一种全自动微孔过滤机的制作方法
1.本实用新型涉及过滤设备技术领域,特别是一种全自动微孔过滤机。
背景技术:
2.微孔过滤器是电镀、氯碱工业、陶瓷、制药、制糖、制酒、水处理等工业生产使用的一种过滤、吸附设备,其主要作用是对生产排出的液体中固体物进行回收过滤等(比如啤酒生产中对其内部的硅藻土杂质进行过滤等等,不一而论)。微孔过滤器具有以下优点:过滤能力高;工作时能实现清洗气体反吹,排渣方便,劳动强度低;过滤后的滤饼可进行洗涤、干燥再使用,节约成本,经济效益好;机壳密闭安全无泄露,环境清洁无污染,可实现一次性完全过滤。
3.现有的微孔过滤器部件结构包括原料罐、泵、滤芯、上盖,必要的多个手动阀门等。工作时泵将外部需要过滤的液体泵入原料罐内下端,需要过滤的液体在泵泵入液体形成的压力下,不断从滤芯表面的微孔进入滤芯内,再从滤芯上部、位于原料罐上端的清液管流出进入清液罐内,液体中的固定物位于滤芯的外侧端(此工序是过滤工序)。过滤完液体后,从原料罐上端输入压缩空气和清洗液经滤芯内部进入、滤芯表面微孔流出将粘附在滤芯外表面的固体物冲刷掉、经原料罐下端的浓缩液出口排出(此工序是反冲洗工序)。为了保证原料罐内下端没有过滤的液体得到过滤,以及为了保证清洗液得到过滤,现有的微孔过滤器一般还会在原料罐下端安装过滤板,过滤板过滤原料罐内下端没有过滤的液体,以及清洗液后,两种液体流入清液罐内完成全部工作流程(此工序是底滤工序)。
4.现有的微孔过滤器为了实现各种功能的实现,安装了较多的手控阀门,工作时,人为分别操作多个阀门的开或闭,进而实现过滤、反冲洗工序和底滤工序。由于需要人为操作多个阀门的开闭(比如底滤工序中,需要关闭泵的阀门、打开底滤板的阀门、并打开正吹气阀门、关闭原料罐上端的出液阀门等等,操作过程较为繁琐),会给操作人员带来不便,且不利于提高工作效率,也会增加生产方的成本支出。
技术实现要素:
5.为了克服有微孔过滤器因结构所限存在的如背景所述弊端,本实用新型提供了具有一种底滤机构等,工作时在plc控制作用下,不需要人为进行操作,能分别自动控制多只电磁阀的分别开或闭,并在过滤工序、反冲洗工序、底滤工序等之间进行自动化转换,由此实现了全自动智能化生产,且给生产方节省了人工费用支出的一种全自动微孔过滤机。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种全自动微孔过滤机,包括具有原料罐、滤芯、污水罐、反冲洗液罐、空压机、清液罐、泵的微孔过滤机本体,以及电磁阀门、液体传感器、plc、电动伸缩杆,电磁阀有多只,电动伸缩杆有两套;其特征在于还具有底滤机构、环形锁紧机构;所述污水罐、反冲洗液罐的下端分别和第一只及第二只电磁阀的一端连接,第一只及第二只电磁阀的另一端和泵的进液管分别连接;所述泵的出液管和第三只电磁阀的一端连接,第三只电磁阀另一端分别
和第四只及第五只电磁阀的一端连接,第五只电磁阀的另一端和原料罐的进液管连接;所述第四只电磁阀的另一端和一根横管的一端连接,横管的下端及右端分别和第六只、第七只、第八只电磁阀的一端连接,第八只电磁阀另一端和清液罐上端的清液管连接;所述第七只电磁阀的另一端和空压机的其中一个排气管连接;所述原料罐的一侧上部有溢流管,溢流管的侧端和第九只电磁阀的一端连接,第九只电磁阀的另一端和污水罐上端的反流管连接,溢流管的前侧有分管,分管前端和第十只电磁阀一端连接,第十只电磁阀另一端和空压机的另一个排气管连接,溢流管的上端有开孔,液体传感器安装在开孔上端;所述横管的上端中部安装有竖管,竖管的上端安装在在原料罐的上端外部、且和原料罐内部相通;所述底滤机构包括连接板、下底板,下底板中部是内凹式结构,第一套电动伸缩杆垂直铰接安装在原料罐左外端中部,第一套电动伸缩杆的活塞杆下端和连接板的一侧端铰接安装在一起,连接板中部和原料罐铰接安装在一起;所述下底板下端安装有回流管、下底板安装在连接板右端,回流管的下端和第十一只电磁阀的一端连接,第十一只电磁阀另一端和第六只电磁阀另一端连接;所述环形锁紧机构安装在原料罐下端。
8.进一步地,所述下底板的上端中部安装有滤网,下底板的上端外侧安装有密封圈,连接板处于水平状态时,下底板的上端和原料罐的下端处于接触密封状态。
9.进一步地,所述电磁阀的阀芯是内部是常闭式结构。
10.进一步地,所述环形锁紧机构是环形中空结构的套壳,在原料罐的下端外侧有限位板,套壳上下两端外圆内侧均有中空环形套圈,套壳上端的套圈套在限位板上,且套壳上端套圈的内径小于限位板的外径,下底板的内径小于套壳下端的套圈内径,第二套电动伸缩杆安装在原料罐右端下,第二套电动伸缩杆的活塞杆左前端和套壳前端铰接安装在一起。
11.本实用新型有益效果是:本新型和现有微孔过滤器原理完全一致。本新型中,不需要人为操作,在plc 的作用下,能达到全智能化工作控制。工作时,plc能分别自动控制多只电磁阀的分别开或闭,然后依次完成微孔过滤机本体污液(也就是需要过滤的液体)过滤、反冲清洗、正冲清洗,并对过滤原料罐内下端没有过滤的液体,以及清洗液进行过滤处理,本新型实现了全自动智能化生产,全程不需要人为操作,且给生产节省了人工费用支出。基于上述,本新型具有好的应用前景。
附图说明
12.以下结合附图和实施例将本新型做进一步说明。
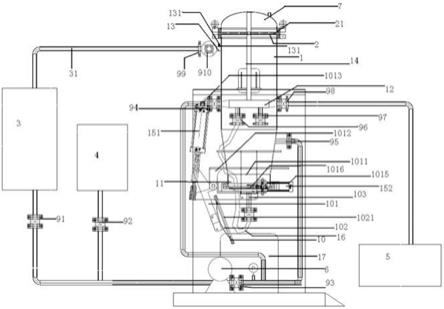
13.图1是本新型整体结构示意图(图中底滤机构分别显示了打开及关闭两种状态)。
14.图2是本新型局部结构示意图。
具体实施方式
15.图1、2中所示,一种全自动微孔过滤机,包括具有原料罐1、滤芯2、污水罐3、反冲洗液罐4、空压机(图中未画出)、清液罐5、泵6的微孔过滤机本体7,以及电磁阀门、液体传感器8、plc(图中未画出)、电动伸缩杆;多只滤芯2的上部外侧间隔一定距离经螺纹安装在环形滤芯板21上(滤芯2上端具有外螺纹、滤芯板21有多个具有内螺纹的固定孔,滤芯2通过外螺纹旋入滤芯板的固定孔外螺纹安装在滤芯板 21上),滤芯板21安装在原料罐内上端,电磁
阀有十一只,电动伸缩杆有两套,plc的电源输入端和交流 220v电源的两极分别经导线连接,plc的多路电源输出端和十一只电磁阀门、两套电动伸缩杆、泵6的电源输入端分别经导线连接,液体传感器8信号输出端和plc的信号输入端经导线连接;还具有底滤机构10、环形锁紧机构11;所述污水罐3、反冲洗液罐4的下端分别和第一只电磁阀91及第二只电磁阀92的一端经管道连接,第一只电磁阀91及第二只电磁阀92的另一端和泵6的进液管三通接头分别经管道连接;所述泵6的出液管和第三只电磁阀93的一端经管道连接,第三只电磁阀93另一端的三端接头分别和第四只电磁阀94及第五只电磁阀95的一端经管道连接,第五只电磁阀95的另一端和原料罐1右下端的进液管经管道连接;所述第四只电磁阀94的另一端和一根横管12的一端经螺纹连接,横管12(位于原料罐1外侧端中部)的下端及右端分别和第六只电磁阀96、第七只电磁阀97、第八只电磁阀98的一端经管道连接,第八只电磁阀98另一端和清液罐5上端的清液管经螺纹连接;所述第七只电磁阀97的另一端和空压机的其中一个排气管经软管连接;所述原料罐1的左端上部焊接有一根溢流管13,溢流管13的左侧端和第九只电磁阀99的一端经螺纹连接,第九只电磁阀99的另一端和污水罐3上端的反流管31经螺纹连接,溢流管13的右前侧焊接有一根和其内部相通的分管131,分管131和第十只电磁阀910的一端连接,第十只电磁阀另一端和空压机的另一个排气管经软管连接,溢流管13的右侧上端有个开孔,液体传感器8安装在开孔上端且其探头位于溢流管131内上部;所述横管12的上端中部焊接有一根和其内部相通的竖管14,竖管14的上端法兰盘经螺杆螺母安装在原料罐1的上端外中部、且和原料罐1内上部相通;所述底滤机构10包括连接板101、圆形下底板102,下底板102中部内凹式结构,下底板102的上端四周是平面结构,下底板102的外径大于原料罐1下端的圆形排料口1011外径,原料罐1的下左部经螺杆螺母横向安装有一只
“┍”
型支撑板1012,支撑板1012的左下端有个轴孔,连接板101中部、左部、右部均有一个轴孔,原料罐1的左中部外侧横向经螺杆螺母安装有一只上支撑板1013,上支撑板1013的左侧端有个开孔,第一套电动伸缩杆151的筒体上端和上支撑板1013左侧端铰接安装在一起,第一套电动伸缩杆151的活塞杆下端和连接板101的左侧端铰接安装在一起,连接板101中部和支撑板1012左端铰接安装在一起;所述圆形下底板102中部下端焊接有一根和下底板内上部相通的回流管103,回流管103外侧具有外螺纹,回流管103由上至下套在连接板101右端开孔内,通过螺母旋入回流管103的下端外螺纹,把下底板102 安装在连接板101右上端,回流管103的下端和第十一只电磁阀911的一端经螺纹连接,第十一只电磁阀 911另一端和第六只电磁阀96另一端经软管16连接;所述环形锁紧机构11安装在原料罐1下端。
16.图1、2中所示,下底板102的上端中部安装有滤网1021,下底板102的上端外侧用胶粘接有橡胶密封圈,连接板101处于水平状态时,下底板102的上端和原料罐1的下端处于接触密封状态。十一只电磁阀的阀芯是内部是常闭式结构。环形锁紧机构是一只环形中空套壳11,在原料罐1的下端外侧有一圈环形限位板1014,套壳11上下两端外圆内侧均有一圈中空环形套圈111,套壳上端的套圈111套在限位板1014 上,且套壳11上端套圈111的内径小于限位板1014的外径,套壳11能沿原料罐的限位板1014转动,下底板102的内径小于套壳下端的套圈111内径,原料罐1的外下端位于限位板1014右部以上位置横向经螺杆螺母安装在有一个支撑座1015,套壳前端铰接安装有一只联动板1016,第二套电动伸缩杆152的筒体经螺杆螺母安装在支撑座1015前端,第二套电动伸缩杆152的活塞杆前端和联动板1016前端铰接安装在一起,第二套电动伸缩杆152的活塞杆向左前运动时,套壳11会沿限位板1014转
动一定角度。下底板 102的前后两端下部各有一个一体成型的斜面卡口1021,卡口1021右端高度低,左端高度高;套壳11的下端套圈内上前后两端下部各有一个一体成型的卡口1111,套壳11向左转动到一定角度时,套壳下端的套圈上端卡口1111斜面和下底板的前后两部下端的卡口1021(套壳下端的套圈上端卡口1111内径小于下底板斜面卡口外径)分别接触,推动下底板102向上运动,下底板102的上端四周和原料罐1的下底部紧密接触。
17.图1、2中所示,本新型和现有微孔过滤器原理基本一致。本新型中,不需要人为操作,在plc的作用下,能达到全智能化工作控制。工作时,plc在内部电路作用下,会先进行污液(也就是需要过滤的液体) 过滤工序,plc先控制第一只电磁阀91得电阀芯打开、第三只电磁阀93及第五只电磁阀95、第八只电磁阀98、第九只电磁阀99得电阀芯打开(其余所有电磁阀关闭),这样,污水罐3内的需要过滤污液会经泵泵出进入原料罐1内部,在泵的压力作用下,污液从原料罐1内下端向上运动,并经原料罐1内上端多根滤芯2的表面微孔过滤后,再从多根滤芯2内进入原料罐1内上端、然后通过竖管14、横管12、第八只电磁阀98进入清液罐5内,过滤后杂质位于滤芯的外侧端。在污液进入原料罐1内、向上流动中原料罐1 内的空气经由溢流管通过第九只电磁阀99排出,当污液量到达原料罐1内较高高度前,部分少量污液回流入反流管31内,然后被液位传感器8的探头探测到后,plc控制第九只电磁阀99失电关闭,防止大量污液返流入污水罐3内。当一段时间后(一般十分钟,也就是污水罐3内污水将要被过滤完后),完成过滤工序,plc控制设备进入反冲洗工序。plc控制第二只电磁阀92得电阀芯打开、第三只电磁阀93及第七只电磁阀97、第四只电磁阀94、第九只电磁阀99得电阀芯打开(其余所有电磁阀关闭),这样反冲洗液罐4内的清洗液会经泵6、第三只电磁阀93、第四只电磁阀94、竖管14进入原料罐1上端内,同时空压机输出的压缩空气经第七只电磁阀97进入原料罐上端,清洗液和压缩空气同时经滤芯上端中部高速流入,再从滤芯表面若干微孔流出,具有压力的空气和清洗液同时对粘附在滤芯外表面的杂质进行吹落、落在原料罐下端内,这样就能起到反冲洗作用,一段时间后(一般1分钟),完成反向冲洗工序(一般30秒钟,反向冲洗中由于液位传感器探测不到液体,此刻第九只电磁阀99会得电阀芯打开,反向吹入的空气会经溢流管31排出)。反冲洗工序完成后,plc控制设备进入正向吹洗工序。plc控制第十只电磁阀910 得电阀芯打开(其余电磁阀全部关闭),这样空压机输出的压缩空气会进入原料罐位于滤芯上端以下部位内,压缩空气将粘附在滤芯上、反向吹洗没有落下的杂质吹落入原料罐1内下端,完成正向吹洗工序(一般20秒钟)。正向吹吸工序完成后,plc控制设备对原料罐内下端没有过滤的液体,以及清洗液进行过滤处理,本新型初始状态下,下底板102的上端和原料罐1的下底部紧密接触,plc控制第十只电磁阀910 得电阀芯打开、第十一只电磁阀911、第六只电磁阀96、第八只电磁阀98得电阀芯打开(其余电磁阀全部失电),这样空压机输出的压缩空气经第十只电磁阀进入原料罐1内,在压缩空气作用下,原料罐1下端内的没有过滤的液体(正常情况过滤时,泵停止工作后,原料罐1内下端会残留液体),以及清洗液进行过滤处理,过滤中液体从底板上的滤网1021上端流入进入回流管103,再经回流管103、软管16、第六只电磁阀96进入横管12内,再从横管12、第八只电磁阀98流进清液罐5内,1分钟后完成全部工序(原料罐1内杂质位于下底板的滤网1021上)。
18.图1、2所示,本新型全部工序完成后,需要取出位于原料罐1内下端的固定杂质时,工作人员经plc 控制第二套电动伸缩杆的活塞杆向右运动5秒钟左右,于是电动伸缩杆的活塞杆带动套壳11向右转动到一定角度,套壳下端的套圈上端卡口1111斜面和下底板的前
后两部下端的卡口1021分别分离(套壳下端的套圈上端卡口1111斜面和下底板的前后两部下端的卡口1021不在一个垂直面),不再推动下底板102 向上运动,下底板102的上端四周和原料罐1的下底部有一定间隙。然后plc控制第一套电动伸缩杆的活塞杆向上运动,于是,活塞杆经连接板101带动下底板102向下运动10秒钟停止(下底板102处于垂直状态),于是原料罐1下端打开,内部过滤后杂质落在原料罐1外下端的杂质罐体17内。杂质排出完毕后,为了下次正常使用,工作人员然经plc控制第一套电动伸缩杆的活塞杆向下运动,于是,活塞杆经连接板101带动下底板102向上运动10秒钟停止,下底板102处于水平状态上部和原料罐1下端外接触;然后工作人员经plc控制第二套电动伸缩杆的活塞杆向左运动5秒钟左右,于是,套壳11向左转动到一定角度,套壳下端的套圈上端卡口1111斜面和下底板的前后两部下端的卡口1021分别接触(套壳下端的套圈上端卡口1111斜面和下底板的前后两部下端的卡口1021在一个垂直面),推动下底板102向上运动,下底板102的上端四周和原料罐1的下底部紧密接触并密封为下次生产做好准备。通过上述,本新型plc 能分别自动控制多只电磁阀的分别开或闭,然后依次完成微孔过滤机本体污液过滤、反冲清洗、正冲清洗,并对过滤原料罐内下端没有过滤的液体,以及清洗液进行过滤处理,本新型实现了全自动智能化生产,全程不需要人为操作,且给生产方省了人工费用支出。
19.以上显示和描述了本新型的基本原理和主要特征及本新型的优点,对于本领域技术人员而言,显然本新型限于上述示范性实施例的细节,而且在不背离本本新型的精神或基本特征的情况下,能够以其他的具体形式实现本新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本新型内。
20.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1