双膛窑助燃换向阀漏风判断方法与流程
1.本发明涉及钢铁制造设备技术领域,尤其是一种用于双膛窑助燃换向阀的漏风判断方法。
背景技术:
2.本企业内现有5座设计日产600t的双膛窑,主要生产高活性度、低杂质的高品位冶金石灰,供应给烧结厂和转炉炼钢厂。双膛窑以转炉煤气作为燃料,有效提高了转炉煤气的回收利用率,实现了柳钢节能环保、降耗增效,为建设绿色柳钢创造了条件。国内双膛窑生产使用的煤气热值一般为6320~12000kj/m3,根据双膛窑公司设计要求说明,双膛窑使用的转炉煤气最低热值为6320 kj/m3。
3.2016年开始,为了进一步的加大节能、环保、降耗力度,实现企业经济效益、环保效益的最大化,柳钢增加转炉煤气的回收量,其热值降低至5000~5500 kj/m3。这对双膛窑窑炉产能发挥、质量控制和各加压机设备运转负荷带来一定的影响,双膛窑只能按500t/d组织生产。为确保供应双膛窑的煤气热值稳定,减小对现有的石灰窑的影响,经过专业技术人员论证,考虑往低热值转炉煤气内,掺入一部分高热值的焦炉煤气,以满足双膛窑正常生产所需的燃料热值。
4.双膛窑属于正压窑,使用的煤气热值越低,煅烧时所需要的煤气量及助燃风量越多,炉内压力随之升高,窑炉的密封更容易损坏。在窑炉预热带,气流量偏大,导致窑炉废气温度相对偏高,喷枪大法兰硅胶出现烧损、喷枪盖板变形,进料盖板、助燃空气换向阀密封圈寿命受影响。助燃风泄漏后,风量不够,引起火焰不稳定,成品物料偏生,加速炉况恶化。为稳定窑炉生产,减少设备检修量,保证产品质量,只能降低产量。
5.双膛竖窑有两个筒,通过位于两膛中间的连接通道进行连接。在煅烧过程中最大的优点是“并流”和“蓄热”,“并流”即指在燃烧筒煤气煅烧时,煤气、助燃空气与石灰石一起并列向下,燃烧烟气也向下,这有利于煅烧出高质量的活性石灰。“蓄热”指燃烧筒内,燃料燃烧产物—高温烟气,通过两窑膛之间的连接通道进入蓄热膛。在蓄热膛,高温烟气自下向上流动,向预热带的石灰石原料输送热量,将石料预热到较高温度。同时高温废气因换热后,自身温度下降到较低,经烟气布袋除尘器排出窑膛。经过换热后,烟气的热量被用于预热石料,而烟气温度又得到降低,这样达到了利用废气余热的目的,从而保证了该炉窑具有很高的热效率。
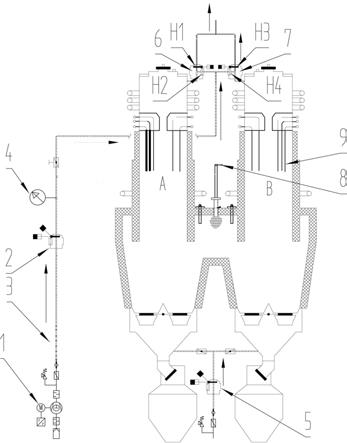
6.现有的双膛竖窑助燃风分配装置,包括窑筒a和窑筒b顶部的助燃空气入口分别通过助燃空气换向阀甲6和助燃空气换向阀乙7及助燃风管与一个助燃空气释放阀2连接,连接窑筒a的助燃空气换向阀甲6,连接窑筒b的助燃空气换向阀乙7,助燃空气释放阀2通过助燃风管3连接有助燃风机1,窑筒a和窑筒b的中段均设有喷枪9,窑筒a和窑筒b的窑底的冷却风入口管连接一个冷却空气释放阀5连接。正常生产时,如窑筒a为燃烧膛,窑筒b为蓄热膛,则助燃风机通过助燃风管,依次经过助燃空气释放阀2、连接窑筒a的助燃空气换向阀6,向窑筒a内送入助燃风(此时,助燃空气换向阀甲6为水平位置,助燃空气换向阀乙7为垂直位
置);助燃风自上向下,与喷枪6端的燃料混合进行煅烧。煅烧后的烟气通过中间通道,进入蓄热膛内。冷却风经过冷却风管自下向上鼓风,对成品石灰进行冷却。蓄热膛内,燃烧后的烟气,与冷却风一起对蓄热膛新加入的石料进行预热后,进入烟气除尘系统。在燃烧期结束后,助燃空气释放阀2和冷却空气释放阀5打开,释放窑内压力。助燃空气释放阀改变位置(助燃空气换向阀甲6为垂直位置,助燃空气换向阀乙7为水平位置),实现燃烧膛与蓄热膛的互换,新的一轮燃烧开始。
7.而双膛窑换向阀所处环境温度较高,且动作频繁,易出现密封圈受损的情况。在密封圈出现泄漏后,会导致煤气燃烧不充分,甚至产生安全隐患。为确保双膛窑产能各方面得到有力保障,因此日常生产中,对双膛窑换向阀密封圈的检查特别重要。在炉况正常运行中,及时发现密封圈破损存在的问题,有利于提高窑炉产能、质量。传统的办法就是利用定修时,停窑,并打开检修门,观察阀门密封情况的情况。而该类检查的不利之处,在于窑炉温度较高,高温环境对员工影响较大。停窑检查时,则窑炉生产的稳定性被破坏,需要消耗时间,且当阀门密封圈不平时,人为准确判断有困难。当换向阀漏风时,因漏风不能及时发现,容易导致产品质量发生波动。综上,为提高判断换向阀漏风的及时性、准确性,在双膛窑周期性生产特点的情况下,特提出该方法。
技术实现要素:
8.本发明所要解决的问题是提供一种双膛窑助燃换向阀漏风判断方法,以解决现有双膛窑助燃换向阀漏风的判断不及时,且判断准确性差的问题。
9.为了解决上述问题,本发明的技术方案是:本双膛窑助燃换向阀漏风判断方法包括窑筒a和窑筒b顶部的助燃空气入口分别通过助燃空气换向阀甲和助燃空气换向阀乙及助燃风管与一个助燃空气释放阀连接,所述助燃空气释放阀通过助燃风管连接有助燃风机,所述窑筒a和所述窑筒b的中段均设有喷枪,所述窑筒a和所述窑筒b的窑底的冷却风入口管连接一个冷却空气释放阀连接,所述助燃风管上安装一个压力表;其中:所述助燃空气换向阀甲水平密封面为h1,所述助燃空气换向阀甲垂直密封面为h2;所述助燃空气换向阀乙水平密封面为h3;所述助燃空气换向阀乙垂直密封面为h4;利用压力曲线对助燃空气换向阀密封情况进行判断,所述压力曲线为所述压力表数值与时间对应的曲线;判断步骤包括:步骤一:检查判断助燃空气换向阀甲和助燃空气换向阀乙的密封性良好,并将助燃空气换向阀甲和助燃空气换向阀乙及助燃空气释放阀开至垂直位置;以250-350转/分钟转速,启动一台变频助燃风机向助燃风管内送入助燃风;当风管达到40kpa时,停止助燃风机,进行保压,记录压力从40kpa降低到0kpa所需的时间t1;步骤二:检查判断各处窑膛阀门密封性良好,并将助燃空气释放阀开至垂直位置,助燃空气换向阀甲和助燃空气换向阀乙开至水平位置;以250-350转/分钟转速,启动一台变频助燃风机通过助燃风管,向窑内送入助燃风;当窑压达到40kpa时,停止助燃风机,进行保压,记录压力从40kpa降低到0kpa所需的时间t2;步骤三:日常生产中,将助燃空气换向阀甲和助燃空气换向阀乙均设置为竖直位置,启动助燃风机,当助燃风管达到40kpa时,利用压力曲线观察风管压力从40kpa降低到0kpa所需的时间,记录为t3;如t3<t1,则判断为助燃空气换向阀甲垂直密封面或助燃空气
换向阀乙垂直密封面的密封性较差,即h2或h4密封性较差;步骤四:日常生产中,将助燃空气换向阀甲和助燃空气换向阀乙均设置为水平位置,窑筒a和窑筒b处于密封状态,启动助燃风机,当窑压达到40kpa时,利用压力曲线观察窑压力从40kpa降低到0kpa所需的时间,记录为t4;如t4<t2,则判断为助燃空气换向阀甲水平密封面或助燃空气换向阀乙水平密封面的密封性可能较差,即h1或h3密封性较差。上述技术方案中,更为具体的方案可以是:判断步骤还包括:在窑筒a和窑筒b连接段之上的高温助燃空气出口管顶上设有光学高温计;步骤五:正常生产时,观察窑炉生产压力曲线,当窑筒a为煅烧膛时,窑筒a助燃风压力周期性低于窑筒b煅烧时的助燃风压力,则判断为h1或h4密封性较差;步骤六:正常生产时,观察窑炉生产压力曲线,当窑筒b为煅烧膛时,窑筒b助燃风压力周期性低于窑筒a煅烧时的助燃风压力,则判断为h2或h3密封性较差;步骤七:正常生产时,观察窑炉通道温度曲线,当窑筒a为煅烧膛时,窑筒a光学光学高温计温度曲线,周期性高于窑筒b煅烧时的光学光学高温计,且温度曲线曲率大于45度倾角时,则判断为h1或h4密封性较差;步骤八:正常生产时,观察窑炉通道温度曲线,当窑筒b为煅烧膛时,窑筒b光学光学高温计温度曲线,周期性高于窑筒a煅烧时的光学光学高温计,且温度曲线曲率大于45度倾角时,则判断为h2或h3密封性较差;先实施第一步骤、第二步骤、第三步骤、第四步骤操作,观察压力曲线情况,并且结合生产中的助燃风压力曲线、光学高温计温度曲线,综合判断换向阀密封圈情况;如发现第三步骤、第五步骤、第七步骤现象时,则判断h4面泄漏;发现出现第四步骤、第六步骤、第八步骤现象时,判断为h3面泄漏;如发现第三步骤、第六步骤、第八步骤现象时,则为h2面泄漏;发现出现第四步骤、第五步骤、第七步骤现象时,则判断为h1面泄漏。
10.由于采用了上述技术方案,本发明与现有技术相比具有如下有益效果:本双膛窑助燃换向阀漏风判断方法利用双膛窑周期性、对称性运行的结果,判断窑膛助燃风管的漏风情况。如第三、四步即是与正常压力值的比较;如第五、六步即是两膛不同周期煅烧时压力表压力值的比较;如第七、八步即是两膛光学高温计温度表值的比较;利用助燃风泄漏时,会导致用于煅烧的助燃风偏少,喷枪端口的火焰变长,光学高温计温度升高较快的特点。
11.按双膛窑助燃换向阀漏风判断方法,能高效的发现助燃换向阀密封性能情况,减少人工到现场检查阀门的强度。发现该阀门漏风情况,通过对阀门密封圈更换,或阀门阀板机构调节,能及时对该阀板漏风进行处理。避免炉况发生大的变化。并且,因助燃空气换向阀密封性能易发生变化,利用该方法能实时发现异常,并作出响应。
附图说明
12.图1是本发明实施例双膛窑窑筒a燃烧时的结构示意图;图2是本发明实施例助燃风分配装置密封性测试时的结构图;图3是本发明实施例双膛窑密封性测试时的结构图;图4是本发明实施例双膛窑密封性测试时第一步骤、第二步骤、第三步骤、第四步骤的曲线图;
图5是本发明实施例双膛窑密封性测试时第六步骤的助燃风压力曲线图;图6是本发明实施例双膛窑密封性测试时第七步骤的光学高温计温度曲线图。
具体实施方式
13.下面结合附图对本发明实施例作进一步详述:如图1至图3所示的双膛窑助燃换向阀漏风判断方法,它包括窑筒a和窑筒b顶部的助燃空气入口分别通过助燃空气换向阀甲6和助燃空气换向阀乙7及助燃风管3与一个助燃空气释放阀2连接,助燃空气释放阀2通过助燃风管3连接有助燃风机1,窑筒a和窑筒b的中段均设有喷枪9,窑筒a和窑筒b的窑底的冷却风入口管连接一个冷却空气释放阀5连接,助燃风管3上安装一个压力表4,在窑筒a和窑筒b连接段之上的高温助燃空气出口管顶上设有光学高温计8。其中:助燃空气换向阀甲水平密封面为h1,助燃空气换向阀甲垂直密封面为h2;助燃空气换向阀乙水平密封面为h3;助燃空气换向阀乙垂直密封面为h4。
14.利用压力曲线对助燃空气换向阀密封情况进行判断,所述压力曲线为所述压力表数值与时间对应的曲线;判断步骤包括:步骤一:检查判断助燃空气换向阀甲和助燃空气换向阀乙的密封性良好,并将助燃空气换向阀甲和助燃空气换向阀乙及助燃空气释放阀开至垂直位置;以250-350转/分钟转速,启动一台变频助燃风机向助燃风管内送入助燃风;当风管达到40kpa时,停止助燃风机,进行保压,记录压力从40kpa降低到0kpa所需的时间t1。
15.步骤二:检查判断各处窑膛阀门密封性良好,并将助燃空气释放阀开至垂直位置,助燃空气换向阀甲和助燃空气换向阀乙开至水平位置;以250-350转/分钟转速,启动一台变频助燃风机通过助燃风管,向窑内送入助燃风;当窑压达到40kpa时,停止助燃风机,进行保压,记录压力从40kpa到0kpa所需的时间t2。
16.步骤三:日常生产中,将助燃空气换向阀甲和助燃空气换向阀乙均设置为竖直位置,启动助燃风机,当助燃风管达到40kpa时,利用压力曲线观察风管压力从40kpa到0kpa所需的时间,记录为t3;如t3<t1,则判断为助燃空气换向阀甲垂直密封面或助燃空气换向阀乙垂直密封面的密封性较差,即h2或h4密封性较差。
17.步骤四:日常生产中,将助燃空气换向阀甲和助燃空气换向阀乙均设置为水平位置,窑筒a和窑筒b处于密封状态,启动助燃风机,当窑压达到40kpa时,利用压力曲线观察窑压力从40kpa到0kpa所需的时间,记录为t4;如t4<t2,则判断为助燃空气换向阀甲水平密封面或助燃空气换向阀乙水平密封面的密封性可能较差,即h1或h3密封性较差。第一步骤、第二步骤、第三步骤、第四步骤如图4,12为第一步骤、第二步骤保压的压力曲线,11为h1或h3密封泄漏时,第三步骤、第四步骤保压的压力曲线,20为保压时间t3(t4),21为保压时间t1(t2)。
18.步骤五:正常生产时,观察窑炉生产压力曲线,当窑筒a为煅烧膛时,窑筒a助燃风压力周期性低于窑筒b煅烧时的助燃风压力,则判断为h1或h4密封性较差。
19.步骤六:正常生产时,观察窑炉生产压力曲线,当窑筒b为煅烧膛时,窑筒b助燃风压力周期性低于窑筒a煅烧时的助燃风压力,则判断为h2或h3密封性较差;第六步骤如图5,15为窑筒a燃烧时助燃风管压力值,16为窑筒b燃烧时助燃风管压力值,17为窑筒a燃烧时间段,18为窑筒b燃烧时间段。
20.步骤七:正常生产时,观察窑炉通道温度曲线,当窑筒a为煅烧膛时,窑筒a光学光学高温计温度曲线,周期性高于窑筒b煅烧时的光学光学高温计,且温度曲线曲率大于45度倾角时,则判断为h1或h4密封性较差;第七步骤如图6,17为窑筒a燃烧时间段,18为窑筒b燃烧时间段,19为窑筒a燃烧时光学高温计温度值,20为窑筒b燃烧时光学高温计温度值。
21.步骤八:正常生产时,观察窑炉通道温度曲线,当窑筒b为煅烧膛时,窑筒b光学光学高温计温度曲线,周期性高于窑筒a煅烧时的光学光学高温计,且温度曲线曲率大于45度倾角时,则判断为h2或h3密封性较差。
22.先实施第一步骤、第二步骤、第三步骤、第四步骤操作,观察压力曲线情况,并且结合生产中的助燃风压力曲线、光学高温计温度曲线,综合判断换向阀密封圈情况;如发现第三步骤、第五步骤、第七步骤现象时,则判断h4面泄漏;发现出现第四步骤、第六步骤、第八步骤现象时,判断为h3面泄漏;如发现第三步骤、第六步骤、第八步骤现象时,则为h2面泄漏;发现出现第四步骤、第五步骤、第七步骤现象时,则判断为h1面泄漏。
23.在实施步骤中,第一步骤、第二步骤是判断漏风的关键标准,测量值必须可靠。通过实施第三步骤、第四步骤密封性测试,与第一步骤、第二步骤对标,能发现差异。
24.以压力表曲线(第五步骤、第六步骤)、光学高温计温度变化(第七步骤、第八步骤)曲线,结合第三步骤、第四步骤能有效判断换向阀密封性能情况。
25.在启动助燃风机时,助燃风机运转速度不易过快,控制在250-350转/分之间,否则影响压力值测量的准确性。
26.第七步骤、第八步骤是利用助燃风泄漏时,会导致用于煅烧的助燃风偏少,喷枪端口的火焰变长,光学高温计温度升高较快的特点,来对泄漏情况进行判断。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1