倾倒式感应熔炼炉的制作方法
1.本实用新型涉及熔炼领域,具体涉及倾倒式感应熔炼炉。
背景技术:
2.熔炼是铸造生产工艺之一,是将玻璃、陶瓷、金属等原料材料及其它辅助材料投入熔炼炉进行熔炼和提温,产出熔融原料后用于浇铸生产的过程。熔炼炉可采用中频电源进行感应加热,根据其特点亦可称为中频电炉。传统的工艺,在浇铸时,需先将熔炼炉中的熔融料液用舀勺舀出至模具完成熔液浇型的过程。这种浇碇方式粗犷,熔液在转移过程中性质易发生转变,进而影响浇铸产品的综合性能,且这种方式生产规模有限,生产效率低下。
3.申请号为cn201721635182.5的中国实用新型专利公开了一种倾倒式熔铝炉,包括底座、转座、支撑座、弹簧、挡板、第一气缸、熔铝炉、第二气缸、堵头,熔铝炉将铝锭加热至溶解液态后,第一气缸工作推动熔铝炉沿转座转动,使得熔铝炉倾斜,第二气缸推动堵头外移与料嘴脱离,熔铝炉的铝液即可流出,当熔铝炉内的铝液放完后,第二气缸带动堵头复位伸入料嘴将其堵口,第一气缸带动熔铝炉复位,支撑座、弹簧、挡板组合后对熔铝炉进行缓冲支撑。该装置可将铝液从底部放出,无需使用舀勺。
4.然而在上述技术方案中,熔液转移过程暴露在外部空气中进行,极易引入杂质或因温度等参数骤变使得性质发生转变,进而影响浇铸产品的综合性能,且通过转座、气缸配合实现炉体倾倒,结构不稳定,因此上述技术方案存在浇铸转移方式粗犷、倾倒结构不稳定的技术问题。
技术实现要素:
5.针对以上问题,本实用新型提供了倾倒式感应熔炼炉,通过将熔炼机构和浇铸机构均设置于外炉体内,为熔炼和浇铸工序提供一个封闭稳定的环境,配合设置驱动熔炼机构转动倾倒的液压驱动机构以及与浇铸机构相连通的循环冷却系统,使得熔炼、转移、浇碇、冷却工序连贯完成,生产连续性好、稳定性佳,从而大大提高生产效率及产品良率,解决了现有技术中存在的浇铸转移方式粗犷、倾倒结构不稳定的技术问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.倾倒式感应熔炼炉,包括设置有炉腔的外炉体、设置于所述炉腔内的熔炼机构和浇铸机构,还包括与所述熔炼机构固定连接并驱动其翻转的驱动机构,所述熔炼机构通过加热熔炼得到熔融料液后由驱动机构驱动翻转,将熔融料液倒入浇铸机构内进行浇碇成型。
8.作为优选,所述熔炼机构包括翻转座、安装于所述翻转座上的加热层以及安装于所述加热层内腔中的坩埚。
9.作为优选,所述熔炼机构和浇铸机构沿所述炉腔的长度方向并排设置,所述坩埚正对所述浇铸机构的一侧顶部设置有料嘴;所述浇铸机构正对所述熔炼机构的一侧顶部对应所述料嘴开设有接料口。
10.作为优选,所述加热层通过与外部中频感应控制系统通电连接进行加热,其包括上部设置有容置腔的打结层以及固化于所述打结层内的感应线圈;所述坩埚安装于所述容置腔内。
11.作为优选,所述浇铸机构包括设置于所述炉腔内的定位槽以及放置于所述定位槽内的浇碇模具。
12.作为优选,所述驱动机构包括设置于所述炉腔内的支撑座、两个分别转动安装于所述支撑座上方两侧且一端贯穿延伸至外炉体外部的转轴部以及设置于所述外炉体外部两侧且与所述转轴部延伸至外炉体外部的一端固定连接的液压控制组件,且两个所述转轴部位于外炉体内部的一端分别对应与所述翻转座的两端固定连接;所述熔炼机构放置于所述支撑座上。
13.作为优选,所述液压控制组件包括铰接座、底部铰接安装于所述铰接座上的液压缸以及一端与所述液压缸的活塞杆相铰接的转杆,所述转杆与所述转轴部垂直设置且其另一端与该转轴部固定连接。
14.作为优选,还包括循环冷却系统,所述循环冷却系统包括水箱以与所述水箱连通设置的循环管路,且所述循环管路贯穿所述外炉体和所述浇铸机构设置,对所述浇铸机构的内腔进行循环水冷。
15.作为优选,所述循环管路包括分别与所述水箱连通设置的进水管路、出水管路以及纵向贯穿所述外炉体设置且两端分别与所述进水管路和出水管路相连通设置的冷却管路,且所述冷却管路贯穿所述浇铸机构的中部设置。
16.作为优选,所述外炉体延长度方向的两侧分别设置有开设有观察口的炉门,所述炉腔上分别开设有与外部相连通的排气口、进气口以及测温观察孔。
17.本实用新型的有益效果在于:
18.(1)本实用新型通过将熔炼机构和浇铸机构均设置于外炉体内,为熔炼和浇铸工序提供一个封闭稳定的环境,保障前后工序间环境参数的一致性,从而保障产品性能稳定,配合设置液压驱动机构驱动熔炼机构转动倾倒,结构稳定,以及与浇铸机构相连通的循环冷却系统进行成型冷却且可防止浇铸过程温度骤高而爆裂,使得熔炼、转移、浇碇、冷却工序连贯完成,生产连续性好,且稳定性及安全性佳,从而大大提高生产效率及产品良率;
19.(2)本实用新型通过将熔炼机构设置为可在竖直方向上转动的活动结构,具体的,在该熔炼机构的两端固定连接有驱动机构,通过驱动机构的转动带动该熔炼机构翻转,实现将熔融料液对应倒入浇铸机构进行浇碇,翻转结构稳定,驱动力足。
20.综上所述,本实用新型具有结构稳定、生产连续性好、产品良率佳等优点,尤其适用于熔炼领域。
附图说明
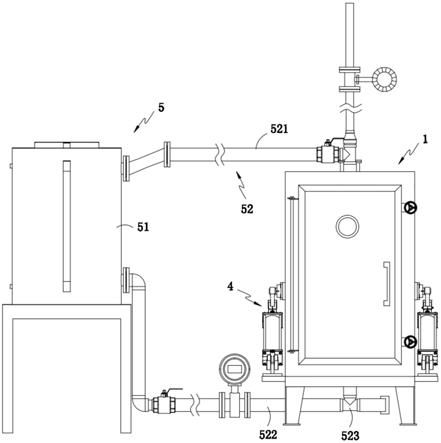
21.图1为本实用新型整体结构正视图;
22.图2为本实用新型炉腔内部结构示意图;
23.图3为本实用新型熔炼机构倾倒状态示意图;
24.图4为本实用新型驱动机构驱动工作状态示意图。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.实施例一
29.如图1
‑
2所示,倾倒式感应熔炼炉,包括设置有炉腔10的外炉体1、设置于所述炉腔10内的熔炼机构2和浇铸机构3,还包括与所述熔炼机构2固定连接并驱动其翻转的驱动机构4,所述熔炼机构2通过加热熔炼得到熔融料液后由驱动机构4驱动翻转,将熔融料液倒入浇铸机构3内进行浇碇成型。
30.在本实施例中,通过将熔炼机构2和浇铸机构3均设置于外炉体1内,为熔炼和浇铸工序提供一个封闭稳定的环境,保障前后工序间环境参数的一致性,从而保障产品性能稳定,配合设置液压驱动机构4驱动熔炼机构2转动倾倒,结构稳定,使得熔炼、转移、浇碇等工序连贯完成,生产连续性好,且稳定性及安全性佳,从而大大提高生产效率及产品良率。
31.进一步的,如图3所示,所述熔炼机构2包括翻转座21、安装于所述翻转座21上的加热层22以及安装于所述加热层22内腔中的坩埚23。
32.进一步的,如图2所示,所述熔炼机构2和浇铸机构3沿所述炉腔10的长度方向并排设置,所述坩埚23正对所述浇铸机构3的一侧顶部设置有料嘴231;所述浇铸机构3正对所述熔炼机构2的一侧顶部对应所述料嘴231开设有接料口310。
33.在本实施例中,所述熔炼机构2由驱动机构4驱动向浇铸机构3的方向倾倒,且料嘴231可正对接料口310上方,实现熔融料液的精准转移。
34.进一步的,所述加热层22通过与外部中频感应控制系统通电连接进行加热,其包括上部设置有容置腔220的打结层221以及固化于所述打结层221内的感应线圈222;所述坩埚23安装于所述容置腔220内。
35.在本实施例中,熔炼机构2的加热方式为电磁感应加热,坩埚23各处受热均匀,熔融效果好。
36.进一步的,所述浇铸机构3包括设置于所述炉腔10内的定位槽31以及放置于所述定位槽31内的浇碇模具32。
37.在本实施例中,所述浇碇模具32活动放置于所述定位槽31内,浇碇完成后可将模具取出。
38.进一步的,如图3所示,所述驱动机构4包括设置于所述炉腔10内的支撑座41、两个分别转动安装于所述支撑座41上方两侧且一端贯穿延伸至外炉体1外部的转轴部42以及设置于所述外炉体1外部两侧且与所述转轴部42延伸至外炉体1外部的一端固定连接的液压控制组件43,且两个所述转轴部42位于外炉体1内部的一端分别对应与所述翻转座21的两端固定连接;所述熔炼机构2放置于所述支撑座41上。
39.进一步的,如图3
‑
4所示,所述液压控制组件43包括铰接座431、底部铰接安装于所述铰接座431上的液压缸432以及一端与所述液压缸432的活塞杆相铰接的转杆433,所述转杆433与所述转轴部42垂直设置且其另一端与该转轴部42固定连接。
40.在本实施例中,两个所述转轴部42分别贯穿所述外炉体1宽度方向的两侧设置,其位于炉腔10内的部分分别转动架设在支撑座41的两侧,通过将该支撑座41的两端分别与液压控制组件43的转杆433和翻转座21固定连接,工作时,如图4所示,液压缸432的活塞杆伸出驱动与其铰接的转杆433向上转动,进而由转杆433带动与其垂直固定连接的转轴部42做圆周转动,从而带动所述翻转座21向上翻转,整个翻转结构稳定,驱动力足。
41.进一步的,如图2所示,所述外炉体1延长度方向的两侧分别设置有开设有观察口111的炉门11,所述炉腔10上分别开设有与外部相连通的排气口101、进气口102以及测温观察孔103。
42.在本实施例中,两个所述炉门11分别位于所述外炉体1长度方向的两侧,分别正对所述熔炼机构2和浇铸机构3开设,并通过设置观察口111,方便对熔炼机构2和浇铸机构3中的情况进行观察。
43.需要说明的是,熔炼和浇碇过程中,可通过进气口102向炉腔10内通入保护气体或反应气体等。
44.实施例二
45.为简便起见,下文仅描述实施例二与实施例一的区别点;该实施例二与实施例一的不同之处在于:
46.进一步的,如图1所示,还包括循环冷却系统5,所述循环冷却系统5包括水箱51以与所述水箱51连通设置的循环管路52,且所述循环管路52贯穿所述外炉体1和所述浇铸机构3设置,对所述浇铸机构3的内腔进行循环水冷。
47.在本实施例中,通过设置与浇铸机构3相连通的循环冷却系统5,在浇碇成型过程中循环通入冷却水,且可防止浇铸过程温度骤高而爆裂。
48.进一步的,如图1
‑
2所示,所述循环管路52包括分别与所述水箱51连通设置的进水管路521、出水管路522以及纵向贯穿所述外炉体1设置且两端分别与所述进水管路521和出水管路522相连通设置的冷却管路523,且所述冷却管路523贯穿所述浇铸机构3的中部设置。
49.需要说明的是,所述进水管路521、出水管路522上相应设置有球阀、电磁流量计;且所述冷却管路523的上方还连通设置有排气管路,炉腔10内的水蒸气可由该排气管路向外排出,该排气管路上设置有涡街流量计。
50.工作过程:
51.打开炉门11将浇碇模具32安装到定位槽31内,在坩埚23内加入待熔融的原料,关闭炉门后,加热层22与外部中频感应控制系统通电连接,对坩埚23内的原料进行电磁感应
加热,原料充分熔融后,液压缸432的活塞杆伸出并驱动转杆433向上转动,再由转杆433带动转轴部42做圆周转动,从而带动翻转座21和坩埚23向上翻转,使得料嘴231正对接料口310上方,将熔融料液精准转移至浇碇模具32内,转移过程中,循环管路52内循环流动有冷却水,对浇碇模具32内部进行冷却、防爆。
52.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1