1.本实用新型涉及真石漆混合罐出料设备技术领域,尤其涉及一种真石漆混合罐的自动检测出料装置。
背景技术:2.真石漆是一种装饰效果酷似大理石,花岗岩的涂料,主要是采用各种颜色的天然石粉配制而成,应用在建筑外墙的仿石材效果。真石漆主要是由彩砂、乳液和水配制而成,中间还需加入例如润湿剂、防冻剂成膜助剂等其他辅助试剂,但是整个真石漆的生产一直是在真石漆混合内进行的,在调制完好后,将真石漆混合罐的漆进行出料,灌入一个一个的漆罐内,现有的真石漆的出料一般是在真石漆混合罐的底端设置原料出料口,然后在出料就处设有开关阀,通过控制开关阀的开关情况实现向漆罐内的灌料,由于开关阀本来就存在延迟现象,从开关阀开始关闭到关死的过程中,漆料会继续下料,这不可避免的导致漆罐内的漆量过多;另外,目前对于漆罐内灌入量的多少一般是通过人眼观测判断来控制开关阀的开和关,这种依靠人眼观测向各漆罐内灌入的漆量本来就具有差别,积少成多,客观的说,在不偷工减料的前提下,这对于生产厂家是不利的。
技术实现要素:3.本申请是为了解决现有的真石漆混合罐开关阀由于延迟现象导致灌漆结束时,还会有部分漆料落入漆罐,导致灌入漆罐内的漆量过多,而在不偷工减料的情况下,对生产厂家不利,另外,一旦过多还可能会导致不容易封盖的问题,设计一种真石漆混合罐的自动检测出料装置,其具体为:
4.一种真石漆混合罐的自动检测出料装置,真石漆混合罐具有原料出料口,原料出料口处设有开关阀和自动检测出料装置,自动检测出料装置包括:
5.第一驱动件,第一驱动件与开关阀连接,驱动开关阀实现开或关;
6.导料机构,导料机构具有进料口和出料口,导料机构的进料口与开关阀连接,导料机构的出料口水平设置。
7.优选的,还包括:
8.称重检测件,用于对导出的漆料称重,并发出重量信号;
9.控制器,控制器分别与第一驱动件、导料机构以及称重检测件连接,控制器接收重量信号,并基于该重量信号控制第一驱动件和导料机构启动。
10.优选的,还包括:
11.架体,第一驱动件、导料机构和称重检测件分别固定于架体。
12.进一步的,第一驱动件为一伸缩缸,伸缩缸的缸体端固定于架体,伸缩缸的伸缩杆端与开关阀的操纵杆铰接。
13.优选的,上述伸缩缸为气缸。
14.优选的,导料机构包括:
15.圆柱形壳体,圆柱形壳体上具有进料口和出料口,出料口水平设置;
16.螺旋杆,螺旋杆上设有绞龙叶片,螺旋杆设置于圆柱形壳体内;
17.第二驱动件,第二驱动件固定于架体,且第二驱动件与螺旋杆连接,驱动螺旋杆将漆料导出。
18.优选的,第二驱动件包括:
19.电机,电机设置于架体;
20.带传动机构,带传动机构连接于电机与螺旋杆之间,用于传递动力。
21.优选的,重量检测件为一数字式电子磅,电子磅与控制器电连接。
22.优选的,架体包括:
23.上架体;
24.下架体;
25.连接于上架体与下架体之间的升降调节机构,用于调节所述上架体的升降。
26.优选的,升降调节机构包括:
27.至少两个螺杆,两个螺杆分别对称设置于架体的两侧,螺杆的底端转动设置于下架体;
28.至少凸耳,凸耳分别对称设置于上架体的两侧,且凸耳与螺杆螺纹连接。
29.通过上述开关阀和导料机构能够将漆料先流至导料机构,然后由导料机构导出至漆罐内,导料机构不导不出料,能够及时并精确的控制进入漆罐内的漆量,提高了灌入漆罐的精确效果,另外,本申请还通过设置重量检测件在灌入漆罐内时实时对其重量进行称重,并通过控制器自动控制漆料的出料,实现自动化及精准性的出料,节省部分原料的投入,降低了一部分成本,还大大缩小了传统依靠人工观测的出料的误差,同时自动化的控制进料也一定程度上减少人工投入,降低人工成本。
附图说明
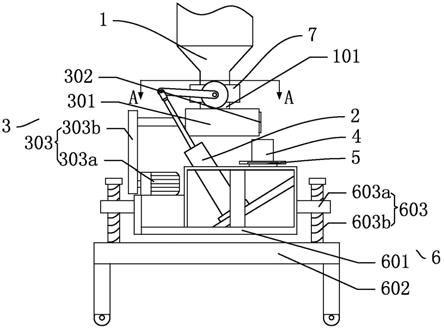
30.图1为本实用新型的主视图;
31.图2为图1中倒料机构的剖面图;
32.图3为图1中a
‑
a的截面图。
33.图中,1、真石漆混合罐,101、原料出料口,2、第一驱动件,3、导料机构,301、圆柱形壳体,302、出料口,303、第二驱动件,303a、电机,303b、带传动机构,304、进料口,305、螺旋杆,4、漆罐,5、称重检测件,6、架体,601、上架体,602、下架体,603、升降调节机构,603a、凸耳,603b、螺杆,7、开关阀。
具体实施方式
34.为能清楚说明本方案的技术特点,下面通过具体实施方式并结合附图,对本实用新型进行详细阐述。
35.另外,在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此
不能理解为对本发明的限制。
36.如图1
‑
3所示,一种真石漆混合罐的自动检测出料装置,该真石漆混合罐1具有原料出料口和原料进料口101,各原料通过原料进料口进入真石漆混合罐1内,并从原料出料口101出料,为了控制是否出料,在原料出料口101处设有开关阀7和自动检测出料装置,上述开关阀7为机械阀,其上具有一操纵杆,通过扭动操纵杆实现机械阀的开启与关闭,其中自动检测出料装置包括第一驱动件2和导料机构3,第一驱动件2与开关阀7的操纵杆连接,这样操纵杆的扭动是通过第一驱动件2驱动的,实现开关阀7的操纵杆的机械化操作,减少人工操纵,导料机构3也具有进料口304和出料口302,导料机构3的进料口304通过开关阀7与真石漆混合罐1的原料出料口101连通,导料机构3能够将从真石漆混合罐1内调制的漆料流至导料机构3内,导料机构3将漆料从进料口304导至出料口302,导料机构3的出料口302水平设置,因此,漆料在导料机构3内部即导即出,不导不出,所以,能够解决现有真石漆混合罐1因开关阀7控制的延迟现象导致出料过多的现象。
37.进一步的,为了精确控制漆料进入漆罐4内的量,在上述严格控制开关阀7延迟导致的漏料的基础上,还通过设置称重检测件5和控制器来进一步称量漆罐漆量实现漆量的精确控制,控制器可以通过电连接设置在本装置的外部,因此,在本申请中,在附图中未画出控制器,控制器与称重检测件5电连接,还与第一驱动件2及导料机构3电连接,具体的,称重检测件5通过对漆罐4内的漆称重,并将重量信号传递给控制器,控制器接收该重量信号,并基于该重量信号控制第一驱动件2动作和导料机构3的启动。
38.本实施例中,上述重量检测件5为数字式电子磅,数字式电子磅内置有称重传感器,该数字式电子磅是直接从市场上采购的,其结构也是本领域技术人员公知的。
39.进一步的,为了提高集成程度,提高整个自动出料装置的整体性,便于安装,还设有一架体6,第一驱动件2、导料机构3和称重检测件5均设置在该架体6上,预先将第一驱动件2、导料机构3和称重检测件5的相对位置固定,当需要将整个自动出料装置安装在真石漆混合罐1的原料出料口101时,可以通过移动架体6带动整个自动出料装置移动,直接将第一驱动件2连接开关阀7的操纵杆,将导料机构3的进料口304与开关阀7连接,避免一个一个分别进行安装,大大降低自动出料装置的安装繁琐程度,提高安装效率。
40.进一步的,上述第一驱动件2为一伸缩缸,可以为液压缸、电缸等,伸缩缸的缸体端固定于架体6,伸缩缸的伸缩杆端与开关阀7的操纵杆铰接,伸缩缸的伸缩杆伸出,扭动开关阀7的操纵杆打开开关阀7,伸缩缸的伸缩杆收回,扭动开关阀的操纵杆关闭开关阀7。
41.进一步的,在本实施例中,上述伸缩缸采用气缸,因为气缸结构简单、安装过程也简单,可直接从市场上采购直接安装在本装置中,较为适合本申请的结构。
42.进一步的,上述导料机构3包括一个圆柱形壳体301、螺旋杆305和第二驱动件303,圆柱形壳体301水平设置,导料机构3的进料口304设置在圆柱形壳体301的侧壁上,该进料口304通过开关阀7与真石漆混合罐1的原料出料口101连通,导料机构3的出料口302设置在圆柱形壳体301的其中一端面上,螺旋杆305设置在圆柱形壳体301内,螺旋杆305的一端穿过圆柱形壳体301的另一端面与第二驱动件303连接,同时,螺旋杆305上还设有绞龙叶片,第二驱动件303带动螺旋杆305转动,进而带动其上的绞龙叶片转动,进而将圆柱形壳体301内的漆料导出,在实际对漆料灌装时,是将空的漆罐4放置在数字式电子磅上,空的漆罐4放置在数字式电子磅之后,漆罐口正位于圆柱形壳体301出料口302的正下方,螺旋杆305导出
的漆料从出料口302流至漆罐4内,同时数字式电子磅称重,实现对漆罐灌装(即出料口302出料)的精准控制。
43.进一步的,上述第二驱动件303包括电机303a和带传动机构303b,电机303a通过螺栓固定在架体6上,电机303a带动带传动机构303b进而带动螺旋杆305的转动,带传动噪声小,提高工作人员的工作舒适性。
44.在可替换的实施例中,上述第二驱动件303也可直接采用电机303a带动螺旋杆305。
45.或者,还可以将上述带传动机构303b替换为链传动,链传动也相对齿轮传动等噪音较小。
46.进一步的,为了保证安装时,架体6的高度与真石漆混合罐1的原料出料口101的高度的匹配,架体6包括上架体601和下架体602以及连接在上架体601与下架体602之间的升降调节机构603,升降调节机构603能够调节上架体601升降,进而调整气缸与开关阀7的操纵杆之间的距离和圆柱形壳体301的进料口304和开关阀7之间的距离。
47.进一步的,上述升降调节机构603包括至少两个螺杆603b和至少凸耳603a,在本实施例中,螺杆603b设置四个,四个螺杆603b分别对称设置在架体6的两侧,螺杆603b的底端通过轴承转动连接在下架体602上,凸耳603a也设置四个,四个凸耳603a分别对称设置在上架体602的两侧,凸耳603a上分别设有螺纹孔,螺杆603b的上端穿过凸耳603a上的螺纹孔与凸耳603a螺纹连接,当需要升高上架体601的高度时,拧动螺杆603b,使得凸耳603a及上架体601沿螺杆603b上升,当需要降低上架体601的高度时,拧动螺杆603b,使得凸耳603a及上架体601沿螺杆603b下降,实现上架体601的高度调节,以此来实现气缸及圆柱形壳体301进料口304与真石漆混合罐1高度的匹配。
48.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
49.本实用新型未详述之处,均为本技术领域技术人员的公知技术。