级配砂石智能破碎生产系统的制作方法
[0001]
本发明涉及破碎机技术领域,更具体地说,它涉及级配砂石智能破碎生产系统。
背景技术:
[0002]
矿石资源是人类社会生存和发展的物质基础,在人类的日常活动中发挥着不可替代的作用,从自然界中获得的矿石资源的体积一般都是参差不齐且一般体积都偏大,为了将这些矿石资源运用到人类社会中,对矿石进行破碎是加工的第一步也是最重要的一步。破碎机对矿石进行破碎可得到不同体积规格的矿石产品,在传统的破碎工艺中,对矿石的破碎可分为粗碎、二次破碎、精碎等方式,破碎的方式不同,使用的破碎设备也不同。近年来,随着我国基础设施建设大力发展,对基层材料的需求量巨大,对材料品质提出了越来越高的要求。由于级配砂石材料具有良好的承载能力和抗变形性能,在我国储量丰富,故在道路工程中得到认可,多用于铺筑路面基层,推广应用前景看好。由于级配砂石是由粗、细碎石集料和石屑各占一定比例混合而成的混合料,目前生产级配砂石的方法一般是分别通过不同的破碎机生产线生产出不同体积的石料,然后将这些不同体积的石料混合起来,然而,这种生产方法需要多条破碎机生产线,企业成本高,而且智能化程度低,生产效率不能进一步提高。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明的目的在于提供级配砂石智能破碎生产系统,通过智能化控制能同时产出多种体积规格的石料,并将不同规格的石料混合来生产级配砂石,提高了级配砂石的生产效率。
[0004]
本发明的上述技术目的是通过以下技术方案得以实现的:
[0005]
级配砂石智能破碎生产系统,包括分别设置在隔音室内并依次由传输带连接的进料给料机、颚式破碎机、第一圆锥破碎机、第二圆锥破碎机和出料装置,所述隔音室内设有除尘装置,所述传输带设有防尘罩;
[0006]
所述进料给料机与颚式破碎机连通,所述颚式破碎机的出料口设有第一成品筛,第一成品筛通过传输带与第一中间给料机连接,所述中间给料机通过传输带与第一圆锥破碎机连接,所述第一圆锥破碎机的出料口设有第二成品筛,第二成品筛通过传输带与料仓连接,所述料仓的出料口设有第二中间给料机,所述料仓通过第二中间给料机和传输带与第二圆锥破碎机连接,所述第二圆锥破碎机的出料口与出料装置连接,所述出料装置包括依次通过传输带连接的第三成品筛和第四成品筛,所述第二圆锥破碎机的出料口与第三成品筛连接,从第三成品筛和第四成品筛处可得到不同体积规格的产品;
[0007]
所述传输带、进料给料机、颚式破碎机、第一成品筛、第一圆锥破碎机、第二成品筛、第二圆锥破碎机、第三成品筛和第四成品筛均与总控制系统电连接,所述总控制系统包括plc控制器及与plc控制器电连接的温度传感器、压力传感器和位移传感器,所述进料给料机、颚式破碎机、第一成品筛、第一圆锥破碎机、第二成品筛、第二圆锥破碎机、第三成品
筛和第四成品筛内均设有所述温度传感器和压力传感器,所述传输带上设有位移传感器;
[0008]
所述第一成品筛的出料口设有第一转运传送带,第一转运传送带的出料端与第一转运桶连接,第二成品筛的出料口下方设有第二转运传送带,第二转运传送带的出料端与第二转运桶连接,第三成品筛的出料口下方设有第三转运传送带,第三转运传送带的出料端与第三转运桶连接,第四成品筛的出料口下方设有第四转运传送带,第四转运传送带的出料端与第四转运桶连接,所述第一转运桶、第二转运桶、第三转运桶和第四转运桶内均设有与plc控制器电连接的称重传感器,所述第一转运桶、第二转运桶、第三转运桶和第四转运桶的出料口均与搅拌机的进料口连接。
[0009]
在其中一个实施例中,所述第一转运桶、第二转运桶、第三转运桶和第四转运桶均包括桶体及设置在桶体内的缓存层和出料层,所述缓存层位于出料层的上方,所述缓存层包括由第一电机驱动的可开合的缓存板,所述出料层包括由第二电机驱动的可开合的出料板,出料板内设有称重传感器,所述第一电机和第二电机均与plc控制器电连接,所述出料板的开口朝向搅拌机的进料口,当不同体积规格的石料进入相应的转运桶时,缓存层的缓存板开启,出料层的出料板关闭,石料直接落入出料板上,当出料板上的石料重量达到称重传感器设定的重量时,称重传感器将信息反馈至plc控制器处,plc控制器控制第一电机启动以关闭缓存板及控制第二电机启动以开启出料板,后续的石料先进入缓存板暂时存放同时出料板上的石料进入搅拌机,然后称重传感器将信息反馈至plc控制器处,plc控制器控制第一电机启动以开启缓存板及控制第二电机启动以关闭出料板,在缓存板暂存的石料进入出料板上,等待下一次出料板开启。
[0010]
在其中一个实施例中,所述第一圆锥破碎机的出料口设有泥筛,所述泥筛通过传输带与第二成品筛连接,回收经过第一圆锥破碎机粉碎后矿石中带有或产生的泥粉,有利于后续的进一步破碎,所述泥筛是2ykrg2655泥筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是600-1000t/h,所述泥筛的数量是两台。
[0011]
在其中一个实施例中,在所述第二圆锥破碎机的上方设有天仓,所述第二中间给料机通过传输带与天仓连接,所述天仓与第二圆锥破碎机连接。
[0012]
在其中一个实施例中,所述天仓下方设有多个第二圆锥破碎机,所述天仓均与多个第二圆锥破碎机连接。
[0013]
在其中一个实施例中,所述第三成品筛的出料口设有连接料仓的传输带,将体积较大的矿石返回第二圆锥破碎机前进行再一次破碎。
[0014]
在其中一个实施例中,所述总控制系统还包括plc显示屏和监控系统,所述plc显示屏与plc控制器通讯连接,监控系统的摄像头设置在隔音室内及传输带上方。
[0015]
在其中一个实施例中,所述进料给料机是zsw1960给料机,所述第一中间给料机和第二中间给料机均是wl1423给料机。
[0016]
在其中一个实施例中,所述颚式破碎机是pe1600b颚式破碎机,所述pe1600b颚式破碎机的数量是一台;所述第一圆锥破碎机是cm800b单缸液压圆锥机,所述cm800b单缸液压圆锥机的数量是一台;所述第二圆锥破碎机是ph-5多缸液压圆锥破碎机,所述ph-5多缸液压圆锥破碎机的数量是四台;
[0017]
颚式破碎机、第一圆锥破碎机和第二圆锥破碎机的处理能力要相配套,颚式破碎机作为粗碎的设备,是整个生产系统的起点,颚式破碎机的处理能力要与进料给料机的处
理能力匹配,第一圆锥机的处理能力和数量与颚式破碎机匹配,能完全处理从颚式破碎机出来的矿石,第二圆锥机的处理能力和数量与第一圆锥机匹配,能完全处理从第一圆锥机出来的矿石。
[0018]
在其中一个实施例中,所述第一成品筛是2ykrg3070振动筛,所述2ykrg3070振动筛数量是四台;所述第二成品筛是2ykrg3070振动筛,所述2ykrg3070振动筛数量是四台;所述第三成品筛是2ykrg3070振动筛,所述2ykrg3070振动筛数量是四台,所述第四成品筛是2ykrg2670振动筛,所述2ykrg2670振动筛数量是四台。
[0019]
在其中一个实施例中,所述颚式破碎机、第一圆锥破碎机和第二圆锥破碎机的排料口由液压调整装置控制,所述液压调整装置与plc控制器电连接,液压调整装置接收plc控制器的电信号来驱使液压推动缸调整排料口。
[0020]
级配砂石智能破碎生产系统的生产工艺,如下所述,
[0021]
从矿场采集到的石料进入颚式破碎机进行初步粉碎得到粗碎石,经初步粉碎后的石料进入第一圆锥破碎机进行二次破碎得到中碎石,粗碎石经过泥筛,将泥粉筛选出来,中碎石进入第二圆锥破碎机进行三次破碎得到细碎石;
[0022]
粗碎石经第一成品筛的筛选,部分粗碎石通过第一转运传送带进入第一转运桶中,其余粗碎石进入第一圆锥破碎机进行后续破碎,当第一转运桶内粗碎石重量达到称重传感器设定的重量时,粗碎石进入搅拌机内等待搅拌;
[0023]
中碎石经第二成品筛的筛选,部分中碎石通过第二转运传送带进入第二转运桶中,其余中碎石进入第二圆锥破碎机进行后续破碎,当第二转运桶内中碎石重量达到称重传感器设定的重量时,中碎石进入搅拌机内等待搅拌;
[0024]
细碎石经第三成品筛和第四成品筛的筛选,部分细碎石通过第三转运传送带和第四转运传送带分别进入第三转运桶和第四转运桶中,其余细碎石进出料,当第三转运桶和第四转运桶内细碎石重量分别达到称重传感器设定的重量时,细碎石进入搅拌机内等待搅拌;
[0025]
搅拌机启动,将搅拌机内的粗碎石、中碎石和细碎石及其他辅助材料搅拌混合均匀形成级配砂石。
[0026]
本发明具有以下有益效果:
[0027]
本发明的传输带连接的进料给料机、颚式破碎机、第一圆锥破碎机、第二圆锥破碎机和出料装置均设置在具有除尘装置的隔音室中,传输带设有防尘罩,有效地减少噪音和粉尘对周围环境的影响,本发明设有总控制系统,由总控制系统来控制本发明的各个设备,智能化程度高,通过压力传感器、温度传感器和位移传感器来监测本发明各个设备的运行状况,有利于安全生产;本发明的设有第一成品筛、第二成品筛、第三成品筛和第四成品筛,可得到不同体积规格的产品,同时根据级配砂石的混合比例需求,可选择第一转运桶、第二转运桶、第三转运桶和第四转运桶中至少两种体积规格的石料混合,通过总控制器系统的控制,实现不同体积规格的石料从破碎机到搅拌机的智能化生产。
附图说明
[0028]
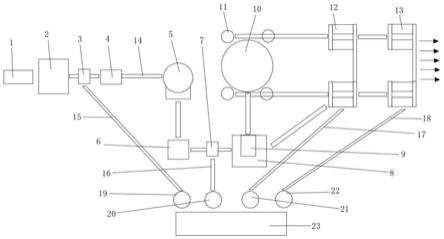
图1是本发明的整体示意图;
[0029]
图2是本发明的第一转运桶的结构示意图。
[0030]
图中:1-进料给料机,2-颚式破碎机,3-第一成品筛,4-第一中间给料机,5-第一圆锥破碎机,6-泥筛,7-第二成品筛,8-料仓,9-第二中间给料机,10-天仓,11-第二圆锥破碎机,12-第三成品筛,13-第四成品筛,14-传输带,15-第一转运传送带,16-第二转运传送带,17-第三转运传送带,18-第四转运传送带,19-第一转运桶,20-第二转运桶,21-第三转运桶,22-第四转运桶,23-搅拌机,24-第一电机,25-缓存板,26-第二电机,27-出料板。
具体实施方式
[0031]
下面结合附图和实施例,对本发明进行详细描述。
[0032]
值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
[0033]
如图1和图2所示。
[0034]
级配砂石智能破碎生产系统,包括分别设置在隔音室内并依次由传输带14连接的进料给料机1、颚式破碎机2、第一圆锥破碎机5、第二圆锥破碎机11和出料装置,隔音室内设有除尘装置,传输带14设有防尘罩;
[0035]
进料给料机1与颚式破碎机2连通,颚式破碎机2的出料口设有第一成品筛3,第一成品筛3通过传输带14与第一中间给料机4,中间给料机通过传输带14与第一圆锥破碎机5连接,第一圆锥破碎机5的出料口依次设有泥筛6和第二成品筛7,第二成品筛7通过传输带14与料仓8连接,回收经过第一圆锥破碎机5粉碎后矿石中带有或产生的泥粉,有利于后续的进一步破碎,料仓8的出料口设有第二中间给料机9,在第二圆锥破碎机11的上方设有天仓10,第二中间给料机9通过传输带14与天仓10连接,所述天仓10与第二圆锥破碎机11连接,第二圆锥破碎机11的出料口与第三成品筛12连接,第三成品筛12通过传输带14与第四成品筛13连接,从第三成品筛12处可得到直径为26-31.5mm的建房用石料或公路建设用石料,从第四成品筛13处可得到石粉,直径为5-10mm的石料和直径为10-26mm的石料。
[0036]
优选地,进料给料机1是zsw1960给料机,允许最大给料粒度不大于1200mm,振幅范围是14-22mm,处理能力是1000-1500t/h;所述第一中间给料机4和第二中间给料机9均是wl1423给料机,允许最大给料粒度不大于400mm,振幅范围是7-9mm,处理能力是1000-1500t/h。
[0037]
优选地,泥筛6是2ykrg2655泥筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是600-1000t/h,所述泥筛6的数量是两台。
[0038]
优选地,颚式破碎机2是pe1600b颚式破碎机,允许最大给料粒度不大于1100mm,排矿口调整范围是150-350mm,设计排矿粒度范围是0-400mm,处理能力是800-1300t/h,设计排矿口是280mm,所述pe1600b颚式破碎机的数量是一台;第一圆锥破碎机5是cm800b单缸液压圆锥机,允许最大给料粒度不大于400mm,最小排矿口调整是30mm,设计排矿粒度是150mm,处理能力是1000-1500t/h,设计排矿口是85mm,所述cm800b单缸液压圆锥机的数量是一台;第二圆锥破碎机11是ph-5多缸液压圆锥破碎机,允许最大给料粒度不大于150mm,排矿口调整范围是20-38mm,设计排矿粒度范围是0-40mm,处理能力是450-550t/h,设计排矿口是40mm,所述ph-5多缸液压圆锥破碎机的数量是四台。
[0039]
颚式破碎机2、第一圆锥破碎机5和第二圆锥破碎机11的处理能力要相配套,颚式破碎机2作为粗碎的设备,是整个生产系统的起点,颚式破碎机2的处理能力要与进料给料
机1的处理能力匹配,pe1600b颚式破碎机的处理能力是800-1300t/h,zsw1960给料机处理能力是1000-1500t/h,两者的处理能力接近;
[0040]
第一圆锥机的处理能力和数量与颚式破碎机2匹配,能完全处理从颚式破碎机2出来的矿石,cm800b单缸液压圆锥机的处理能力是1000-1500t/h,与pe1600b颚式破碎机接近,两者可匹配使用,cm800b单缸液压圆锥机的处理能力也与wl1423给料机的处理能力接近,两者可匹配使用;
[0041]
第二圆锥机的处理能力和数量与第一圆锥机匹配,能完全处理从第一圆锥机出来的矿石,ph-5多缸液压圆锥破碎机的处理能力是450-550t/h,数量是四台,四台ph-5多缸液压圆锥破碎机的处理能力超过cm800b单缸液压圆锥机的处理能力,两者可匹配使用,四台ph-5多缸液压圆锥破碎机的处理能力也与wl1423给料机的处理能力接近,两者可匹配使用。
[0042]
优选地,第一成品筛3是2ykrg3070振动筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是500-800t/h,2ykrg3070振动筛数量是四台;第二成品筛7是2ykrg3070振动筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是500-800t/h,2ykrg3070振动筛数量是四台;第三成品筛12是2ykrg3070振动筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是500-800t/h,2ykrg3070振动筛数量是四台,四台2ykrg3070振动筛的处理能力超过四台ph-5多缸液压圆锥破碎机的处理能力,两者可匹配使用;第四成品筛13是2ykrg2670振动筛,入料粒度不大于500mm,振幅范围是10-14mm,处理能力是300-600t/h,2ykrg2670振动筛数量是四台。
[0043]
从上述描述可知,本发明可同时生产不同体积规格的石料。
[0044]
本发明的传输带14、进料给料机1、颚式破碎机2、第一成品筛3、第一圆锥破碎机5、泥筛6、第二成品筛7、第二圆锥破碎机11、第三成品筛12和第四成品筛13均与总控制系统电连接,总控制系统包括plc控制器及与plc控制器电连接的温度传感器、压力传感器和位移传感器,进料给料机1、颚式破碎机2、第一成品筛3、第一圆锥破碎机5、第二成品筛7、第二圆锥破碎机11、第三成品筛12和第四成品筛13内均设有所述温度传感器和压力传感器,所述传输带14上设有位移传感器,总控制系统还包括plc显示屏和监控系统,所述plc显示屏与plc控制器通讯连接,监控系统的摄像头设置在隔音室内及传输带14上方。
[0045]
所述第一成品筛3的出料口设有第一转运传送带15,第一转运传送带15的出料端与第一转运桶19连接,第二成品筛7的出料口下方设有第二转运传送带16,第二转运传送带16的出料端与第二转运桶20连接,第三成品筛12的出料口下方设有第三转运传送带17,第三转运传送带17的出料端与第三转运桶21连接,第四成品筛13的出料口下方设有第四转运传送带18,第四转运传送带18的出料端与第四转运桶22连接,所述第一转运桶19、第二转运桶20、第三转运桶21和第四转运桶22内均设有与plc控制器电连接的称重传感器,所述第一转运桶19、第二转运桶20、第三转运桶21和第四转运桶22的出料口均与搅拌机23的进料口连接。
[0046]
优选地,以第一转运桶19为例,如图2所示,所述第一转运桶19包括桶体及设置在桶体内的缓存层和出料层,所述缓存层位于出料层的上方,所述缓存层包括由第一电机24驱动的可开合的缓存板25,所述出料层包括由第二电机26驱动的可开合的出料板27,出料板27内设有称重传感器,所述第一电机24和第二电机26均与plc控制器电连接,所述出料板
27的开口朝向搅拌机23的进料口,当不同体积规格的石料进入相应的转运桶时,缓存层的缓存板25开启,出料层的出料板27关闭,石料直接落入出料板27上,当出料板27上的石料重量达到称重传感器设定的重量时,称重传感器将信息反馈至plc控制器处,plc控制器控制第一电机24启动以关闭缓存板25及控制第二电机26启动以开启出料板27,后续的石料先进入缓存板25暂时存放同时出料板27上的石料进入搅拌机23,然后称重传感器将信息反馈至plc控制器处,plc控制器控制第一电机24启动以开启缓存板25及控制第二电机26启动以关闭出料板27,在缓存板25暂存的石料进入出料板27上,等待下一次出料板27开启;第二转运桶20、第三转运桶21和第四转运桶22的结构与第一转运桶19结构相同。
[0047]
优选地,所述plc控制器是西门子s7-400可编辑控制器。
[0048]
优选地,所述温度传感器是pt100温度传感器,所述压力传感器是pt124g-210工控压力传感器,所述位移传感器是lvdt位移传感器,所述称重传感器是sqb称重传感器。
[0049]
结合上述实施例来说明本发明的实施方式,
[0050]
根据级配砂石的成分组成及各成分组成的比例关系,如生产一种级配砂石,需要第一成品筛3处的粗碎石、第二成品筛7处的中碎石及第三成品筛12和第四成品筛13处的细碎石,则根据粗碎石、中碎石和细碎石的重量比例关系来设定第一转运桶19、第二转运桶20、第三转运桶21和第四转运桶22中的称重传感器;
[0051]
启动级配砂石智能破碎机生产系统,将矿石原料投入进料给料机1中,矿石原料经过颚式破碎机2形成粗碎石,部分粗碎石通过第一转运传送带15到达第一转运桶19处,当第一转运桶19内出料板27上的粗碎石的重量达到称重传感器的设定值时,称重传感器将信息反馈至plc控制器,plc控制器控制第一电机24启动以关闭缓存板25及控制第二电机26启动以开启出料板27,后续的石料先进入缓存板25暂时存放同时出料板27上的石料进入搅拌机23,然后称重传感器将信息反馈至plc控制器处,plc控制器控制第一电机24启动以开启缓存板25及控制第二电机26启动以关闭出料板27,在缓存板25暂存的石料进入出料板27上,等待下一次出料板27开启;
[0052]
其余粗碎石进入第一圆锥破碎机5中进行二次破碎,形成中碎石,部分中碎石通过第二转运传送带16到达第二转运桶20处,与第一转运桶19的工作过程相似,中碎石通过第二转运桶20进入搅拌机23内;
[0053]
其余中碎石进入第二圆锥破碎机11中进行三次破碎,形成细碎石,细碎石依次经过第三成品筛12和第四成品筛13,部分细碎石通过第三转运传送带17到达第三转运桶21处,部分细碎石通过第四转运传送带18到达第四转运桶22处,与第一转运桶19的工作过程相似,细碎石通过第三转运桶21和第四转运桶22进入搅拌机23内,其余细碎石出料;因此实现了按重量比例将不同体积规格的石料与辅助材料混合均匀形成级配砂石。
[0054]
当只需要粗碎石、中碎石和细碎石中的任意两种时,调整转运桶中称重传感器的重量设定值,只需要开启相应的传送带,关闭不需要的传送带即可。
[0055]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1