一种防内部组织疏松的大型单段锤式破碎机锤头的制作方法
[0001]
本实用新型属于大型单段破碎机技术领域,具体地说涉及一种大型单段破碎机转子上的关键部件
---
大型破碎机锤头。
背景技术:
[0002]
大型单段锤式破碎机广泛应用在水泥原料破碎,建筑骨料石子的生产以及各种矿山、化工等原料的破碎。由于现在破碎机都是大型化,锤头也自然是大型化,重型化。这种大型锤头有单重一百多公斤的,也有单重六七百公斤的。一台大型破碎机上安装几十只甚至几百只大型锤头,这种锤头单件重量大,锤头打击部位厚度较厚,在铸造生产时,浇注过程中,内部比较容易产生组织疏松或缩孔,而这些内部组织缺陷,却不易被发现。
[0003]
由于大型锤头在工作中受到的冲击力较大,在锤头工作过程中,这些内部组织缺陷就会发生内部微裂纹扩展,最终使锤头发生断裂、裂开、掉大块等质量事故。同时,由于锤头打击部位厚度较厚,在热处理过程中,也会发生锤头内部淬不透,使锤头的冲击韧性显著降低,再叠加内部组织缺陷,锤头更容易出现断裂、裂开、掉大块等质量事故。
技术实现要素:
[0004]
本实用新型的目的是为了克服上述缺陷,提供一种防内部组织疏松的大型单段锤式破碎机锤头。设计人员在设计锤头时,在锤头连接部件中心线下方及锤头打击部件正中间,预设一个可以改变锤头浇注过程中的热节区域及提高热处理淬透性的通透圆孔。这样既可以防止大型锤头浇注过程中,在打击部位正中心产生组织疏松或缩孔的内部组织缺陷又可以提高锤头热处理时,这个最厚大部位,在水韧处理时,淬火水可以通过这个圆孔,从而提高锤头打击部位中心的冷却效果,提高这个危险部位的冲击韧性值,防止大型锤头在使用过程中出现断裂、裂开、掉大块等质量事故。
[0005]
本实用新型的目的是以下述方式实现的:
[0006]
一种防内部组织疏松的大型单段锤式破碎机锤头,包括锤头本体,锤头本体包括连接部件及打击部件,在锤头的打击部件设置有防疏松的淬火孔。
[0007]
上述防内部组织疏松的大型单段锤式破碎机锤头,所述淬火孔设置在打击部件的中心位置。
[0008]
上述防内部组织疏松的大型单段锤式破碎机锤头,在连接部件的中心线下方还设置有圆孔。
[0009]
上述防内部组织疏松的大型单段锤式破碎机锤头,所述淬火孔设置在打击部件厚大部位的中心位置。
[0010]
上述防内部组织疏松的大型单段锤式破碎机锤头,所述锤头的连接部件及打击部件复合为一体。
[0011]
通过采用上述技术方案,本实用新型的有益效果是:
[0012]
本实用新型在锤头中心线下方及锤头打击部位正中间,预设一个可以改变锤头浇
注过程中的热节区域及提高热处理淬透性的通透圆孔。这样既可以防止大型锤头浇注过程中,在打击部位正中心产生组织疏松或缩孔的内部组织缺陷又可以提高锤头热处理时,这个最厚大部位,在水韧处理时,淬火水可以通过这个圆孔,从而提高锤头打击部位中心的冷却效果,提高这个危险部位的冲击韧性值,防止大型锤头在使用过程中出现断裂、裂开、掉大块等质量事故。
附图说明
[0013]
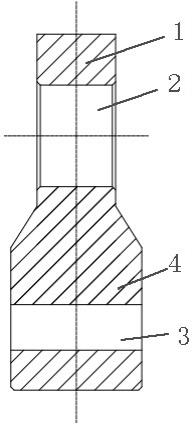
图1是本实用结构示意图。
[0014]
图2是a-a剖面图。
具体实施方式
[0015]
如图1至图2所示的一种防内部组织疏松的大型单段锤式破碎机锤头,锤式破碎机锤头是锤式破碎机核心零部件之一,排列在破碎机转子的锤轴上,锤头在破碎机高速运转时直接打击物料,最终破碎成合适的物料粒度。市场上的破碎机锤头根据制造工艺可以分为两种:铸造和锻造,但是他们的耐磨程度是不一样的。由于破碎物料,头部需要良好的耐磨性而柄部又需要足够韧性,通常用合金钢、高锰钢、铸钢加高铬铸铁双金属复合等材料用锻造或铸造方法一次成型,配上相应的热处理工艺就比较经济一点,破碎机锤头根据材质可以分为种:高锰钢锤头、双金属锤头、复合锤头、大金牙锤头、中铬合金锤头,硬质合金锤头等.主要因素是二氧化硅的含量,现代工业下的技术表明:采用硬质合金锤头在耐磨性上表现良好。锤式破碎机仅以铰接在锤轴上的单个或数个锤头对矿石进行打击,进而使矿石破碎。矿石发生破碎的同时,所获得的速度和动能较为有限,与反击板或衬板之间的碰撞的剧烈程度也相对较低。如果矿石的抗压强度较高而且块度较大时,锤头本身的动能不足以将矿石一击而碎或一击而撞开,锤头能够在铰接轴上360
°
反方向回转,并在碰撞结束后再逐步向工作方向加速至正常速度。这种情况下,矿石则沿着锤盘滑动、滚动,在几十毫秒的时间间隔内遭受下一排锤头的打击。可见,锤式破碎机单次撞击交换的能量较低,最高不超过同时发生碰撞的锤头的动能总和。
[0016]
又由于锤头重新恢复至额定速度过程中的时间较长、加速度较小,即转子系统对锤头的动能补偿是一个渐渐的过程,对整个转子系统的速度冲击较小。另外,矿石被一击而碎或一击而撞开与否,仅和同时发生撞击的锤头动能之和相关,而与整个转子所具有的动能大小无关。转子动能的大小仅需保证碰撞后的锤头能够及时恢复原有速度,即确保对锤头动能补偿所产生的速度波动在许可范围内。如果矿石的抗压强度过高、性质过于致密坚韧,单次撞击所交换的能量达不到矿石的破裂强度,则单次破碎效率将明显下降。若多次打击后矿石仍未发生疲劳破坏,则破碎机的整体破碎效率将明显下降。
[0017]
可见,锤式破碎机仅适于破碎中等强度的脆性矿石,这是它的局限之处;锤式破碎机对大块脆性矿石又具有极大的适应性,可通过多批次中等强度的打击使大块矿石沿薄弱面得以逐渐碎裂,这是其明显的优势。
[0018]
而单段锤式破碎机广泛应用于水泥、陶瓷、玻璃、人工砂石、煤炭、非金属矿山和新型绿色建材等行业。大块物料进入破碎腔内,堆放在机内特设的中间托架上,锤头在中间托架的间隙中运行,将大块物料连续击碎而坠落,坠落的小块经高速运转的锤头进一步打击
而细碎,最后经弧形篦板均整合格后卸出。
[0019]
本实用新型是涉及大型单段锤式破碎机,大型单段锤式破碎机广泛应用在水泥原料破碎,建筑骨料石子的生产以及各种矿山、化工等原料的破碎。由于现在破碎机都是大型化,锤头也自然是大型化,重型化。这种大型锤头有单重一百多公斤的,也有单重六七百公斤的。
[0020]
一台大型破碎机上安装几十只甚至几百只大型锤头,这种锤头单件重量大,锤头打击部位厚度较厚,在铸造生产时,浇注过程中,内部比较容易产生组织疏松或缩孔,而这些内部组织缺陷,却不易被发现。
[0021]
由于大型锤头在工作中受到的冲击力较大,在锤头工作过程中,这些内部组织缺陷就会发生内部微裂纹扩展,最终使锤头发生断裂、裂开、掉大块等质量事故。同时,由于锤头打击部位厚度较厚,在热处理过程中,也会发生锤头内部淬不透,使锤头的冲击韧性显著降低,再叠加内部组织缺陷,锤头更容易出现断裂、裂开、掉大块等质量事故。
[0022]
本实用新型提供一种大型单段锤式破碎机的防内部组织疏松的锤头,是在目前常规锤头的基础上进行改进,其包括锤头本体,锤头本体包括连接部件1及打击部件4,在锤头的打击部件设置有防疏松的淬火孔3,该淬火孔为通透圆孔,用于改变锤头浇注过程中的热节区域,同时还能提高热处理淬透性。
[0023]
本实用新型防内部组织疏松的大型单段锤式破碎机锤头,所述淬火孔设置在打击部件的中心位置,能够在热处理过程中使热节区域均匀的淬透。
[0024]
本实用新型防内部组织疏松的大型单段锤式破碎机锤头,在连接部件的中心线下方还设置有圆孔2。即在连接部件的中心线下方还设置有防铸件凝固时产生疏松及铸件淬火冷却时可以均匀冷却的圆孔。这个圆孔不是安装孔,这个圆孔就是铸造工艺孔。这个孔的作用是铸造时,如果这个地方没有孔,这个地方就是铸造热节区,就是这个地方钢水太多,由于热胀冷缩的原因,最后这个孔的正中心位置,可能就在热钢水冷却的过程中,因为没有热钢水补充了,就会形成疏孔或疏松。现在加这个孔,在这个区域由于孔预先用型砂做好后预制在这里了,就把热节分散了。另外,这个孔在锤头热处理加热时,可以起到对流传热,这个正中心就与其他地方一起加热了。如果没有孔,整个正中心就加热慢了。同时在热处理淬火冷却中,这个孔可以流过冷却介质,锤头中心冷却效果也好了。如果没有孔,整个正中心就冷却慢了。
[0025]
热节是一种在铸造过程中产生的效应,铸造热节,是指铁水在凝固过程中,铸件内比周围金属凝固缓慢的节点或局部区域。也可以说是最后冷却凝固的地方。
[0026]
众所周知,由于结构和铸造参数的原因,在模腔内各点的熔融状态的铁水凝固时间是不相等的,这就会给铸件在凝固后产生热应力,造成铸件变形,裂纹等,同时,由于冷却凝固时间不等,铸件会出现缩松,缩孔,冷隔,气孔等缺陷。为避免产生热节,结构上铸件壁厚应尽可能均匀,以减少模具局部热量集中产生的热疲劳。铸件的转角处应有适当的铸造圆角,以避免模具上有尖角位导致应力产生,同时在热节处设置冷铁,以加快冷却速度,以及设计合理的横浇道和浇铸速度等工艺参数。
[0027]
本实用新型在打击部件最厚大部位,在水韧处理时,淬火过程中容易淬不透,使锤头的冲击韧性显著降低,再叠加内部组织缺陷,锤头更容易出现断裂、裂开、掉大块等质量事故,本实用新型将淬火孔设置在打击部件厚大部位的中心位置,这样不但能够将锤头部
件淬透,而且在淬火过程中能够使热节区域均匀的淬透。
[0028]
本实用新型的锤头的连接部件及打击部件复合为一体,在铸造时为一体浇注成型,即连接部件及打击部件的模腔为连通的整个模腔。由于在模腔内各点的熔融状态的铁水凝固时间是不相等的,这就会给铸件在凝固后产生热应力,造成铸件变形,裂纹等,同时,由于冷却凝固时间不等,铸件会出现缩松,缩孔,冷隔,气孔等缺陷。为避免产生热节,结构上铸件壁厚应尽可能均匀,以减少模具局部热量集中产生的热疲劳。因此本实用新型设置淬火孔和圆孔,使热节区域均匀的淬透。
[0029]
根据各种大型锤头的结构形状,预设一个不同直径的,用于改变锤头浇注过程中的热节区域及提高热处理淬透性的通透圆孔。这个圆孔不是安装孔,这个圆孔就是铸造工艺孔。这个孔的作用是铸造时,如果这个地方没有孔,这个地方就是铸造热节区,就是这个地方钢水太多,由于热胀冷缩的原因,最后这个孔的正中心位置,可能就在热钢水冷却的过程中,因为没有热钢水补充了,就会形成疏孔或疏松。现在加这个孔,在这个区域由于孔预先用型砂做好后预制在这里了,就把热节分散了。另外,这个孔在锤头热处理加热时,可以起到对流传热,这个正中心就与其他地方一起加热了。
[0030]
本实用新型在大型锤头浇注过程中,在打击部件正中心容易产生疏松或缩孔的内部组织缺陷处设置淬火孔,这个最厚大部位,在水韧处理时,淬火水可以通过这个圆孔,从而提高锤头打击部位中心的冷却效果,提高这个危险部件的冲击韧性值,防止大型锤头在使用过程中出现断裂、裂开、掉大块等质量事故。
[0031]
以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1