喷气嘴及其制造方法与流程
1.本发明涉及一种喷气嘴和制造该喷气嘴的方法。
背景技术:
2.在连续电镀生产线上,需要使用喷气嘴(或称风刀模块)将压缩空气喷射到工件表面上,以将残留在工件表面上的镀液或其他液体吹落,这样可防止避免前后工序镀液交叉污染。喷气嘴的正确使用对于提高电镀质量至关重要,其一般需要提供压缩空气气源,因此喷气嘴对压缩空气的利用率将直接影响产品的电镀质量和能源消耗成本。
3.在现有技术中,常用的喷气嘴的结构比较简单,仅包括一个或多个单一的连通流道,其流道转向也多为直角型,对于压缩气体的利用率并不理想。
4.在现有技术中,喷气嘴的制备一般有两种方式:直接机加工或批量注塑-组装。直接机加工的方式指直接使用传统机加工或数控加工中心直接对塑料块材或管材进行减料加工,其限制之处在于无法加工复杂的流道,而且加工方式不是批量性,存在加工人员或设备差异性的问题。注塑-组装的方式是指将风刀整体或部分零件进行大批量注塑,再辅以必要的组装的方式。整体注塑的方式和机加工方式存在类似的限制因素,只能使用于相对简单的流道应用;若采用注塑-组装的方式(特指将几个部分拆分分别进行注塑生产,再经过必要的组装工序),其密封性可能受到组装工艺的影响,如螺丝不够紧固,零件接缝不密封等,极易造成压缩空气资源的浪费。
技术实现要素:
5.本发明的目的旨在解决现有技术中存在的上述问题和缺陷的至少一个方面。
6.根据本发明的一个方面,提供一种喷气嘴,包括:本体,形成有允许压缩空气流通的压缩空气通路。在所述本体中还形成有与所述压缩空气通路连通的补偿空气通路。在压缩空气流经所述压缩空气通路时,外部空气会经由所述补偿空气通路被抽吸到所述压缩空气通路中,并与所述压缩空气一起被喷出。
7.根据本发明的一个实例性的实施例,所述本体包括在其高度方向上相对的第一端和第二端,所述压缩空气通路包括位于所述本体的第一端的多个压缩空气流出通道,所述多个压缩空气流出通道沿所述本体的宽度方向排成一行。
8.根据本发明的另一个实例性的实施例,所述本体包括在厚度方向上相对的第一侧和第二侧,所述补偿空气通路包括在所述本体的第一侧上的多个第一补偿空气通道,所述多个第一补偿空气通道沿所述本体的宽度方向排成一行并与所述多个压缩空气流出通道分别连通。
9.根据本发明的另一个实例性的实施例,所述补偿空气通路还包括在所述本体的第二侧上的多个第二补偿空气通道,所述多个第二补偿空气通道沿所述本体的宽度方向排成一行并与所述多个压缩空气流出通道分别连通。
10.根据本发明的另一个实例性的实施例,所述压缩空气流出通道沿所述本体的高度
方向延伸,所述第一补偿空气通道和所述第二补偿空气通道分别与所述压缩空气流出通道倾斜相交。
11.根据本发明的另一个实例性的实施例,所述第一补偿空气通道与所述压缩空气流出通道之间的夹角等于所述第二补偿空气通道与所述压缩空气流出通道之间的夹角,并且所述夹角大于90度且小于180度。
12.根据本发明的另一个实例性的实施例,所述第一补偿空气通道和所述第二补偿空气通道对称地布置在所述压缩空气流出通道的两侧。
13.根据本发明的另一个实例性的实施例,所述压缩空气通路还包括位于所述本体的第二端的压缩空气进入通道,压缩空气从所述压缩空气进入通道流入到所述喷气嘴中,并经由所述压缩空气流出通道的出口从所述喷气嘴喷出。
14.根据本发明的另一个实例性的实施例,所述压缩空气通路还包括位于所述本体中的压缩空气容纳腔,所述压缩空气进入通道沿所述本体的高度方向延伸并与所述压缩空气容纳腔连通。
15.根据本发明的另一个实例性的实施例,所述压缩空气通路还包括多个压缩空气连接通道,所述压缩空气连接通道的直径小于所述压缩空气流出通道的直径,并且所述多个压缩空气连接通道将所述多个压缩空气流出通道分别连接至所述压缩空气容纳腔。
16.根据本发明的另一个实例性的实施例,所述多个压缩空气连接通道分别沿所述本体的高度方向延伸,并且任一个所述压缩空气连接通道的中心轴线和与之对应的一个压缩空气流出通道的中心轴线重合。
17.根据本发明的另一个实例性的实施例,任一个所述压缩空气流出通道的输入端和与之对应的一个第一空气补充通道的输出端、与之对应的一个第二空气补充通道的输出端以及与之对应的一个压缩空气连接通道的输出端交汇于一处。
18.根据本发明的另一个实例性的实施例,所述压缩空气容纳腔包括朝向所述压缩空气连接通道逐渐缩小的锥形过渡腔。
19.根据本发明的另一个实例性的实施例,在所述压缩空气进入通道的入口的内壁上形成有适于与压缩空气供应设备上的管接头螺纹连接的内螺纹。
20.根据本发明的另一个实例性的实施例,所述本体包括块状的主体部和柱状的接头部,所述接头部适于与压缩空气供应设备上的管接头连接。
21.根据本发明的另一个实例性的实施例,所述压缩空气进入通道形成在所述接头部中,所述压缩空气容纳腔、所述压缩空气连接通道、所述压缩空气流出通道、所述第一空气补充通道和所述第二空气补充通道形成在所述主体部中。
22.根据本发明的另一个实例性的实施例,所述喷气嘴用于将镀液或其他液体从工件表面上吹落。
23.根据本发明的另一个方面,提供一种喷气嘴的制造方法,包括以下步骤:
24.s100:提供一种与待制造的喷气嘴中的压缩空气通路和空气补偿通路一致的实体支撑件;
25.s200:采用3d打印工艺在所述实体支撑件上打印出喷气嘴的本体;
26.s300:去除所述本体中的实体支撑件,从而获得具有所述压缩空气通路和所述空气补偿通路的喷气嘴。
27.根据本发明的一个实例性的实施例,所述实体支撑件由融化温度低于所述喷气嘴的本体的材料制成;在所述步骤s300中,对所述实体支撑件进行加热,使得所述实体支撑件融化并从所述本体中流出,从而在所述本体中形成所述压缩空气通路和所述空气补偿通路。
28.根据本发明的另一个实例性的实施例,所述实体支撑件可溶于一种腐蚀液,但所述喷气嘴的本体不溶于所述腐蚀液;在所述步骤s300中,将打印出的本体浸泡到所述腐蚀液,使得所述实体支撑件被溶解到所述腐蚀液中,从而在所述本体中形成所述压缩空气通路和所述空气补偿通路。
29.在根据本发明的前述各个实施例中,外部空气可经由补偿空气通道被抽吸到压缩空气通路中,并与压缩空气一起被喷出。因此,本发明可节约压缩空气的使用量和提高压缩空气的利用率,从而有利于提高电镀产品的质量。
30.通过下文中参照附图对本发明所作的描述,本发明的其它目的和优点将显而易见,并可帮助对本发明有全面的理解。
附图说明
31.图1显示根据本发明的一个实例性的实施例的喷气嘴的立体示意图;
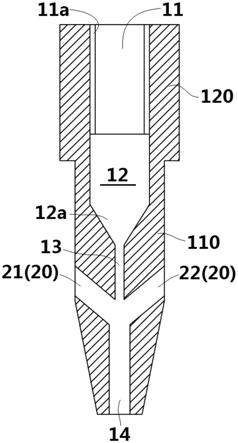
32.图2显示根据本发明的一个实例性的实施例的喷气嘴的宽度方向的剖视图;
33.图3显示根据本发明的一个实例性的实施例的喷气嘴的厚度方向的剖视图。
具体实施方式
34.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。在说明书中,相同或相似的附图标号指示相同或相似的部件。下述参照附图对本发明实施方式的说明旨在对本发明的总体发明构思进行解释,而不应当理解为对本发明的一种限制。
35.另外,在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本披露实施例的全面理解。然而明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。在其他情况下,公知的结构和装置以图示的方式体现以简化附图。
36.根据本发明的一个总体技术构思,提供一种喷气嘴,包括:本体,形成有允许压缩空气流通的压缩空气通路。在所述本体中还形成有与所述压缩空气通路连通的补偿空气通路。在压缩空气流经所述压缩空气通路时,外部空气会经由所述补偿空气通路被抽吸到所述压缩空气通路中,并与所述压缩空气一起被喷出。
37.图1显示根据本发明的一个实例性的实施例的喷气嘴的立体示意图;图2显示根据本发明的一个实例性的实施例的喷气嘴的宽度方向的剖视图;图3显示根据本发明的一个实例性的实施例的喷气嘴的厚度方向的剖视图。
38.如图1至图3所示,在图示的实施例中,该喷气嘴主要包括本体110、120。在本体110、120中形成有允许压缩空气流通的压缩空气通路11、12、13、14。
39.如图1至图3所示,在图示的实施例中,在本体110、120中还形成有与压缩空气通路11、12、13、14连通的补偿空气通路20。在压缩空气流经压缩空气通路11、12、13、14时,外部空气会经由补偿空气通道20被抽吸到压缩空气通路11、12、13、14中,并与压缩空气一起被喷出。因此,本发明可节约压缩空气的使用量和提高压缩空气的利用率。
40.如图1至图3所示,在图示的实施例中,本体110、120包括在其高度方向上相对的第一端和第二端,压缩空气通路11、12、13、14包括位于本体110、120的第一端的多个压缩空气流出通道14,多个压缩空气流出通道14沿本体110、120的宽度方向排成一行。
41.如图1至图3所示,在图示的实施例中,本体110、120包括在厚度方向上相对的第一侧和第二侧,补偿空气通路20包括在本体110、120的第一侧上的多个第一补偿空气通道21,多个第一补偿空气通道21沿本体110、120的宽度方向排成一行并与多个压缩空气流出通道14分别连通。
42.如图1至图3所示,在图示的实施例中,补偿空气通路20还包括在本体110、120的第二侧上的多个第二补偿空气通道22,多个第二补偿空气通道22沿本体110、120的宽度方向排成一行并与多个压缩空气流出通道14分别连通。
43.如图1至图3所示,在图示的实施例中,压缩空气流出通道14沿本体110、120的高度方向延伸,第一补偿空气通道21和第二补偿空气通道22分别与压缩空气流出通道14倾斜相交。
44.如图1至图3所示,在图示的实施例中,第一补偿空气通道21与压缩空气流出通道14之间的夹角等于第二补偿空气通道22与压缩空气流出通道14之间的夹角,并且夹角大于90度且小于180度。例如,该夹角可以为120度、130度、140度、150度、160度或其他合适的角度。
45.如图1至图3所示,在图示的实施例中,第一补偿空气通道21和第二补偿空气通道22对称地布置在压缩空气流出通道14的两侧。
46.如图1至图3所示,在图示的实施例中,压缩空气通路11、12、13、14还包括位于本体110、120的第二端的压缩空气进入通道11,压缩空气从压缩空气进入通道11流入到喷气嘴中,并经由压缩空气流出通道14的出口从喷气嘴喷出。
47.如图1至图3所示,在图示的实施例中,压缩空气通路11、12、13、14还包括位于本体110、120中的压缩空气容纳腔12,压缩空气进入通道11沿本体110、120的高度方向延伸并与压缩空气容纳腔12连通。
48.如图1至图3所示,在图示的实施例中,压缩空气通路11、12、13、14还包括多个压缩空气连接通道13,压缩空气连接通道13的直径小于压缩空气流出通道14的直径,并且多个压缩空气连接通道13将多个压缩空气流出通道14分别连接至压缩空气容纳腔12。
49.如图1至图3所示,在图示的实施例中,多个压缩空气连接通道13分别沿本体110、120的高度方向延伸,并且任一个压缩空气连接通道13的中心轴线和与之对应的一个压缩空气流出通道14的中心轴线重合。
50.如图1至图3所示,在图示的实施例中,任一个压缩空气流出通道14的输入端和与之对应的一个第一空气补充通道21的输出端、与之对应的一个第二空气补充通道22的输出端以及与之对应的一个压缩空气连接通道13的输出端交汇于一处。
51.如图1至图3所示,在图示的实施例中,压缩空气容纳腔12包括朝向压缩空气连接通道13逐渐缩小的锥形过渡腔12a。
52.如图1至图3所示,在图示的实施例中,在压缩空气进入通道11的入口的内壁上形成有适于与压缩空气供应设备上的管接头螺纹连接的内螺纹11a。
53.如图1至图3所示,在图示的实施例中,本体110、120包括块状的主体部110和柱状
的接头部120,接头部120适于与压缩空气供应设备上的管接头连接。
54.如图1至图3所示,在图示的实施例中,压缩空气进入通道11形成在接头部120中,压缩空气容纳腔12、压缩空气连接通道13、压缩空气流出通道14、第一空气补充通道21和第二空气补充通道22形成在主体部110中。
55.如图1至图3所示,在图示的实施例中,喷气嘴用于将镀液或其他液体从工件表面上吹落。本发明的喷气嘴能够提高电镀产品的质量。
56.如图1至图3所示,在本发明的另一个实例性的实施例中,还公开一种喷气嘴的制造方法,包括以下步骤:
57.s100:提供一种与待制造的喷气嘴中的压缩空气通路11、12、13、14和空气补偿通路20一致的实体支撑件(未图示);
58.s200:采用3d打印工艺在实体支撑件上打印出喷气嘴的本体110、120;
59.s300:去除本体110、120中的实体支撑件,从而获得具有压缩空气通路11、12、13、14和空气补偿通路20的喷气嘴。
60.如图1至图3所示,在本发明的一个实例性的实施例中,实体支撑件由融化温度低于喷气嘴的本体110、120的材料制成,例如,实体支撑件可以由蜡制成,喷气嘴的本体110、120可以由塑料制成。在步骤s300中,可以通过对实体支撑件进行加热,使得实体支撑件融化并从本体110、120中流出,从而在本体110、120中形成压缩空气通路11、12、13、14和空气补偿通路20。例如,可以将打印出的本体110、120悬挂在烘箱内或放置在60-70摄氏度水槽中,这样就可以去除本体110、120中的实体支撑件。
61.如图1至图3所示,在本发明的另一个实例性的实施例中,实体支撑件可溶于一种腐蚀液,但喷气嘴的本体110、120不溶于该腐蚀液。在步骤s300中,将打印出的本体110、120浸泡到腐蚀液,使得实体支撑件被溶解到腐蚀液中,从而在本体110、120中形成压缩空气通路11、12、13、14和空气补偿通路20。
62.本领域的技术人员可以理解,上面所描述的实施例都是示例性的,并且本领域的技术人员可以对其进行改进,各种实施例中所描述的结构在不发生结构或者原理方面的冲突的情况下可以进行自由组合。
63.虽然结合附图对本发明进行了说明,但是附图中公开的实施例旨在对本发明优选实施方式进行示例性说明,而不能理解为对本发明的一种限制。
64.虽然本总体发明构思的一些实施例已被显示和说明,本领域普通技术人员将理解,在不背离本总体发明构思的原则和精神的情况下,可对这些实施例做出改变,本发明的范围以权利要求和它们的等同物限定。
65.应注意,措词“包括”不排除其它元件或步骤,措词“一”或“一个”不排除多个。另外,权利要求的任何元件标号不应理解为限制本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1