屏幕清胶机的控制方法、计算设备和清胶系统与流程
1.本技术实施例涉及屏幕清胶领域,尤其涉及一种屏幕清胶机的控制方法、计算设备清胶系统。
背景技术:
2.在对电子设备如手机、平板等进行屏幕粘合时,屏幕侧边会溢出胶料,从而影响电子设备的性能以及后续的装配。而随着电子设备需求的不断增大以及人工成本的逐渐增加,传统的清胶方式清胶效率低、清胶效果差,其已经不能满足生产需求。
技术实现要素:
3.本发明要解决的技术问题是为了克服现有技术中清胶效率低、清胶效果差的缺陷,提供一种屏幕清胶机的控制方法、计算设备和清胶系统。
4.本发明是通过下述技术方案来解决上述技术问题:
5.一种屏幕清胶机的控制方法,所述屏幕清胶机包括用于清胶的刮刀,所述控制方法包括:
6.获取所述刮刀的偏移角度(θ),其中所述偏移角度(θ)为刮刀与竖直z轴的夹角;
7.根据所述偏移角度(θ)计算预定竖直距离,其中所述预定竖直距离为刮刀从当前刮胶位置移动至下一刮胶位置时沿竖直z轴的移动距离;
8.根据所述偏移角度(θ)计算预定水平距离,其中所述预定水平距离为当所述刮刀从当前刮胶位置移动至下一刮胶位置时,屏幕沿水平x轴移动使得所述刮刀和所述屏幕交接的位置相对不变的距离;
9.控制所述屏幕沿水平x轴移动预定水平距离;
10.控制所述刮刀沿竖直z轴下降预定竖直距离。
11.本发明中,刮刀具有偏移角度(θ),即刮刀与竖直z轴具有夹角,刮刀并不完全垂直于屏幕,从而可以保证靠近屏幕上层的胶料被清理得更加彻底,更好地模拟出手动清胶的效果;通过获取刮刀的偏移角度,并根据偏移角度计算出刮刀从当前刮胶位置移动至下一刮胶位置时,刮刀需要沿竖直z轴的移动距离以及屏幕需要沿水平x轴的移动距离,从而使得刮刀和屏幕交接的位置保持相对不变,进而保证了刮刀在下降过程中刮刀与屏幕之间的压力保持不变,避免了由于压力过大而刮伤屏幕或压力过小而无法有效清除溢胶,从而保证了压力的范围,改善了刮胶的效果,提高了刮胶的效率。
12.可选地,所述偏移角度(θ)为所述刮刀与竖直z轴的夹角。
13.可选地,所述获取所述屏幕清胶机的刮刀的偏移角度(θ)的步骤包括:
14.在所述屏幕对准所述刮刀的起始刮胶位置时,获取所述屏幕的起始水平坐标(x1)和所述刮刀的起始竖直坐标(z1);
15.在所述屏幕对准所述刮刀的终止刮胶位置时,获取所述屏幕的末端水平坐标(x2)和所述刮刀的末端竖直坐标(z2),其中所述起始竖直坐标(z1)高于所述末端竖直坐标
(z2);
16.根据所述起始水平坐标(x1)、所述起始竖直坐标(z1)、所述末端水平坐标(x2)、所述末端竖直坐标(z2)计算所述刮刀的偏移角度(θ)。
17.可选地,所述刮刀的偏移角度(θ)可从下面等式中确定:
18.θ=-arctan[(x
1-x2)/(z
1-z2)]
×
180/π
[0019]
其中,x1为所述起始水平坐标,x2为所述末端水平坐标,z1为所述起始竖直坐标,z2为所述末端竖直坐标。
[0020]
本发明中,根据起始水平坐标(x1)、起始竖直坐标(z1)、末端水平坐标(x2)、末端竖直坐标(z2)可计算出刮刀当前准确的偏移角度(θ),使得即使在刮刀的安装角度存在误差的情况下,也能得到准确的偏移角度(θ),无需额外的参数设置和设备调试。
[0021]
可选地,
[0022]
所述刮刀的起始刮胶位置是所述刮刀第一次与所述屏幕对准的位置;
[0023]
所述刮刀自所述起始刮胶位置起每次下降一格;
[0024]
所述刮刀的末端刮胶位置是所述刮刀降低到最低一格时与所述屏幕对准的位置,且在所述末端刮胶位置处的所述屏幕与所述刮刀之间的终止压力同在所述起始刮胶位置处的所述屏幕与所述刮刀之间的起始压力相一致。
[0025]
可选地,所述根据所述偏移角度(θ)计算预定竖直距离和预定水平距离的步骤,进一步包括:
[0026]
计算所述下一刮胶位置与所述起始刮胶位置的间距;
[0027]
计算所述偏移角度(θ)的余弦值;
[0028]
所述预定竖直距离为所述偏移角度(θ)的余弦值与所述间距的积。
[0029]
可选地,所述根据所述偏移角度(θ)计算预定竖直距离和预定水平距离的步骤,进一步包括:
[0030]
计算所述偏移角度(θ)的正弦值;
[0031]
所述预定水平距离为所述偏移角度(θ)的正弦值与所述间距的积。
[0032]
本发明中,通过刮刀当前准确的偏移角度(θ)和三角函数公式即可得到在使刮刀和屏幕间的压力保持稳定的情况下,刮刀每下降一格,刮刀需要移动的预定竖直距离和屏幕需要移动的预定水平距离,无需额外的参数设置。
[0033]
一种计算设备,包括:至少一个存储器和至少一个处理器;
[0034]
所述至少一个存储器,用于存储机器可读程序;
[0035]
所述至少一个处理器,用于调用所述机器可读程序,执行权利要求1至7中任一所述的控制方法。
[0036]
一种清胶系统,包括:
[0037]
偏移角度(θ)获取模块,其中所述偏移角度(θ)获取模块用于获取刮刀的偏移角度(θ),其中所述偏移角度(θ)为所述刮刀与水平x轴的夹角;
[0038]
预定竖直距离计算模块,用于根据所述偏移角度(θ)计算预定竖直距离,其中所述预定竖直距离为刮刀从当前刮胶位置移动至下一刮胶位置时沿竖直z轴的移动距离;
[0039]
预定水平距离计算模块,用于根据所述偏移角度(θ)计算预定水平距离,其中所述预定水平距离为当所述刮刀从当前刮胶位置移动至下一刮胶位置时,所述屏幕沿水平x轴
移动使得所述刮刀和所述屏幕交接的位置相对不变的距离;
[0040]
屏幕控制模块,用于控制所述屏幕沿水平x轴移动预定水平距离;
[0041]
刮刀控制模块,用于控制所述刮刀沿竖直z轴下降预定竖直距离。
[0042]
本发明的积极进步效果在于:本发明的刮刀具有偏移角度(θ),即刮刀与竖直z轴具有夹角,刮刀并不完全垂直于屏幕,从而可以保证靠近屏幕上层的胶料被清理得更加彻底,更好地模拟出手动清胶的效果;通过获取刮刀的偏移角度,并根据偏移角度计算出刮刀从当前刮胶位置移动至下一刮胶位置时,刮刀需要沿竖直z轴的移动距离以及屏幕需要沿水平x轴的移动距离,从而使得刮刀和屏幕交接的位置保持相对不变,进而保证了刮刀在下降过程中刮刀与屏幕之间的压力保持不变,避免了由于压力过大而刮伤屏幕或压力过小而无法有效清除溢胶,从而保证了压力的范围,改善了刮胶的效果,提高了刮胶的效率。
附图说明
[0043]
以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。其中,
[0044]
图1示出了根据本技术的实施例的屏幕清胶机的刮刀立体图;
[0045]
图2示出了根据本技术的实施例的屏幕清胶机的刮刀与屏幕的位置关系的立体图;
[0046]
图3示出了根据本技术的实施例的屏幕清胶机的刮刀与屏幕的位置关系的主视图;
[0047]
图4示出了根据本技术的实施例的屏幕清胶机的刮刀移动预定竖直距离与屏幕移动预定水平距离的位置关系的主视图;
[0048]
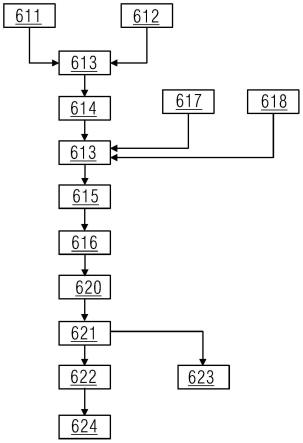
图5示出了根据本技术的实施例的控制方法的流程图。
[0049]
附图标记说明:
[0050]
刮刀 10
[0051]
屏幕 20
[0052]
起始刮胶位置 11
[0053]
终止刮胶位置 12
[0054]
中间刮胶位置 13
[0055]
弹簧 50
[0056]
偏移角度 θ
[0057]
校正起始位置 611
[0058]
校正终止位置 612
[0059]
与 613
[0060]
求得偏移角度 θ614
[0061]
多次执行刮胶 615
[0062]
达到预定刮胶次数 616
[0063]
设置刮刀间隔 617
[0064]
设置预定刮胶次数 618
[0065]
plc程序块计算出水平偏移距离和竖直偏移距离 620
[0066]
启动自动刮胶 621
[0067]
刮刀下降竖直偏移距离 622
[0068]
屏幕向右移动水平偏移距离 623
[0069]
同步刮胶 624
具体实施方式
[0070]
为了对本技术实施例的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术实施例的具体实施方式。
[0071]
实施例1
[0072]
如图1和图2所示,为了更好地模拟出手动清胶的效果,本实施例的屏幕清胶机在清理屏幕侧边溢胶时,屏幕20水平放置,而屏幕清胶机的刮刀10与水平面并不完全垂直,即刮刀10不完全与屏幕20保持垂直,刮刀10与竖直z轴保持一夹角θ,参考图3和图4,这样可以保证靠近屏幕20上层的胶料被清理得更加彻底。
[0073]
如图3和图4所示,在沿着刮刀10长度的方向上,刮刀10具有若干个刮胶位置。如图3所示,靠近刮刀上端的刮胶位置为起始刮胶位置11,靠近刮刀下端的刮胶位置为终止刮胶位置12,起始刮胶位置11和终止刮胶位置12之间具有若干个中间刮胶位置13,其中每个刮胶位置只能完成预定次数的刮胶操作,否则会造成该刮胶位置过度磨损而影响刮胶效果。
[0074]
因此,本实施例的屏幕清胶机在进行刮胶时,当刮刀10的某一刮胶位置达到预定刮胶次数后,刮刀10沿竖直z轴下降一格到达下一刮胶位置,而由于刮刀与竖直z轴具有夹角θ,因此刮刀10下降则屏幕20必须沿水平x轴向右移动,否则会使得下降的刮刀10与屏幕20的交接位置发生变化,进而使得刮刀10与屏幕20之间的压力发生变化,增大产品被刮伤的机率。
[0075]
因此,为了使下降的刮刀与屏幕之间的压力保持稳定,本实施例提供了一种屏幕清胶机的控制方法,包括:
[0076]
s101:获取刮刀的偏移角度(θ),其中偏移角度(θ)为刮刀与竖直z轴的夹角;
[0077]
s102:根据偏移角度(θ)计算预定竖直距离,其中预定竖直距离为刮刀从当前刮胶位置移动至下一刮胶位置时沿竖直z轴的移动距离;
[0078]
s103:根据偏移角度(θ)计算预定水平距离,其中预定水平距离为当刮刀从当前刮胶位置移动至下一刮胶位置时,屏幕沿水平x轴移动使得刮刀和屏幕交接的位置相对不变的距离;
[0079]
s104:控制屏幕沿水平x轴移动预定水平距离;
[0080]
s105:控制刮刀沿竖直z轴下降预定竖直距离。
[0081]
在本实施例中,步骤s102和步骤103可以同时进行,也可以不区分先后顺序分别进行;步骤s104和步骤s105可以同时进行,也可以先控制屏幕沿水平x轴移动预定水平距离,再控制刮刀沿竖直z轴下降预定竖直距离,以避免由于屏幕的位置暂时不变而刮刀下降导致刮刀和屏幕交接的位置发生变化,进而导致刮刀与屏幕间的压力变化而损伤屏幕。本实施例中,刮刀具有偏移角度(θ),即刮刀与竖直z轴具有夹角,刮刀并不完全垂直于屏幕,从而可以保证靠近屏幕上层的胶料被清理得更加彻底,更好地模拟出手动清胶的效果;通过获取刮刀的偏移角度,并根据偏移角度计算出刮刀从当前刮胶位置移动至下一刮胶位置时,刮刀需要沿竖直z轴的移动距离以及屏幕需要沿水平x轴的移动距离,从而使得刮刀和
屏幕交接的位置保持相对不变,进而保证了刮刀在下降过程中刮刀与屏幕之间的压力保持不变,避免了由于压力过大而刮伤屏幕或压力过小而无法有效清除溢胶,从而保证了压力的范围,改善了刮胶的效果,提高了刮胶的效率。
[0082]
如图3所示,偏移角度(θ)为刮刀10与竖直z轴的夹角。于其他实施例中,还可将偏移角度(θ)设置为刮刀与水平x轴的夹角。
[0083]
本实施例中,步骤s101包括:
[0084]
s1011:在屏幕对准刮刀的起始刮胶位置时,获取屏幕的起始水平坐标(x1)和刮刀的起始竖直坐标(z1);
[0085]
s0112:在屏幕对准刮刀的终止刮胶位置时,获取屏幕的末端水平坐标(x2)和刮刀的末端竖直坐标(z2),其中起始竖直坐标(z1)高于末端竖直坐标(z2);
[0086]
s1013:根据起始水平坐标(x1)、起始竖直坐标(z1)、末端水平坐标(x2)、末端竖直坐标(z2)计算刮刀的偏移角度(θ)。
[0087]
s1013:刮刀的偏移角度(θ)可从下面等式中确定:
[0088]
θ=-arctan[(x
1-x2)/(z
1-z2)]
×
180/π
[0089]
其中,x1为起始水平坐标,x2为末端水平坐标,z1为起始竖直坐标,z2为末端竖直坐标。由于实际设备x轴向右为正方向,即x1小于x2,计算结果需要取反才能获得大小为正的偏移角度。
[0090]
本实施例中,根据起始水平坐标(x1)、起始竖直坐标(z1)、末端水平坐标(x2)、末端竖直坐标(z2)可计算出刮刀的偏移角度(θ),使得即使在刮刀的安装角度存在误差的情况下,也能得到准确的偏移角度,无需额外的参数设置和设备调试。
[0091]
于其他实施例中,可通过其他方式获取刮刀的准确的偏移角度(θ),如使用角度传感器。
[0092]
本实施例中,刮刀的起始刮胶位置是刮刀第一次与屏幕对准的位置;刮刀自起始刮胶位置起每次下降一格;刮刀的末端刮胶位置是刮刀降低到最低一格时与屏幕对准的位置,且在末端刮胶位置处的屏幕与刮刀之间的终止压力同在起始刮胶位置处的屏幕与刮刀之间的起始压力相一致。
[0093]
本实施例中,步骤s104进一步包括:
[0094]
s1041:计算下一刮胶位置与起始刮胶位置的间距;
[0095]
s1042:计算偏移角度(θ)的余弦值;
[0096]
s1043:预定竖直距离为偏移角度(θ)的余弦值与间距的积。
[0097]
步骤s105进一步包括:
[0098]
s1051:计算偏移角度(θ)的正弦值;
[0099]
s1052:预定水平距离为偏移角度(θ)的正弦值与间距的积。
[0100]
本实施例中,通过刮刀当前准确的偏移角度(θ)和三角函数公式即可得到在使刮刀和屏幕间的压力保持稳定的情况下,刮刀每下降一格,刮刀需要移动的预定竖直距离和屏幕需要移动的预定水平距离,无需额外的参数设置。
[0101]
如图5所示,首先在停机手动模式下,调试人员控制屏幕移动到刮胶位,即屏幕与刮刀接触的位置,同时控制刮刀移动,使屏幕对准刮刀第一格的位置,即起始刮胶位置。如图2所示,当屏幕压住刮刀后,与刮刀连接的弹簧50会感受到压力并将其转变成电信号传给
传感器,从而得到屏幕对准刮刀第一格的位置时刮刀与屏幕间的压力。记录此时压力表的数值,并将此时水平x轴的位置记为x1,垂直z轴的位置记为z1,即x1为起始水平坐标,z1为起始竖直坐标,此时即完成起始位置的校正。
[0102]
然后,调试人员控制屏幕向右移动,控制刮刀向下移动,使屏幕对准刮刀最后一格的位置,即终止刮胶位置,同时监控压力表的数值,使此时的压力值与屏幕对准刮刀第一格的位置的压力值相等,将此时水平x轴的位置记为x2,垂直z轴的位置记为z2,即x2为末端水平坐标,z2为末端竖直坐标。此时即完成终止位置的校正。
[0103]
此时可通过三角函数公式计算出刮胶偏移角度θ的大小。由于实际设备x轴向右为正方向,即x1小于x2,计算结果需要取反才能获得大小为正的偏移角度,计算公式如3-1。
[0104]
θ=-arctan[(x
1-x2)/(z
1-z2)]
×
180/π
ꢀꢀꢀ
3-1
[0105]
此时便获得了刮刀当前准确的偏移角度θ,将偏移角度θ记录进plc当中,启动plc程序块中的累加器,每当完成一次刮胶,计数器的值累加1,累加器的pv值设置为25,即刮胶次数达到25次时刮刀下降1格。
[0106]
通过当前准确的偏移角度θ和三角函数公式可计算得出刮刀每下降1格之后,水平x轴和垂直z轴的细微偏移距离,计算公式如3-2和3-3。
[0107]
x
offst
=(n-1)
×m×
(sinθ
×
π/180)
ꢀꢀꢀ
3-2
[0108]zoffst
=(n-1)
×m×
(cosθ
×
π/180)
ꢀꢀꢀ
3-3
[0109]
其中x
offst
为水平偏移距离,z
offst
为竖直偏移距离,θ为刮刀的偏移角度,n为当前处于的刮刀格数,m为每格刮刀长度大小。
[0110]
将公式3-1、3-2和3-3编写到plc功能块中,通过移动刮刀和屏幕到起始刮胶位置、终止刮胶位置,并同时监控压力表的数值,得到起始水平坐标x1、起始竖直坐标z1、末端水平坐标x2、末端竖直坐标z2,并将上述坐标x1、z1、x2、和z2赋值给plc功能块的输入,plc功能块将会执行内部运算程序输出刮刀每下降1格后,水平x轴的偏移距离x
offst
和垂直z轴的偏移距离z
offst
。
[0111]
本实施例的控制方法通过提前校验刮刀在起始刮胶位置和终点刮胶位置的坐标,将计算公式封装在plc程序块里,通过调用程序块计算出刮刀当前准确的偏移角度θ,并将其存储在plc的全局数据块中。在设备运行时,每当刮刀下降一格,根据当前准确的偏移角度θ计算出水平x轴的准确的偏移距离x
offst
和垂直z轴的准确的偏移距离z
offst
,保证刮刀和屏幕交接的位置相对不变,从而保证刮刀与屏幕之间的压力值始终保持稳定。
[0112]
实施例2
[0113]
在本实施例中,刮刀的偏移角度(θ)为刮刀与水平x轴的夹角,则偏移角度(θ)可通过三角函数公式计算得出。由于实际设备x轴向右为正方向,即x1小于x2,计算结果需要取反才能获得大小为正的偏移角度,计算公式如4-1。
[0114]
θ=-arctan[(z1-z2)/(x1-x2)]
×
180/π
ꢀꢀꢀ
4-1
[0115]
此时便获得了刮刀当前准确的偏移角度θ,通过当前准确的偏移角度θ和三角函数公式可计算得出刮刀每下降1格之后,水平x轴和垂直z轴的细微偏移距离,计算公式如4-2和4-3。
[0116]
x
offst
=(n-1)
×m×
(cosθ
×
π/180)
ꢀꢀꢀ
4-2
[0117]zoffst
=(n-1)
×m×
(sinθ
×
π/180)
ꢀꢀꢀ
4-3
[0118]
其中x
offst
为水平偏移距离,z
offst
为竖直偏移距离,θ为刮刀的偏移角度,n为当前处于的刮刀格数,m为每格刮刀长度大小。
[0119]
实施例3
[0120]
实施例3为一种清胶系统,用于清理屏幕侧边溢出的胶料,包括:
[0121]
偏移角度(θ)获取模块,其中偏移角度(θ)获取模块用于获取刮刀的偏移角度(θ),其中偏移角度(θ)为刮刀与水平x轴的夹角;
[0122]
预定竖直距离计算模块,用于根据偏移角度(θ)计算预定竖直距离,其中预定竖直距离为刮刀从当前刮胶位置移动至下一刮胶位置时沿竖直z轴的移动距离;
[0123]
预定水平距离计算模块,用于根据偏移角度(θ)计算预定水平距离,其中预定水平距离为当刮刀从当前刮胶位置移动至下一刮胶位置时,屏幕沿水平x轴移动使得刮刀和屏幕交接的位置相对不变的距离;
[0124]
屏幕控制模块,用于控制屏幕沿水平x轴移动预定水平距离;
[0125]
刮刀控制模块,用于控制刮刀沿竖直z轴下降预定竖直距离。
[0126]
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1