水泥窑协同处置固废危废的系统的制作方法
1.本发明涉及固废危废协同处置系统领域,具体地,涉及一种水泥窑协同处置固废危废的系统。
背景技术:
2.随着我国工业企业的快速发展,固体废物的产生量也在持续增长,其中工业固体废物也以7%左右的速率不断增长,2017年,我国工业固废产生量已达到50亿吨。废弃物的大量产生和不安全处置,正在污染水体、大气环境和生态系统,环境质量已成为社会经济可持续发展的重要制约因素之一,因此,废弃物无害化处置的重要性凸显。
3.新型干法水泥窑,窑内的物料温度在1450℃~1550℃,窑内的气体温度更是高达1700℃~1800℃,利用水泥窑中的高温、碱性物料多等一系列特点,将工业固废作为水泥原料进行消纳、实现“无害化和资源化处理”是适合我国国情的最佳途径,特别是对需要以焚烧方式处置的废弃物转由水泥窑来协同处置,越来越得到环保界的认可。
4.目前,水泥窑处置固废危废主要采用两种煅烧方式,一种为配伍后的固废危废通过泵送入回转窑,另一种为将配伍后的固废危废直接送入分解炉,以上两种方式均可以将固废危废送入高温区进行煅烧,但是存在以下问题:
5.(1)因固废危废水分高、不易燃烧,导致固废危废在分解炉中产生后燃烧现象;
6.(2)固废危废具有粘性,不易分散,容易在煅烧设备的某处集中燃烧,导致局部高温结皮。
7.(3)固废危废中的有害物质引起系统不稳定。
8.因此,急需提供一种水泥窑协同处置固废危废的系统来解决上述技术难题。
技术实现要素:
9.本发明的目的是提供一种水泥窑协同处置固废危废的系统,可以避免发生后燃烧和局部高温结皮现象,净化清理固废危废中的有害物质。
10.为了实现上述目的,本发明提供了一种水泥窑协同处置固废危废的系统,其特征在于,所述系统包括设置于回转窑外且位于分解炉旁的固废危废预处理系统和设置于所述回转窑的窑尾烟室位置的旁路放风系统。所述固废危废预处理系统的预煅烧的末端与所述所述分解炉的入口连通并用于将经过所述预煅烧的固废危废送入所述分解炉,所述旁路放风系统与所述分解炉连通并用于净化处理所述分解炉中的有害气体。
11.优选的,所述固废危废预处理系统包括用于煅烧固废危废的阶梯式预烧炉和用于将三次风管内的三次风引入所述阶梯式预烧炉的三次风分风引风管,所述三次风管于三次风分风引风管和所述分解炉之间的位置设置有三次风阀,所述三次风分风引风管上设置有三次风分风阀。
12.优选的,所述阶梯式预烧炉的下部设有按阶梯顺序排列的空气炮,所述阶梯式预烧炉还设有固废危废下料管。
13.优选的,所述阶梯式预烧炉还设有应急物料管、检修门和捅料孔。
14.优选的,所述旁路放风系统包括用于抽出所述分解炉内气体的抽风机,所述抽风机与所述分解炉之间设置有用于冷却所述气体的冷却机和收集冷却气体中粗颗粒的分离器。
15.优选的,所述分离器包括一级分离器和二级高效分离器。
16.优选的,所述一级分离器和所述二级高效分离器收集的粗颗粒通过回转通道返回所述分解炉。
17.优选的,所述抽风机与所述分离器之间还设置有用于收集所述气体中的细微颗粒的空冷器和气箱式脉冲袋收尘器。
18.优选的,所述旁路放风系统还包括拉链机、斗式提升机和钢板仓,所述拉链机用于收集所述空冷器和所述气箱式脉冲袋收尘器内的细微颗粒、所述斗式提升机用于将所述拉链机收集的细微颗粒转移至钢板仓内。
19.优选的,所述钢板仓一侧安装有用于将细微颗粒灌装于运输车的灌装机。
20.根据上述技术方案,固废危废经过固废危废预处理系统的预煅烧可以使固废危废由潮湿变干燥,同时失去水分的固废危废也会失去粘性,使固废危废变得易燃烧且易分散,避免固废危废在分解炉中产生后燃烧或集中燃烧导致局部高温结皮的现象。旁路通风系统可以将分解炉中的气体抽出并净其中的有害物质之后再排放,避免有害物质影响系统正常运行,保护环境。
21.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
22.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
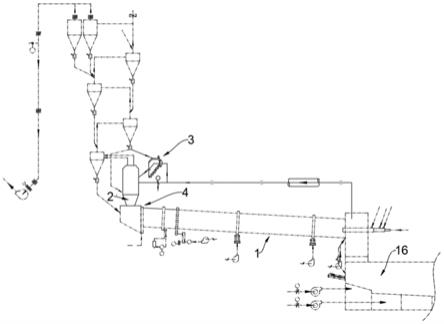
23.图1是本发明的总体示意图;
24.图2是本发明的固废危废预处理系统示意图;
25.图3是本发明的旁路放风系统示意图;
26.图4是本发明阶梯式预烧炉结构示意图。
27.附图标记说明
[0028]1‑
回转窑,2
‑
分解炉,3
‑
固废危废预处理系统,4
‑
旁路放风系统,5
‑
阶梯式预烧炉,6
‑
三次风管,7
‑
三次风分风引风管,8
‑
三次风阀,9
‑
三次风分风阀,10
‑
空气炮,11
‑
固废危废下料管,12
‑
应急物料管,13
‑
检修门,14
‑
捅料孔,15
‑
抽风机,16
‑
冷却机,17
‑
一级分离器,18
‑
二级高效分离器,19
‑
回转通道,20
‑
空冷器,21
‑
气箱式脉冲袋收尘器,22
‑
拉链机,23
‑
斗式提升机,24
‑
钢板仓,25
‑
灌装机。
具体实施方式
[0029]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0030]
本发明提供了一种水泥窑协同处置固废危废的系统,其特征在于,系统包括设置于回转窑1外且位于分解炉2旁的固废危废预处理系统3和设置于回转窑1的窑尾烟室位置
的旁路放风系统4。固废危废预处理系统3的预煅烧的末端与分解炉2的入口连通并用于将经过预煅烧的固废危废送入分解炉2,旁路放风系统4与分解炉2连通并用于净化处理分解炉2中的有害气体。
[0031]
固废危废经过固废危废预处理系统3的预煅烧可以使固废危废由潮湿变干燥,同时失去水分的固废危废也会失去粘性,使固废危废变得易燃烧且易分散,避免固废危废在分解炉2中产生后燃烧或集中燃烧导致局部高温结皮的现象。旁路通风系统可以将分解炉2中的气体抽出并净其中的有害物质之后再排放,避免有害物质影响系统正常运行,保护环境。
[0032]
在该实施方式中,固废危废预处理系统3包括用于煅烧固废危废的阶梯式预烧炉5和用于将三次风管6内的三次风引入阶梯式预烧炉5的三次风分风引风管7,三次风管6于三次风分风引风管7和分解炉2之间的位置设置有三次风阀8,三次风分风引风管7上设置有三次风分风阀9。
[0033]
在该实施方式中,阶梯式预烧炉5的下部设有按阶梯顺序排列的空气炮10,阶梯式预烧炉5还设有固废危废下料管11。
[0034]
在原烧成系统三次风引出一部分900
‑
1150℃热风进入阶梯式预烧炉5,在高温气体的煅烧下,固废危废逐渐失去水分、可燃物质燃烧,最后剩下残渣进入分解炉2,固废危废在阶梯式预烧炉5的台阶上与高温气体接触的接触面燃烧,停留一段时间后,借助空气炮10的高压空气的喷吹实现翻转并进入下一级阶梯,逐级台阶不停翻滚燃烧后,最后的残渣进入分解炉2。
[0035]
阶梯式预烧炉5引入三次风管6的热源进行固废危废的预煅烧,三次风阀8位置必须设置在三次风分风引风管7和分解炉2之间,以调节阶梯式预烧炉5用风,在三次风分风引风管7设置三次风分风阀9进行辅助调节。
[0036]
在该实施方式中,阶梯式预烧炉5还设有应急物料管12、检修门13和捅料孔14。
[0037]
在该实施方式中,旁路放风系统4包括用于抽出分解炉2内气体的抽风机15,抽风机15与分解炉2之间设置有用于冷却气体的冷却机16和收集冷却气体中粗颗粒的分离器。
[0038]
通过抽风机15将分解炉2内的气体抽出,通过冷却机16向抽出的气体内鼓入冷空气,将高温气体冷却至400℃左右,氯离子、碱金属等有害物质会冷凝在微细颗粒中。冷却后的气体在经过分离器时,气体中的粗颗粒会被分离器收集截留。
[0039]
在该实施方式中,分离器包括一级分离器17和二级高效分离器18,两级收尘,效率更高。
[0040]
在该实施方式中,一级分离器17和二级高效分离器18收集的粗颗粒通过回转通道19返回分解炉2。由于有害物质冷凝在细微颗粒中,所以粗颗粒不会对系统造成危害,因此可以直接返回分解炉2中继续分解,节约工序节约成本。
[0041]
在该实施方式中,抽风机15与分离器之间还设置有用于收集气体中的细微颗粒的空冷器20和气箱式脉冲袋收尘器21。细微颗粒若是通过抽风机15直接排放到空气中会污染空气,因此需要通过空冷器20和气箱式脉冲袋收尘器21做进一步的收集处理。
[0042]
在该实施方式中,旁路放风系统4还包括拉链机22、斗式提升机23和钢板仓24,拉链机22用于收集空冷器20和气箱式脉冲袋收尘器21内的细微颗粒、斗式提升机23用于将拉链机22收集的细微颗粒转移至钢板仓24内。
[0043]
在该实施方式中,钢板仓24一侧安装有用于将细微颗粒灌装于运输车的灌装机25。
[0044]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0045]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0046]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1