一种复合和冲切的一体化装置的制作方法
1.本实用新型涉及汽车饰品加工技术领域,具体涉及一种复合和冲切的一体化装置。
背景技术:
2.在汽车饰品等复合生产过程中,复合和冲切一般是分开的:先实现产品的表皮复合,再实现冲切,切除多余表皮,两种工艺均需要单独的设备。因此,生产中涉及的设备成本增加;生产过程复杂,导致工时增加,增加了工厂用工成本,且生产效率低。
技术实现要素:
3.针对现有技术中存在的上述技术问题,本实用新型提供一种复合和冲切的一体化装置,一台装置实现复合和冲切的工艺,提高生产效率。
4.本实用新型公开了一种复合和冲切的一体化装置,包括下模体、可升降地设置在所述下模体上侧的上模体、以及复合机构和冲切机构,所述复合机构包括弹簧和复合块;所述冲切机构包括上模刀口和下模刀口;所述下模体设置有工位,所述上模体下侧设置有弹簧,所述弹簧下端设置有复合块,所述复合块的下端面与所述工位相匹配;所述下模刀口设置在所述工位外侧;所述上模刀口安装在所述上模体上、并与所述下模刀口相配合。
5.优选的,本实用新型还包括定位机构,所述定位机构包括驱动装置和设置在所述工位下侧的滑块;
6.所述驱动装置安装在所述下模体内;
7.所述驱动装置的输出端与所述滑块连接。
8.优选的,所述上模体上设置有第二限位块,所述第二限位块与所述滑块相对设置。
9.优选的,所述上模体下侧设置有滑槽,
10.所述滑槽内设置有第一定位销,
11.所述弹簧套设在所述第一定位销外侧,并固定在所述滑槽的侧壁上;
12.所述第一定位销的下端与所述复合块连接。
13.优选的,所述弹簧通过安装块安装在所述滑槽的侧壁上;所述第一定位销的上端设置有限位块;
14.所述安装块内设有通孔;所述第一定位销套设在所述通孔内;
15.所述限位块的外径大于所述通孔。
16.优选的,所述上模刀口外侧设置有冷管;
17.所述工位一侧设有热管,所述热管设置在所述复合块内或外侧。
18.优选的,所述上模刀口内侧设置有隔热垫。
19.优选的,所述下模体设置有一个或多个第二定位柱,所述上模体设置有与所述第二定位柱相匹配的第二定位销。
20.优选的,一体化装置的左右两侧分别设置有工位、复合机构和冲切机构。
21.与现有技术相比,本实用新型的有益效果为:上模体通过升降机构压合在下模体上后;复合块将工件压合在工位上,弹簧提供复合压力,进行复合工艺;压合的过程中,上模刀口和下模刀口合闭,对工件进行冲切,实现复合和冲切的工艺。通过一体化装置,实现两种工艺,利于降低设备成本,降低人工成本,提高生产效率。
附图说明
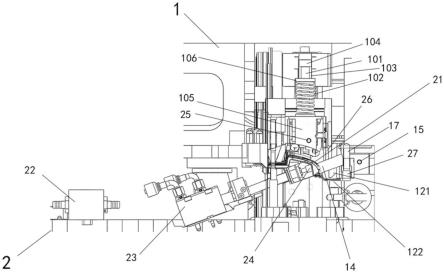
22.图1是本实用新型的结构示意图;
23.图2是本实用新型的剖示图;
24.图3是滑块的结构示意图。
25.图中标记:1上模体,11复合机构,101第一定位销,102弹簧,103滑槽,104限位块,105复合块,106安装块,12冲切机构,121上模刀口,122下模刀口,14第二限位块,15冷管,17第二定位销;2下模体,21工位,22转接阀,23驱动装置,24滑块,25热管,26隔热垫;27第二定位柱。
具体实施方式
26.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.下面结合附图对本实用新型做进一步的详细描述:
28.一种复合和冲切的一体化装置,如图1-3所示,包括下模体2、可升降地设置在下模体2上侧的上模体1、以及复合机构11和冲切机构12,复合机构11包括弹簧102和复合块105;冲切机构12包括上模刀口121和下模刀口122;下模体2设置有工位21,上模体1下侧设置有弹簧106,弹簧106下端设置有复合块105,复合块105的下端面与工位21相匹配;下模刀口122设置在工位21外侧;上模刀口121安装在上模体1上、并与下模刀口122相配合。
29.上模体通过升降机构(图中未示出)压合在下模体上(合模);复合块将工件压合在工位21上,弹簧提供复合压力,进行复合工艺;压合的过程中,上模刀口121和下模刀口122合闭,对工件进行冲切,实现复合和冲切的工艺。通过一体化装置,实现两种工艺,利于降低设备成本,降低人工成本,提高生产效率。
30.在一个具体的生产工艺中,工件包括骨架和表皮,将骨架设置在工位上,再将胶水喷涂在骨架上;将表皮包覆在所述骨架上;再启动本实用新型的一体化装置,合模后,进行复合和冲切工艺。复合中,通常需要对工件进行加热,胶水的激活温度在55℃-60℃,而在合模过程中由于热量的传递等热能的损失,所以设定温度一般都需要在80℃,才能有效的激活胶水。因此,可以在下模体上设置有加热装置,例如热管25,可以通过热水进行加热,但不限于此。冲切中,上下模刀口合闭,对多余的表皮进行切割,去掉多余的表皮。
31.本实用新型还可以包括定位机构,定位机构包括驱动装置23和设置在工位21下侧的滑块24,驱动装置23可以是油缸或电机,驱动装置23安装在下模体2内;并且驱动装置23的输出端与滑块24连接。定位机构用于工位和工件的定位和移动,采用了内抽的形式;复合
和冲切后,通过定位机构移动工位,使成型产品从工位21中脱离。如图3,驱动装置及其输出杆可以倾斜设置。
32.上模体1上设置有第二限位块14,第二限位块14与滑块24相对设置,用于限制工位的移动,上模体1上升后,滑块24具有更大的位移空间。
33.在一个具体实施例中,复合机构还包括滑槽103和第一定位销101,滑槽103设置在上模体1下侧,第一定位销101可滑动地设置在滑槽103内,弹簧102套设在第一定位销101外侧、并固定在滑槽103的侧壁上;第一定位销101的下端与复合块105连接。第一定位销101起导向作用,弹簧用于施加复合压力。油缸也可以通过滑块24为工件提供复合压力。
34.其中,弹簧102通过安装块106安装在滑槽103的侧壁上;第一定位销101的上端设置有限位块104;安装块106内设有通孔;第一定位销101可滑动地套设在所述通孔内;限位块104的外径大于所述通孔。
35.上模刀口121外侧设置有冷管15;上模体1或下模体在工位一侧可以设有热管25。例如,所述热管可以设置在所述复合块内或外侧;热管也可以设置在工位下侧。但是高温对上模刀口和下模刀口的寿命具有一定的影响,因此,在上模刀口外侧设置冷管,提高刀口的寿命,还可以在上模刀口121内侧设置有隔热垫26,减小内部热量传递到上模刀口上,提升刀口的寿命。
36.下模体2还可以设置有一个或多个第二定位柱27,上模体1设置有与第二定位柱27相匹配的第二定位销17。第二定位柱27和第二定位销17用于上模体和下模体在闭合中的定位。如图3所示,为了方便展示本实用新型的结构,图3中删除了一些无关的线条。
37.从图2中,可以看出,一体化装置的左右两侧分别设置有工位、复合机构和冲切机构,可以同时加工两件工件。上模体和下模体内可以设置有转接阀22,用于热水或冷水的转接。
38.本实用新型的使用方法包括:
39.骨架和表皮放置在工位上,注意皮子需要和表皮贴合到一起,避免出现褶皱,否则复合过程中会凸显褶皱等问题;
40.通过热管进行预热,例如通过80℃模温进行预热,使热水管,在一定时间内加热到55℃-60℃;
41.激活后,通过升降机构,上模体下压,上下模体闭合,使复合块压合在工件或工位上,滑块24开始顶出使工位和工件紧密贴合,并进行保压;
42.热水管为工件加热,约25秒开始激活脱水,使表皮和骨架复合在一起;
43.上模体继续下压,使切刀下行,对产品进行切割,例如切除多余的表皮、使装配的孔位以及需要后道工序预包的产品结构能露出来,其中弹簧的弹性行程,使工件仍夹持在复合块和工位之间;
44.通过升降机构使上模体上升,取出产品。其中产品包括但不限于:包覆门板和包覆仪表板。
45.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1