一种汽车零部件包边模具加热结构的制作方法
1.本实用新型属于包边模具技术领域,更具体地说,是涉及一种汽车零部件包边模具加热结构。
背景技术:
2.在包边模具加工汽车零部件的过程中,如汽车仪表板,包括骨架,骨架上有胶,需要和其他部件粘连,而胶在与其他部件粘连前,需要进行加热。现有技术中,进行加热时,无法有效提高加热均匀性,无法确保胶可靠实现加热,影响胶与其他部件粘连,影响加工产品质量。
技术实现要素:
3.本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够方便可靠对加工中的汽车零部件进行加热,有效控制温度,有效提高汽车零部件加工质量,同时满足不同汽车零部件加热需求,通用性高,降低成本的汽车零部件包边模具加热结构。
4.要解决以上所述的技术问题,本实用新型采取的技术方案为:
5.本实用新型为一种汽车零部件包边模具加热结构,所述的汽车零部件包边模具加热结构包括模具本体,模具本体内设置主风道,主风道进风口延伸到模具本体侧面位置,主风道的进风口连通加热器,所述的模具本体上还设置多道支风道,每道支风道分别连通主风道,每道支风道的出风口延伸到模具本体的上表面位置。
6.所述的模具本体内还设置加热水路,加热水路包括多道水路支管,加热水路的进水口通过进水管路连通热水水箱,加热水路的出水口通过回水管路连通热水水箱。
7.所述的汽车零部件包边模具加热结构的模具本体内设置多个主风道,每个主风道进风口延伸到模具本体侧面位置,每个主风道的进风口分别连通一个加热器。
8.所述的主风道的进风口通过风管连通加热器。
9.所述的模具本体包括上模和下模。
10.所述的模具本体的上模内设置多个主风道,每个上模内的主风道的进风口延伸到模具本体侧面位置,每个主风道的进风口分别连通一个加热器。
11.所述的模具本体的下模内设置多个主风道,每个上模内的主风道2的进风口延伸到模具本体侧面位置,每个主风道的进风口分别连通一个加热器。
12.所述的模具本体包括上模和下模,上模和/下模内设置加热水路。
13.采用本实用新型的技术方案,能得到以下的有益效果:
14.本实用新型所述的汽车零部件包边模具加热结构,针对现有技术中的不足,提出改进技术方案。在现有技术中的模具本体上,增加加热结构,这样,汽车零部件的骨架上的胶进行加热时,在模具本体上即可完成。汽车零部件加热时,贴合在模具本体上,而此时,加热器产生热风,热风通过主风道输入到模具本体内,而后,热风再通过不同位置的与主风道
连通的支风道输出,从出风口排出,作用在汽车零部件贴合模具一侧的骨架的胶上,实现可靠快速加热,加热后的胶可靠与需要粘连的其他部件实现粘连。而根据不同汽车零部件的不同加热温度需求,可以通过调节加热器实现,这样,使得本实用新型的结构可以适用于不同车型、不同型号的汽车零部件的加热,有效提高通用性,不需要针对不同产品设置不同模具,有效降低成本。本实用新型所述的汽车零部件包边模具加热结构,结构简单,能够方便可靠对加工中的汽车零部件进行加热,有效控制温度,有效提高汽车零部件加工质量,同时满足不同汽车零部件加热需求,通用性高,降低成本。
附图说明
15.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
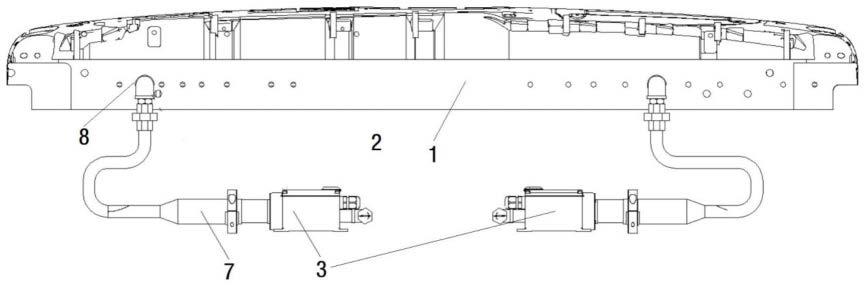
16.图1为本实用新型所述的汽车零部件包边模具加热结构主视的结构示意图;
17.图2为本实用新型所述的汽车零部件包边模具加热结构的俯视结构示意图;
18.图3为本实用新型所述的汽车零部件包边模具加热结构剖视的结构示意图;
19.附图中标记分别为:1、模具本体;2、主风道;3、加热器;4、支风道;5、出风口;6、上表面;7、风管;8、进风口。
具体实施方式
20.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
21.如附图1-附图3所示,本实用新型为一种汽车零部件包边模具加热结构,所述的汽车零部件包边模具加热结构包括模具本体1,模具本体1内设置主风道2,主风道2进风口延伸到模具本体1侧面位置,主风道2的进风口连通加热器3,所述的模具本体1上还设置多道支风道4,每道支风道4分别连通主风道2,每道支风道4的出风口5延伸到模具本体1的上表面6位置。上述结构,针对现有技术中的不足,提出改进技术方案。在现有技术中的模具本体上,增加加热结构,这样,汽车零部件的骨架上的胶进行加热时,在模具本体上即可完成。汽车零部件加热时,贴合在模具本体上,而此时,加热器产生热风,热风通过主风道输入到模具本体内,而后,热风再通过不同位置的与主风道连通的支风道输出,从出风口排出,作用在汽车零部件贴合模具一侧的骨架的胶上,实现可靠快速加热,加热后的胶可靠与需要粘连的其他部件实现粘连。而根据不同汽车零部件的不同加热温度需求,可以通过调节加热器实现,这样,使得本实用新型的结构可以适用于不同车型、不同型号的汽车零部件的加热,有效提高通用性,不需要针对不同产品设置不同模具,有效降低成本。本实用新型所述的汽车零部件包边模具加热结构,结构简单,能够方便可靠对加工中的汽车零部件进行加热,有效控制温度,有效提高汽车零部件加工质量,同时满足不同汽车零部件加热需求,通用性高,降低成本。
22.所述的模具本体1内还设置加热水路,加热水路包括多道水路支管,加热水路的进水口通过进水管路连通热水水箱,加热水路的出水口通过回水管路连通热水水箱。上述结构,在模具本体上同时设置加热水路,通过加热水路的热水流通模具本体,实现对模具本体的加热。加热水路的加热与加热器的加热实现可靠配合,节约加热器使用成本。
23.所述的汽车零部件包边模具加热结构的模具本体1内设置多个主风道2,每个主风道2进风口延伸到模具本体1侧面位置,每个主风道2的进风口分别连通一个加热器3。上述结构,根据模具本体的尺寸和型号,可以选择设置加热器的数量,而每个加热器对应一个主风道,这样,实现对不同型号和尺寸的模具需要加热部位的可靠覆盖。
24.所述的主风道2的进风口通过风管7连通加热器3。上述结构,加热器与模具本体不直接接触,可以根据实际设置加热器的位置布置。
25.所述的模具本体1包括上模和下模。所述的模具本体1的上模内设置多个主风道2,每个上模内的主风道2的进风口延伸到模具本体1侧面位置,每个主风道2的进风口分别连通一个加热器3。所述的模具本体1的下模内设置多个主风道2,每个上模内的主风道2的进风口延伸到模具本体1侧面位置,每个主风道2的进风口分别连通一个加热器3。上述结构,可以根据模具及产品的具体结构,选在在上模或下模上布置加热结构,也可以在上模和下模同时布置加热结构。这样,使得加热结构适应不同产品加工,提高加热结构的适用范围,
26.所述的模具本体1包括上模和下模,上模和/下模内设置加热水路。上述结构,可以根据模具及产品的具体结构,选在在上模或下模上布置加热水路,也可以在上模和下模同时布置加热水路。这样,使得水热和加热器配合,适应不同产品加工,提高加热结构的适用范围。
27.本实用新型所述的汽车零部件包边模具加热结构,针对现有技术中的不足,提出改进技术方案。在现有技术中的模具本体上,增加加热结构,这样,汽车零部件的骨架上的胶进行加热时,在模具本体上即可完成。汽车零部件加热时,贴合在模具本体上,而此时,加热器产生热风,热风通过主风道输入到模具本体内,而后,热风再通过不同位置的与主风道连通的支风道输出,从出风口排出,作用在汽车零部件贴合模具一侧的骨架的胶上,实现可靠快速加热,加热后的胶可靠与需要粘连的其他部件实现粘连。而根据不同汽车零部件的不同加热温度需求,可以通过调节加热器实现,这样,使得本实用新型的结构可以适用于不同车型、不同型号的汽车零部件的加热,有效提高通用性,不需要针对不同产品设置不同模具,有效降低成本。本实用新型所述的汽车零部件包边模具加热结构,结构简单,能够方便可靠对加工中的汽车零部件进行加热,有效控制温度,有效提高汽车零部件加工质量,同时满足不同汽车零部件加热需求,通用性高,降低成本。
28.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1