混搅晶圆研磨液机台改进结构的制作方法
1.本实用新型涉及混搅晶圆研磨液机台改进结构,尤指一种新颖无接触震动影响测量回控精度,且加固混搅筒稳定,能细调入筒的料流量,减少侧向流力产生的入料时滞残留,以及能更迅速截料流减少延时滴流,得以配合更精细磅秤取料拌混出比传统机台更精准细确晶圆研磨液配比的改进技术。
背景技术:
2.晶圆为集成电路以及cpu的重要原料,是繁复精细的加工料,从原矿提炼后要对炼制成可产能化的每块标准直径晶圆,进行一块块切割研磨,才能形成集成电路以及cpu所需的芯片,由于芯片上的电路越发细密功能强大,体积越做越小,相对要求同等大小晶圆能切出的微芯片数也要比往更多,让晶圆切磨处理也要更往细微精磨发展,才能跟上芯片发展脚步,否则些微地切磨多耗,就如同抛弃多个可转换经济价值高地微芯片资材,而研磨晶圆要先以混搅晶圆研磨液机台将研磨机所需的晶圆研磨液调配混合出来,也就是晶圆研磨液自身也由多种原料,以精确的比例送入混搅晶圆研磨液机台之混搅筒内拌匀,原料通常一为二氧化硅的水性研磨浆液,另一为纯水,使拌成的晶圆研磨液内以正确成分拌匀,颗粒大小质量良好,不会过粗磨损晶圆,又不会水分太多含磨擦颗粒太少,而无法切磨割开精圆,但随着晶圆切割加工越发精细,使得晶圆研磨液调配比例也要往更精准细微发展。
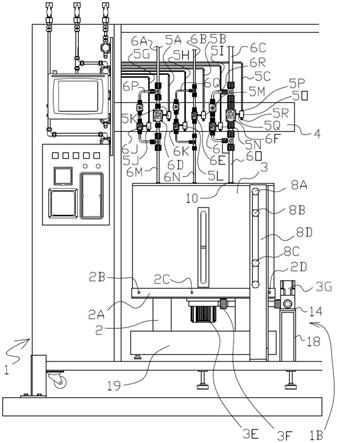
3.但是传统混搅晶圆研磨液机台却无法配合换用更精细地磅秤,达到更精微细确地送入混搅筒原料比例,原因请同时参阅图1至3所示,机台1内置磅秤1c顶面的座架2上设有混搅筒3,机台1内对应混搅筒3上方设有布管面板4,以固定数行由气压管路5a,5b,5c引导开关阀6d,6e,6f开通的入料管路6a,6b,6c,使入料管路6a,6b,6c经混搅筒3顶的套接头3a穿入混搅筒3内,而布管面板4到混搅筒3间的入料管路段6g,6h,6i呈弯道,而每一开关阀6d,6e,6f受相接的气压管路5a,5b,5c前段的导引气压控制阀5d,5e,5f送气触发开启,使相应管接源头之原料库9a,9b,9c经入料管路6a,6b,6c将料泵送入混搅筒3,导引气压控制阀5d,5e,5f送出的引导气压又由引入气压源7而来,且导引气压控制阀5d,5e,5f关闭引导推送开关阀6d,6e,6f的气压源7后,先前推动开关阀6d,6e,6f开通残剩的引导气压要经原路从导引气压控制阀5d,5e,5f泄口排出,才能促使开关阀6d,6e,6f回复闭流,由此产生以下缺失。
4.因座架2仅用承托方式载放上混搅筒3,不是牢固连接成一整体,使该混搅筒3运转时在座架2上荡摇微量移位,加上直接在混搅筒3壁设竖架8,以嵌置单行数列个传感器8a,8b,8c从混搅筒3外壁感应筒内液位的直接搭连结构,让混搅筒3容易震损传感器8a,8b,8c影响测量回控精度,且每种拌混原料入料只有以单一口径入料管路6a,6b,6c,无其他旁歧更细口径入料管协助变化入料流通速率,因此很难快捷地细调入料流量,要极细微准确调动引导开关阀6d,6e,6f开通时间才能办到,且曲弯之入料管路段6g,6h,6i会增加侧向流力产生时滞残积在弯转内角,另外,当引导气流截止不再促使开关阀6d,6e,6f开流时,残剩的引导气流压还要经原路约前端5公尺远之导引气压控制阀5d,5e,5f泄口逆流排出,会拖长
引导余气排放时间,使得受引导之开关阀6d,6e,6f无法迅速关闭截流产生明显地延时滴流,影响精准输送料量。
5.再者,现有的混搅晶圆研磨液机台于混搅筒3顶上的套接头3a,其结构请一并参照图4,由一内塞体3b外套外塞体3c紧合成为无空隙套接体,由内塞体3b中央紧密贯穿过入料管路6a,而外塞体3c嵌套入入料口3d,每当入料管路6a经入料口3d往筒内送入料流时,原料流动引发之侧向力会造成管壁振动,由于入料口3d中之入料管路6a受套夹固定套接头3a,而入料管路6a穿入入料口3d之远程管身系配管到混搅筒3上方布管面板4固定,使入料管路6a两头都为固体连接,而固体搭连传振性佳,造成影响搅拌及搅拌原料量精准度失准问题,不存在有效消抵侧向力以精进机台性能到先进的晶圆加工要求。
6.另外,请回阅图1,现有的晶圆研磨液混搅筒出料结构于混搅筒3底穿出搅拌泵3e的晶圆研磨液出料口3f管接出料开关阀3g再接管送到晶圆研磨机13,当搅拌完成晶圆研磨液后,搅拌泵3e停止搅拌,并开通晶圆研磨液出料口3f,使筒内晶圆研磨液经混搅筒3底穿出搅拌泵3e的晶圆研磨液出料口3f管接出料开关阀3g再接管送出晶圆研磨液到晶圆研磨机13,将出料开关阀3g下端直接紧牢螺锁连固在固定架1a上,再由固定架1a固定到机台1内底板,出料开关阀3g与固定架1a的连接为不留游余间隙的螺锁刚性无游隙连接,完全不具有任何拌出料缓冲结构,造成出料开关阀3g及出料开关阀3g周围的管道不能受阻力微移缓冲吸收晶圆研磨液出料流经出料开关阀3g及出料开关阀3g周围管道产生的管路侧力冲击,这种状态累积经过些许时间,容易造成流力震损出料管道结构,或造成局部回堵使整个出料流无法顺畅流到晶圆研磨机,影响晶圆研磨时程。
7.由此不精确及无法抗阻侧力的连接结构,造成机台本身即会拉低送料混拌量测准度,使相配用的磅秤1c也只能受限选用测取精度一公克以上的较低精度磅秤1c。
技术实现要素:
8.有鉴于传统混搅晶圆研磨液机台的种种缺失,本创作人乃积极构思解决之道,经过多次地实验探讨,终于有本创作产生。
9.因此,本创作即提供一种混搅晶圆研磨液机台改进结构,从座架的顶围环壁锁设数个螺丝穿抵夹混搅筒加强固定,且将贴固在混搅筒壁上的竖架,从座架旁临近搅拌筒地板面竖起,使混搅筒运转时与座架传运转震力通到机台的座架基底,下传震力降低荡晃动量,加上竖架与筒壁不直接相接,让传感器隔空近距感应筒内液位,不使混搅筒接触震损传感器,影响测量回控精度,此为本创作初步的目的。
10.本创作此种改进结构,另将设在布管面板上原先入料管路的开关阀两端,再并联一由气压管路引导开关阀开通的细歧入料管路,另外将布管面板到混搅筒间的入料管路段由弯道改成直道,再于每一开关阀相接的气压管路引导末段中增设一快排阀,得以分选不同粗细入料管路分调大小粗细入料流量,且以直送料入筒减少侧向流力产生的时滞残留,以及由快排阀加快引导气压排出开关阀,加速截流减少延时滴流,经测试可减少开关阀一秒反应关闭时间,使入料流量控制更精准细确,此为本创作的又一目的。
11.再者,本创作此种改进结构将晶圆研磨液混搅筒顶上的套接头,改由一管外套帽及一入料口榇环所组成,其中管外套帽中央形成紧密包夹入料管路的夹管环,于夹管环顶向外围平展伸出防尘环板,从防尘环板外围向下凸出侧挡环,于夹管环与侧挡环之间形成
环凹空间,而入料口榇环外壁紧密黏固于混搅筒的入料口,且入料口榇环外壁小于侧挡环内壁,至于入料口榇环内壁大于夹管环外壁,得以将入料管路悬浮伸往入料口,并于临近入料口外适当距离的管身外束管外套帽,使管外套帽高过入料口榇环,且将整个入料口榇环12包容于环凹空间下端,对入料口榇环12产生顶面及环围都能防尘直侵的遮护,当启动入料管路开通送料时,由于入料管路装设本创作套接头的管段经管外套帽与入料口榇环隔空盖覆且弯绕缩小入料口,造成此管段悬空插入混搅筒,由此能以悬浮管段自身材料应变弹性轻微摇摆出偏角吸收原料流动引发的侧向力,消除入料流侧向力冲击管壁,引发振动影响原料输送精准度的缺失,此为本创作的再一目的。
12.另外,本创作此种改进结构于混搅筒底穿出搅拌泵的晶圆研磨液出料口管接开关阀下方增设拌出料缓冲结构,其由一阀底垫、数个限位螺丝,及一固定架所构成,其中固定架底端固设于机台内底板对应位置,而阀底垫对应开关阀底部透伸出的数个固定螺杆位置开设数个螺孔,以锁固开关阀于阀底垫顶面,另于固定架顶壁开设数个锁接孔,而阀底垫对应数个锁接孔处开设数个沿出料口接管延伸方向拉长之长槽透孔,于每一长槽透孔中插设一限位螺丝,使限位螺丝头凸露出长槽透孔顶,且限位螺丝杆端以适当紧度锁入对应的锁接孔中,如同将开关阀连着阀底垫锚钉到固定架的容漂拘留架接,由此构成改进现有晶圆研磨液混搅筒出料结构上,由开关阀直接紧牢锁固在固定架上,不能受阻力微移缓冲吸收晶圆研磨液出料流经开关阀及开关阀周围管道时产生的管路侧力冲击,降低流力震损出料管道结构,让出料管道结构更为耐用,且流路局部细处也不易堵塞,让整个出料流顺畅流到晶圆研磨机,维持晶圆研磨时程正常,此为本创作的另一目的。
13.结合上述本创作此种改进结构各改进点产生的综效,使混搅晶圆研磨液机台于各种动态取、送料移运工作中,能减少残留延滞及降低侧向力引发震动失准问题,因此能时时提升续保份量准确度定量定时到位,得以配合更精细磅秤取料入筒,经测试可选用测取精度达一公克的精细量度磅秤,拌混出比传统混搅晶圆研磨液机台更精准细确配比的晶圆研磨液,此为总结本创作所要达成的目的。
14.至于本创作的详细构造﹑应用原理﹑作用与功效,则参照下列依附图所作的说明即可得到完全的了解。
附图说明
15.图1是现有混搅晶圆研磨液机台之结构简示图。
16.图2是现有混搅晶圆研磨液机台之混搅入料控制线图。
17.图3是现有混搅晶圆研磨液机台之混搅筒设置传感器设置传感器感测筒内液量结构简示图。
18.图4是现有混搅晶圆研磨液机台于混搅筒顶上之套接头结构剖示图。
19.图5是本创作混搅晶圆研磨液机台改进结构的立体结构简示图。
20.图6是本创作混搅晶圆研磨液机台改进结构的结构简示图。
21.图7是本创作混搅晶圆研磨液机台的混搅筒设置传感器感测筒内液量结构简示图。
22.图8是本创作混搅晶圆研磨液机台的混搅入料控制线图。
23.图9是图6的入料管路大口径送料自控动作图。
24.图10是图6的入料管路大口径截断自控动作图。
25.图11是图6的入料管路旁细口径送料自控动作图。
26.图12是图6的入料管路旁细口径截断自控动作图。
27.图13是本创作混搅晶圆研磨液机台改进结构于混搅筒顶上的套接头组装立体图。
28.图14是本创作混搅晶圆研磨液机台改进结构于混搅筒顶上的套接头结构剖示图。
29.图15是本创作晶圆研磨液机台改进结构的拌出料缓冲结构立体分解图。
30.其中:1、机台,1a、固定架,1b、拌出料缓冲结构,1c磅秤,2、座架,2a、顶围环壁,2b,2c,2d、螺丝,3、混搅筒,3a、套接头,3b、内塞体,3c、外塞体,3d、入料口,3e、搅拌泵,3f、晶圆研磨液出料口,3g、出料开关阀,3h,3i、固定螺杆,4、布管面板,5a,5b,5c,5g,5h,5i、气压管路,5d,5e,5f、导引气压控制阀,5j,5k,5l,5m,5n,5o、快排阀,5p、接口,5q、送口,5r、泄口,6a,6b,6c、入料管路,6d,6e,6f,6j,6k,6、l开关阀,6g,6h,6i,6m,6n,6o、入料管路段,6p,6q,6r、细歧入料管路,7、气压源,8,8d、竖架,8a,8b,8c、传感器,9a,9b,9c、原料库,10、套接头,11、管外套帽,11a、夹管环,11b、防尘环板,11c、侧挡环,11d、环凹空间,12、入料口榇环,12a、内螺旋,13、晶圆研磨机,14、阀底垫,14a,14b、螺孔,14c,14d,14e、长槽透孔,15,16,17、限位螺丝,15a,16a,17a、限位螺丝头,18、固定架,18a,18b,18、c锁接孔,19、磅秤。
具体实施方式
31.请参阅图5至7所示,本创作提供一种混搅晶圆研磨液机台改进结构,于机台1内置磅秤19顶面的座架2上设有混搅筒3,且伴设竖架8d以嵌置单行数列个传感器8a,8b,8c从混搅筒3外壁感应筒内液位,于机台1内对应混搅筒3上方设有布管面板4,以固定数行由气压管路5a,5b,5c,5g,5h,5i引导开关阀6d,6e,6f,6j,6k,6l开通的入料管路6a,6b,6c穿入混搅筒3。
32.特别从座架2的顶围环壁2a锁设数个螺丝2b,2c,2d穿抵夹混搅筒3加强固定,且将竖架8d从座架2旁地板面竖起,使传感器8a,8b,8c隔空近距感应混搅筒3内液位,另将设在布管面板4上入料管路6a,6b,6c的开关阀6d,6e,6f两端,并联一由气压管路5g,5h,5i引导开关阀6j,6k,6l开通的细歧入料管路6p,6q,6r,另外将布管面板4到混搅筒3间的入料管路段6m,6n,6o布设成直道,再于每一开关阀6d,6e,6f,6j,6k,6l相接的气压管路5a,5b,5c,5g,5h,5i引导末段中增设一快排阀5j,5k,5l,5m,5n,5o,整套管线控制一如图8所示,该些开关阀6d,6e,6f,6j,6k,6l可为气压引导动作的二位控制阀,而各快排阀5j,5k,5l,5m,5n,5o皆为开设有一接口5p、一送口5q,及一泄口5r的梭动阀体,装入气压管路5a,5b,5c,5g,5h,5i引导末段中的结构布设将接口5p管接至对应只导引气压控制阀5d,5e,5f出气端,而送口5q接至对应只开关阀6d,6e,6f,6j,6k,6l受导气端,将泄口5r直接放空,当机台机电控制导引气压控制阀5d,5e,5f将引导气流往对应只开关阀6d,6e,6f,6j,6k,6l顺向流出导引气时,气流就经接口5p,再经送口5q送往对应只开关阀6d,6e,6f,6j,6k,6l受导气端,而当机台机电控制导引气压控制阀5d,5e,5f关闭流往对应只开关阀6d,6e,6f,6j,6k,6l导引气时,从对应只开关阀6d,6e,6f,6j,6k,6l受导气端产生的导引余气就由送口5q产生逆流气压封堵接口5p,同时逆流推开泄口5r直接往大气泄排,加快排气速度使对应只开关阀6d,6e,6f,6j,6k,6l影响关闭之气阻力快降,迅速回归断截流状态,由此产生作用一图9至12所示,上述图示仅举一单入料管路6a及与的并连的细歧入料管路6p为代表所有入料管路6a,
6b,6c及相并设的细歧入料管路6p,6q,6r的运作方式,得以分选不同粗细入料管径分调大小细调入料流量,且将布管面板4到混搅筒3间的入料管路段6m布设成直道(布管面板4请见图6及8),得以直送料入混搅筒3减少侧向流力产生的时滞残留,以及由快排阀5j,5k加快引导气压排出开关阀6d,6j,加速截流减少延时滴流。
33.而本创作的混搅晶圆研磨液机台改进结构于晶圆研磨液混搅筒顶上的套接头10,如图13及14所示,由一管外套帽11及一入料口榇环12所组成,其中管外套帽11中央形成紧密包夹入料管路6a的夹管环11a,于夹管环11a顶向外围平展伸出防尘环板11b,从防尘环板11b外围向下凸出侧挡环11c,于夹管环11a与侧挡环11c之间形成环凹空间11d,而入料口榇环12外壁能以焊接方式紧密黏固于混搅筒3的入料口3d,且入料口榇环12外壁小于侧挡环11c内壁,至于入料口榇环12内壁大于夹管环11a外壁,并且入料口榇环12内壁可形成内螺旋12a形状的多起伏壁面,以拦阻因壁面与空气接触产生凝结水气直接滑坠到搅拌筒2内影响搅拌质量,整个入料口榇环12凸出入料口3d顶缘,得以将入料管路6a悬浮伸往入料口3d,并于临近入料口3d外适当距离的管身外束管外套帽11,使管外套帽11高过入料口榇环12,且将整个入料口榇环12包容于环凹空间11d下端,对入料口榇环12产生顶面及环围都能防尘直侵的遮护,当启动入料管路6a开通送料时,由于入料管路6a装设本创作套接头10的管段经管外套帽11与入料口榇环12隔空盖覆且弯绕缩小入料口3d,造成此管段悬空插入混搅筒3,由此能以悬浮管段自身材料应变弹性轻微摇摆出偏角吸收原料流动引发的侧向力,消除入料流侧向力冲击管壁,引发振动影响原料输送精准度的缺失。
34.另外,如图5及15所示,本创作晶圆研磨液机台改进结构的拌出料缓冲结构1b,设于机台1的混搅筒3底穿出搅拌泵3e的晶圆研磨液出料口3f管接出料开关阀3g下方,其由一阀底垫14、数个限位螺丝15,16,17及一固定架18所构成,其中固定架18底端固设于机台1内底板对应位置,而阀底垫14对应出料开关阀3g底部透伸出的数个固定螺杆3h,3i位置开设数个螺孔14a,14b,以锁固出料开关阀3g于阀底垫14顶面,另于固定架18顶壁开设数个锁接孔18a,18b,18c,而阀底垫14对应数个锁接孔18a,18b,18c处开设数个沿出晶圆研磨液出料口3f接管延伸方向拉长的长槽透孔14c,14d,14e,于每一长槽透孔14c,14d,14e中插设一限位螺丝15,16,17,使限位螺丝头15a,16a,17a凸露出长槽透孔14c,14d,14e顶,且限位螺丝15,16,17杆端以适当紧度锁入对应的锁接孔18a,18b,18c中,如同将出料开关阀3g连着阀底垫14锚钉到固定架18的容漂拘留架接,由此构成,当出料开关阀3g受控开通出料时,启动出料瞬间惯性产生的流力反作用及流动时对管壁侧向推挤的总合成的侧力,会将固定架18上的出料开关阀3g连着阀底垫14微移,产生缓冲吸收晶圆研磨液出料流经出料开关阀3g阀及出料开关阀3g周围管道时产生的管路侧力冲击作用,得以降低流力震损出料管道结构,让出料管道结构更为耐用,且流路局部细处也不易堵塞,整个出料流顺畅流到晶圆研磨机13,维持晶圆研磨时程正常。
35.总结本创作各处改进结构,得以配合更精细磅秤取料入筒拌混出比传统混搅晶圆研磨液机台更精准细确配比的晶圆研磨液,经测试可用能再秤取精准度到1g(一公克)更精密的磅秤19,让拌成的晶圆研磨液成份更精细准确,更为提升质量。
36.以上所述者是本创作较须佳具体的实施例,若依本创作的构想所作的改变,或其产生的功能作用,仍未超出说明书与附图所涵盖的精神时,均应在本创作的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1