而二硫化秋兰姆类的促进剂tmtd对于硫化体系,当ph越小,硫化速度越快,能弥补常规补强剂延迟硫化的倾向。本发明的促进剂选用噻唑类促进剂和二硫化秋兰姆类促进剂的混合物,利用协同效应提高硫化速度。
24.白炭黑补强体系网络效应明显,针对补强填充剂的内耗大,生热高的常规缺点,本发明采用添加硅烷偶联剂来改性白炭黑,降低胶料生热。
具体实施方式
25.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:
27.本发明实施例1公开了一种橡胶履带的快速硫化成型工艺,所述橡胶履带的原料,按重量份数计组成为:生胶(三元乙丙橡胶:顺丁橡胶质量比为1∶1)100份、nr/ssbr 50份、芳纶短纤维2.5份、促进剂(促进剂dm:促进剂tmtd质量比为1∶3)3份、硬脂酸2份、防焦剂pvi 1.0份、纳米氧化铝22份、碳纳米管15份、硅烷偶联剂2.5份、光稳定剂1.0份、阻燃剂2份、白炭黑40份、防老剂7份、硫磺3份。
28.所述成型工艺的具体步骤如下:
29.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸
和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm,塑炼完成后,开炼机中的胶料冷却15h;
30.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包5-7次后放入模具中预成型,所述混炼控制的辊温为50℃,混炼完成后,开炼机中的胶料冷却15h,塑炼胶薄通次数≥4;
31.s3,将预成型的胶料放在硫化机上硫化,硫化工艺为165℃,硫化进行18min,得到橡胶履带。
32.实施例2:
33.本发明实施例2公开了一种橡胶履带的快速硫化成型工艺,所述橡胶履带的原料,按重量份数计组成为:生胶(三元乙丙橡胶)100份、nr/ssbr 40份、芳纶短纤维2份、促进剂(促进剂dm:促进剂tmtd质量比为1∶3)1份、硬脂酸1份、防焦剂pvi 0.5份、纳米氧化铝15份、碳纳米管10份、硅烷偶联剂2份、光稳定剂0.5份、阻燃剂1份、白炭黑30份、防老剂6份、硫磺2份。
34.所述成型工艺的具体步骤如下:
35.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm,塑炼完成后,开炼机中的胶料冷却8h;
36.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包5-7次后放入模具中预成型,所述混炼控制的辊温为45℃,混炼完成后,开炼机中的胶料冷却8h,塑炼胶薄通次数≥4;
37.s3,将预成型的胶料放在硫化机上硫化,硫化工艺为150℃,硫化进行18min,得到橡胶履带。
38.实施例3:
39.本发明实施例3公开了一种橡胶履带的快速硫化成型工艺,所述橡胶履带的原料,按重量份数计组成为:生胶(顺丁橡胶)100份、nr/ssbr 60份、芳纶短纤维3份、促进剂(促进剂dm:促进剂tmtd质量比为1∶3)3份、硬脂酸2份、防焦剂pvi 1.5份、纳米氧化铝25份、碳纳米管20份、硅烷偶联剂3份、光稳定剂1.5份、阻燃剂3份、白炭黑50份、防老剂9份、硫磺5份。
40.所述成型工艺的具体步骤如下:
41.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm,塑炼完成后,开炼机中的胶料冷却16h;
42.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包5-7次后放入模具中预成型,所述混炼控制的辊温为55℃,混炼完成后,开炼机中的胶料冷却16h,塑炼胶薄通
次数≥4;
43.s3,将预成型的胶料放在硫化机上硫化,硫化工艺为165℃,硫化进行15min,得到橡胶履带。
44.实施例4:
45.本发明实施例4公开了一种橡胶履带的快速硫化成型工艺,所述橡胶履带的原料,按重量份数计组成为:生胶(氯丁橡胶:顺丁橡胶质量比为1∶1)100份、nr/ssbr 45份、芳纶短纤维2.5份、促进剂(促进剂dm:促进剂tmtd质量比为1∶3)2.5份、硬脂酸1.5份、防焦剂pvi 1.0份、纳米氧化铝17份、碳纳米管12份、硅烷偶联剂2.5份、光稳定剂0.5份、阻燃剂2份、白炭黑42份、防老剂8份、硫磺4份。
46.所述成型工艺的具体步骤如下:
47.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm,塑炼完成后,开炼机中的胶料冷却10h;
48.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包5-7次后放入模具中预成型,所述混炼控制的辊温为45℃,混炼完成后,开炼机中的胶料冷却10h,塑炼胶薄通次数≥4;
49.s3,将预成型的胶料放在硫化机上硫化,硫化工艺为155℃,硫化进行19min,得到橡胶履带。
50.实施例5:
51.本发明实施例5公开了一种橡胶履带的快速硫化成型工艺,所述橡胶履带的原料,按重量份数计组成为:生胶(氯丁橡胶:三元乙丙橡胶质量比为1∶1)100份、nr/ssbr 55份、芳纶短纤维3份、促进剂(促进剂dm:促进剂tmtd质量比为1∶3)2份、硬脂酸2份、防焦剂pvi 1.5份、纳米氧化铝20份、碳纳米管17份、硅烷偶联剂3份、光稳定剂1.5份、阻燃剂3份、白炭黑37份、防老剂6份、硫磺3份。
52.所述成型工艺的具体步骤如下:
53.s1,将nr/ssbr、芳纶短纤维和生胶依次加入开炼机中进行塑炼,将促进剂、硬脂酸和防焦剂pvi粉碎,干燥,过筛搅拌均匀后投入开炼机中混合,继续塑炼,开炼机前后辊的速比为0.75-1.0,辊距为0.7mm-0.9mm,所述开炼机的辊距为0.65mm-0.85mm,塑炼完成后,开炼机中的胶料冷却13h;
54.s2,将纳米氧化铝、碳纳米管、硅烷偶联剂、光稳定剂、阻燃剂依次加入开炼机中进行混炼,再加入白炭黑、防老剂、硫磺继续混炼,所得胶料进行打包,打包5-7次后放入模具中预成型,所述混炼控制的辊温为47℃,混炼完成后,开炼机中的胶料冷却13h,塑炼胶薄通次数≥4;
55.s3,将预成型的胶料放在硫化机上硫化,硫化工艺为160℃,硫化进行22min,得到橡胶履带。
56.对比例1
57.同实施例1的原料组成和制备方法,不添加纳米氧化铝和碳纳米管。
58.对比例2
59.同实施例1的原料组成和制备方法,不添加nr/ssbr和芳纶短纤维。
60.对比例3
61.同实施例1的原料组成和制备方法,促进剂改为促进剂tmtm。
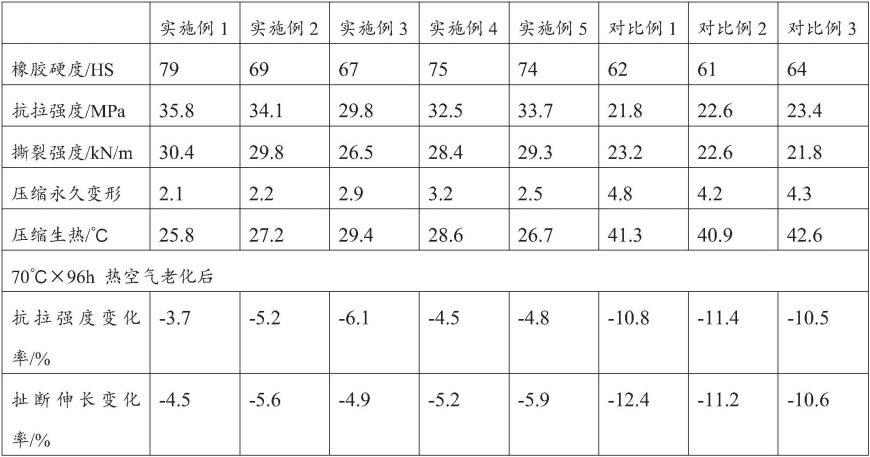
62.将实施例1-5、对比例1-3制备得到的橡胶履带进行性能测试,如表1所示:
63.表1
[0064][0065]
本发明通过上述方法得到橡胶履带,并可以通过调整生胶、配合剂的比例满足实际所需。在本发明上述各实施例中,实施例的序号或先后顺序仅仅便于描述,不代表实施例的优劣。对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
[0066]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0067]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1