餐厨垃圾处理设备的制作方法
1.本发明涉及餐厨垃圾环保处理技术领域,尤其涉及一种餐厨垃圾处理设备。
背景技术:
2.目前,随着国民生活水平的提高,每年产生的餐厨垃圾量十分巨大,如果直接填埋,就会对土壤和水质造成极大的污染,所以需要通过技术手段将餐厨垃圾进行无公害处理。目前市场上较为环保处理方法是焚烧以及微生物处理,但这会造成二次污染和效率低的问题。
技术实现要素:
3.本发明的目的在于提供一种餐厨垃圾处理设备,可以高效解决餐厨垃圾处理问题,且几乎零污染排放。
4.针对上述目的,本发明采用以下技术方案:
5.一种餐厨垃圾处理设备,包括第一上料系统、分拣系统、破碎系统、挤压脱水系统、输送系统、第二上料系统、发酵系统、除臭系统、冷凝系统和加热系统,其中所述第一上料系统被配置为将需处理的餐厨垃圾送至所述分拣系统,所述分拣系统被配置为对垃圾进行前期的分拣并送至所述破碎系统,所述破碎系统被配置为将垃圾破碎并送至所述挤压脱水系统,所述挤压脱水系统被配置为对垃圾进行挤压脱水并送至所述输送系统,所述输送系统被配置为将垃圾送至所述发酵系统,所述第二上料系统被配置为将催化酶送至所述发酵系统,所述发酵系统被配置为对垃圾进行发酵,所述除臭系统被配置为对来自所述发酵系统的气体进行除臭,所述冷凝系统被配置为对来自所述发酵系统和/或所述除臭系统的气体进行冷凝,所述加热系统被配置为对所述发酵系统进行加热。
6.进一步地,所述第一上料系统包括第一上料架、与所述第一上料架连接的第一动力装置、用于感应垃圾桶初始位置的第一传感器、用于感应垃圾桶到达位置的第二传感器和对应所述第一上料架设置的第一料斗;其中,所述第一动力装置分别与所述第一传感器、所述第二传感器通讯。
7.进一步地,所述分拣系统包括与所述第一料斗衔接的分拣输送带、与所述分拣输送带连接的第二动力装置和与所述分拣输送带衔接的导向件。
8.进一步地,所述破碎系统包括与所述导向件衔接的第二料斗、对应所述第二料斗设置的破碎刀箱和与所述破碎刀箱连接的第三动力装置,所述破碎刀箱具有用于控制垃圾破碎后尺寸大小的双轴式淬火钢刀具。
9.进一步地,所述挤压脱水系统包括对应所述破碎刀箱进行设置的螺旋挤压装置,所述螺旋挤压装置包括螺旋挤压杆、与所述螺旋挤压杆连接的第四动力装置和设于所述螺旋挤压杆外侧的挤压筒,所述挤压筒和所述螺旋挤压杆之间形成挤压空间,所述挤压筒设有用于滤水的多个滤水孔。
10.进一步地,所述输送系统包括对应所述螺旋挤压装置设置的第三料斗、对应所述
第三料斗设置的螺旋输送装置和与所述螺旋输送装置连接的第五动力装置;所述发酵系统包括发酵仓、设于所述发酵仓内的搅拌装置和与所述搅拌装置连接的第六动力装置,所述螺旋输送装置用于将垃圾送至所述发酵仓,所述搅拌装置包括与所述第六动力装置连接的搅拌轴和设于所述搅拌轴的搅拌叶片。
11.进一步地,所述第二上料系统包括第二上料架、与所述第二上料架连接的第七动力装置和用于感应物料位置的第三传感器,所述发酵仓设有与所述第二上料架对应的自动液压门,所述自动液压门与所述第三传感器通讯。
12.进一步地,所述除臭系统包括与所述发酵仓连通的第一风机和与所述第一风机连通的加热除臭装置,所述第一风机用于将所述发酵仓内的气体抽出至所述加热除臭装置,所述加热除臭装置用于将异味气体加热并除臭,所述加热除臭装置设有用于检测加热温度的第四传感器。
13.进一步地,所述冷凝系统包括与所述发酵仓和/或所述加热除臭装置连通的进气口、与所述进气口连通的板换器、与所述板换器连通的冷水机组、与所述板换器连通的液体收集箱、与所述液体收集箱连通的第二风机、与所述第二风机连通的回流口,所述回流口与所述发酵仓连通。
14.进一步地,所述加热系统包括:
15.储油罐,设于所述发酵仓的一侧,所述储油罐用于储放导热油以对所述发酵仓加热,所述发酵仓设有用于检测所述发酵仓内部温度的第五传感器;
16.电磁加热设备,与所述储油罐连通,用于电磁加热所述储油罐中的导热油,所述电磁加热设备与所述第五传感器通讯;
17.其中,所述电磁加热设备被配置为:当所述发酵仓内部的温度大于或等于第一预定温度时,所述第五传感器发出信号,所述电磁加热设备停止加热;当所述发酵仓内部的温度小于或等于第二预定温度时,所述第五传感器发出信号,所述电磁加热设备启动加热。
18.与现有技术相比,本发明的有益效果有:本发明可以高效解决餐厨垃圾处理问题,且几乎零污染排放,处理后残余的尾料可作为有机肥使用,溢出效益非常可观,设备模块化和智能化设计,极大减少运营成本。
附图说明
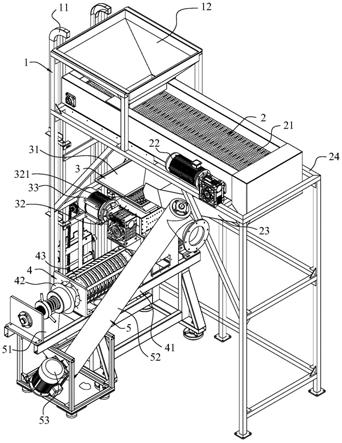
19.图1为本发明餐厨垃圾处理设备的垃圾预处理结构的示意图;
20.图2为本发明餐厨垃圾处理设备的垃圾后处理结构的示意图;
21.图3为本发明餐厨垃圾处理设备的冷凝系统的示意图。
22.附图标号:1、第一上料系统;11、第一上料架;12、第一料斗;2、分拣系统;21、分拣输送带;22、第二动力装置;23、导向件;24、第一支架;3、破碎系统;31、第二料斗;32、破碎刀箱;321、双轴式淬火钢刀具;33、第三动力装置;4、挤压脱水系统;41、第二支架;42、干湿度调节块;43、挤压筒;5、输送系统;51、第三料斗;52、螺旋输送装置;53、第五动力装置;6、第二上料系统;61、第二上料架;62、自动液压门;7、发酵系统;71、发酵仓;72、搅拌装置;721、搅拌轴;722、搅拌叶片;73、第六动力装置;731、电机;732、减速箱;8、除臭系统;81、第一风机;82、加热除臭装置;9、冷凝系统;91、进气口;92、板换器;93、冷水机组;94、液体收集箱;95、第二风机;96、回流口;10、加热系统;101、电磁加热设备。
具体实施方式
23.为便于更好地理解本发明的目的、结构、特征以及功效等,现结合附图和具体实施方式对本发明作进一步说明。应注意的是,图中示出的特征不是必须按照比例绘制。此外,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”、“前”、“后”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
25.本发明实施例的一种餐厨垃圾处理设备,包括如图1所示的垃圾预处理结构和如图2所示的垃圾后处理结构,其中垃圾预处理结构包括第一上料系统1、分拣系统2、破碎系统3、挤压脱水系统4、输送系统5,垃圾后处理结构包括第二上料系统6、发酵系统7、除臭系统8、冷凝系统9和加热系统10。垃圾预处理结构可以与垃圾后处理结构进行衔接。
26.如图1所示,第一上料系统1被配置为将需处理的餐厨垃圾送至分拣系统2,分拣系统2被配置为对垃圾进行前期的分拣并送至破碎系统3,破碎系统3被配置为将垃圾破碎并送至挤压脱水系统4,挤压脱水系统4被配置为对垃圾进行挤压脱水并送至输送系统5,输送系统5被配置为将垃圾送至发酵系统7,第二上料系统6被配置为将催化酶送至发酵系统7,发酵系统7被配置为对垃圾进行发酵,除臭系统8被配置为对来自发酵系统7的气体进行除臭,冷凝系统9被配置为对来自发酵系统7或除臭系统8的气体进行冷凝,或者冷凝系统9被配置为同时对来自发酵系统7和除臭系统8的气体进行冷凝,加热系统10被配置为对发酵系统7进行加热。
27.第一上料系统1包括第一上料架11、与第一上料架11连接的第一动力装置(未图示)、用于感应垃圾桶初始位置的第一传感器(未图示)、用于感应垃圾桶到达位置的第二传感器(未图示)和对应第一上料架11设置的第一料斗12。第一动力装置可以是电机、气缸、液压缸等,用于带动垃圾桶向上移动。第一传感器和第二传感器可以是光电传感器。当垃圾桶靠近第一上料架11时,第一传感器感应到垃圾桶的位置,自动发送信号到第一动力装置,第一动力装置接收到信号后将垃圾桶提升到第二传感器能够感应到的位置,第二传感器发出信号使得第一动力装置停止,从而方便将垃圾倒入第一料斗12内。第一料斗12用于进行垃圾前期的存储,并不断地将垃圾送往分拣系统2。
28.分拣系统2包括第一支架24、设于第一支架24并与第一料斗12衔接的分拣输送带21、与分拣输送带21连接的第二动力装置22和与分拣输送带21衔接的导向件23。分拣输送带21可以是板链式输送带。第一料斗12的底部开口与分拣输送带21连通,第一料斗12内的垃圾可以通过其自身重力作用不断下落至分拣输送带21。分拣输送带21的表面可以设置多个滤水孔,当垃圾在分拣输送带21上输送时,通过滤水孔可以初步滤去垃圾身上的水。第二动力装置22可以是电机,用于带动分拣输送带21通过预设速度进行传输,从而不断地将第
一料斗12内的垃圾均匀传输。导向件23倾斜向下设置,使得垃圾可以通过自身重力沿着导向件23下落,并送至破碎系统3。
29.破碎系统3包括与导向件23衔接的第二料斗31、对应第二料斗31设置的破碎刀箱32和与破碎刀箱32连接的第三动力装置33,破碎刀箱32具有用于控制垃圾破碎后尺寸大小的双轴式淬火钢刀具321。第三动力装置33可以是电机,用于带动破碎刀箱32内的双轴式淬火钢刀具321转动,从而将垃圾破碎成预定的尺寸。破碎刀箱32的箱体还可以设置多个滤水孔,在破碎的同时还可以进一步滤水。
30.挤压脱水系统4包括第二支架41、设于第二支架41并对应破碎刀箱32进行设置的螺旋挤压装置,垃圾破碎完成后会被送至螺旋挤压装置。螺旋挤压装置包括螺旋挤压杆(未图示)、与螺旋挤压杆连接的第四动力装置(未图示)和设于螺旋挤压杆外侧的挤压筒43,挤压筒43和螺旋挤压杆之间形成挤压空间,挤压筒43设有用于滤水的多个滤水孔,压榨出来的水分统一收集处理。螺旋挤压杆可以具有变径式叶片,以实现更好的挤压效果。第四动力装置可以是电机,用于带动螺旋挤压杆转动。垃圾通过螺旋挤压装置进行挤压可以充分脱水。挤压脱水后的垃圾会被送至输送系统5。在一些实施例中,螺旋挤压装置还可以包括设置于出渣口位置的干湿度调节块42,调整出渣的干湿度。
31.输送系统5包括对应螺旋挤压装置设置的第三料斗51、对应第三料斗51设置的螺旋输送装置52和与螺旋输送装置52连接的第五动力装置53。垃圾从挤压筒43挤压出来后会落入第三料斗51内。第五动力装置53可以是电机,用于带动螺旋输送装置52工作,从而将第三料斗51内的垃圾沿着预定方向进行输送,并最终送至发酵系统7。螺旋输送装置52包括螺旋输送杆(未图示),第五动力装置53与螺旋输送杆连接,以带动螺旋输送杆转动。
32.如图2所示,发酵系统7包括发酵仓71、设于发酵仓71内的搅拌装置72和与搅拌装置72连接的第六动力装置73,螺旋输送装置52用于将垃圾送至发酵仓71,搅拌装置72包括与第六动力装置73连接的搅拌轴721和设于搅拌轴721的搅拌叶片722。第六动力装置73可以包括电机731以及与电机731连接的减速箱732,减速箱732的输出轴与搅拌轴721连接,从而带动搅拌轴721转动,以带动搅拌叶片722转动,通过搅拌叶片722将发酵仓71内的垃圾进行搅拌。搅拌叶片722可以形成两个甚至更多的内循环搅拌结构,即在搅拌轴721转动时,可以有多组搅拌叶片722同时参与搅拌,多组搅拌叶片722可以沿着搅拌轴721的轴向进行布置。
33.第二上料系统6包括第二上料架61、与第二上料架61连接的第七动力装置(未图示)和用于感应物料位置的第三传感器(未图示)。第三传感器可以是光电传感器。第七动力装置可以是电机、气缸、液压缸等。发酵仓71设有与第二上料架61对应的自动液压门62,自动液压门62与第三传感器通讯,以控制将催化酶加入发酵仓71内以利垃圾的发酵。自动液压门62可以包括一个液压动力装置(如液压缸)和由液压动力装置带动的门。当装载有催化酶的物料桶到达预定位置时,第三传感器感应到,并发出信号至自动液压门62(即信号被发送至液压动力装置),自动液压门62开启。当完成进料后(例如可以通过定时器设定自动液压门62的打开时间),自动液压门62自动关闭。
34.除臭系统8包括通过管道与发酵仓71连通的第一风机81和通过管道与第一风机81连通的加热除臭装置82。第一风机81可以是离心抽风机,第一风机81用于将发酵仓71内的气体抽出至加热除臭装置82。加热除臭装置82用于将异味气体加热并除臭,加热除臭装置
82可以包括加热结构和除臭结构,除臭结构可以具有除臭催化剂,其中除臭催化剂可以是现有的任何合适的除臭催化剂,例如可以是光催化剂、蜂窝陶瓷载体催化剂、碳载体催化剂、铝蜂窝载体催化剂等等。可以通过加热结构将气体加热到合适温度,再通过除臭结构将臭气吸附分解。加热除臭装置82设有用于检测加热温度的第四传感器(未图示)。第四传感器可以是温度传感器,用于控制气体加热到预定温度,以达到更好的除臭效果。
35.如图2和图3所示,冷凝系统9包括通过管道与发酵仓71和/或加热除臭装置82连通的进气口91、通过管道与进气口91连通的板换器92(板式热交换器)、通过管道与板换器92连通的冷水机组93、通过管道与板换器92连通的液体收集箱94、通过管道与液体收集箱94连通的第二风机95、通过管道与第二风机95连通的回流口96,回流口96通过管道与发酵仓71连通。气体可以直接从发酵仓71通过进气口91进入板换器92,也可以经由加热除臭装置82通过进气口91进入板换器92,或者还可以同时从发酵仓71和加热除臭装置82同时进入板换器92。板换器92的内部具有多个热源通道和冷源通道,蒸汽进入板换器92的热源通道,同时冷水机组93通过管道提供冷水进入板换器92的冷源通道,能量在板换器92里面进行交换,蒸汽释放热量液化成液态水流入液体收集箱94,液体收集箱94采用气液分离设计,利用液封防止气体外泄,第二风机95将尾气通过回流口96回流到发酵仓71内,使气体继续在发酵仓71内裂化分解。冷凝系统9利用冷水机组93提供冷源迅速带走热源,换热面积大,极大加快效率。可以设置温度控制,自动启停冷水机组93,无任何污水排放,节能环保。冷凝系统9通过将来自发酵仓71内气体进行液化,并通过液体收集箱94收集液化后的液体,由此可以收集液态有机肥,避免二次污染,满足环保需求的同时还有可观的经济溢出效应。
36.加热系统10包括储油罐(未图示)和电磁加热设备101,储油罐设于发酵仓71的一侧,储油罐用于储放导热油以对发酵仓71加热,发酵仓71设有用于检测发酵仓71内部温度的第五传感器(未图示)。第五传感器可以是温度传感器。电磁加热设备101与储油罐连通,用于电磁加热储油罐中的导热油,通过电磁加热的方式可以保证导热油受热均匀,从而使得储油罐更好地将热量传导给反应仓。电磁加热设备101与第五传感器通讯。例如,可以通过泵将储油罐内的导热油送至电磁加热设备101进行加热,加热完成后再送回储油罐内。当发酵仓71内部的温度大于或等于第一预定温度时(例如90℃),第五传感器发出信号,电磁加热设备101停止加热;当发酵仓71内部的温度小于或等于第二预定温度时(例如80℃),第五传感器发出信号,电磁加热设备101启动加热,从而使得发酵仓71的温度始终处于第一预定温度和第二预定温度之间,从而保证催化酶高效分解厨余垃圾。
37.餐厨垃圾处理设备还可以通过物联网系统与终端(如手机端、pc端)进行通讯,实现远程控制设备,并收集设备相关信息。可以通过终端进行系统,进行相关参数的控制,从而在远程控制设备的运行,并且可以将设备的报警信息推送至终端,节省人力物力,降低运营成本。此外,还可以实现多台集中管理(无数量限制),方便实时掌握设备运行状况,设备出现异常情况系统可迅速响应,便于营运单位及时组织相关技术人员做出快速精准的解决方案。
38.以上详细说明仅为本发明之较佳实施例的说明,非因此局限本发明之专利范围,所以,凡运用本创作说明书及图示内容所为之等效技术变化,均包含于本创作之专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1