一种选矿白灰乳化及自动上下料装置的制作方法
1.本实用新型属于矿山自动化专业性设备技术领域,具体涉及一种选矿白灰乳化及自动上下料装置。
背景技术:
2.目前矿山生产过程中,白灰消耗量很大,原生产工艺采购袋式包装产品,汽车运输至白灰库储存,人工及叉车铲车配合在平台拆袋,由输送带传至配料罐配制,通过人工观察白灰与水的混合乳液的浓度与液位,手动调节进料量和进水量。白灰上料工作需从白灰采购到配制生产过程中来回搬运,需要大量的人工及叉车铲车等辅助机械操作。由于白灰在选矿过程中的用量比较大,白灰库房储存空间有限,造成采购频繁,搬运工作量大等问题,如果工人未及时观看配置罐中的液位及浓度,有可能发生白灰乳液溢出或配比不准确的问题,影响生产,原有的设备陈旧,自动化程度不高,需人工逐个开启每隔控制器,操作复杂。
技术实现要素:
3.本实用新型的目的是提供一种选矿白灰乳化及自动上下料装置,解决了现有技术中存在的选矿白灰上料过程自动化程度不高、操作复杂的问题。
4.本实用新型所采用的技术方案是,一种选矿白灰乳化及自动上下料装置,包括白灰储存罐a和白灰储存罐b,白灰储存罐a靠近底部两侧设置有白灰上料口a和排气口a,白灰储存罐b靠近底部两侧设置有白灰上料口b和排气口b,白灰储存罐a和白灰储存罐b之间设置有搅拌罐,搅拌罐上部设置有进水口,搅拌罐底部设置有排污阀,搅拌罐与白灰储存罐a之间设置有螺旋输送机a,白灰储存罐b与搅拌罐之间设置有螺旋输送机b,搅拌罐还与缓冲罐连通。
5.本实用新型的特点还在于,
6.白灰储存罐a顶部设置有雷达料位计a,白灰储存罐a底部设置有刀闸阀a和声光报警器a。
7.白灰储存罐b顶部设置有雷达料位计b,白灰储存罐b底部设置有刀闸阀b和声光报警器b。
8.搅拌罐顶部为进粉料斗,进粉料斗与螺旋输送机a和螺旋输送机b的顶部通过输送管连通,进粉料斗与搅拌罐罐体连通位置处通过管道连接所述进水口,进粉料斗与进水口之间的管道上设置有流量计a和进水电动阀。
9.搅拌罐顶部还设置有搅拌器。
10.缓冲罐内部分为左右两个仓,两个仓顶部分别设置有长轴液下泵a和长轴液下泵b,长轴液下泵a和长轴液下泵b的连接管道延伸至仓内底部,长轴液下泵a位于仓内底部的管道口设置有出浆口a,长轴液下泵b位于仓内底部的管道口设置有出浆口b。
11.长轴液下泵a与出浆口a之间的管道上设置有流量计b,长轴液下泵b 与出浆口b之间的管道上设置有流量计c。
12.缓冲罐与搅拌罐连通位置处的进料口安装有浓度计。
13.缓冲罐上还设置有超声波液位计。
14.本实用新型的有益效果是,一种选矿白灰乳化及自动上下料装置,通过两个白灰储存罐节省了人员搬运袋装白灰的成本,一备一用,通过雷达物位计判断实际料位,切换使用使生产连续运行不间断;根据反馈的浓度值实时的调节进白灰量的大小,使其浓度保持在设置范围内,提高了人工观看调节的精度;可编程控制器plc根据反馈的液位值,经闭环控制逻辑运算控制进水电动阀的开度大小,使缓冲罐的液位保持在设置范围内,防止了人为的疏忽导致的溢出问题。
附图说明
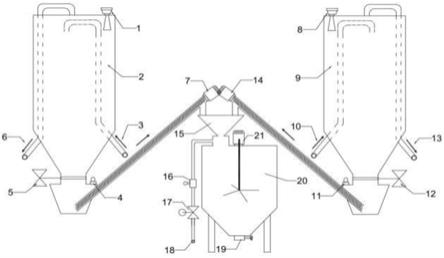
15.图1是选矿白灰乳化及自动上下料装置的白灰上料结构示意图;
16.图2是选矿白灰乳化及自动上下料装置的搅拌下料结构示意图;
17.图3是选矿白灰乳化及自动上下料装置的一键自动启动流程图;
18.图4是选矿白灰乳化及自动上下料装置的一键自动停止流程图。
19.图1中,1.雷达料位计a,2.白灰储存罐a,3.白灰上料口a,4.声光报警器a,5.刀闸阀a,6.排气口a,7.螺旋输送机a,8.雷达料位计 b,9.白灰储存罐b,10.白灰上料口b,11.声光报警器b,12.刀闸阀b, 13.排气口b,14.螺旋输送机b,15.进粉料斗,16.流量计a,17.进水电动阀,18.进水口,19.排污阀,20.搅拌罐,21.搅拌器,22.浓度计, 23.长轴液下泵a,24.流量计b,25.出浆口a,26.长轴液下泵b,27.流量计c,28.出浆口b,29.超声波液位计,30.缓冲罐。
具体实施方式
20.下面结合附图和具体实施方式对本实用新型进行详细说明。
21.本实用新型一种选矿白灰乳化及自动上下料装置,结构如图1~2所示,包括白灰储存罐a2和白灰储存罐b9,白灰储存罐a2靠近底部两侧设置有白灰上料口a3和排气口a6,白灰储存罐b9靠近底部两侧设置有白灰上料口b10和排气口b13,白灰储存罐a2和白灰储存罐b9之间设置有搅拌罐20,搅拌罐20上部设置有进水口18,搅拌罐20底部设置有排污阀19,搅拌罐20与白灰储存罐a2之间设置有螺旋输送机a7,白灰储存罐b9与搅拌罐20之间设置有螺旋输送机b14,搅拌罐20还与缓冲罐30连通。
22.白灰储存罐a2顶部设置有雷达料位计a1,白灰储存罐a2底部设置有刀闸阀a5和声光报警器a4。
23.白灰储存罐b9顶部设置有雷达料位计b8,白灰储存罐b9底部设置有刀闸阀b12和声光报警器b11。
24.搅拌罐20顶部为进粉料斗15,进粉料斗15与螺旋输送机a7和螺旋输送机b14的顶部通过输送管连通,进粉料斗15与搅拌罐20罐体连通位置处通过管道连接所述进水口18,进粉料斗15与进水口18之间的管道上设置有流量计a16和进水电动阀17。
25.搅拌罐20顶部还设置有搅拌器21。
26.缓冲罐30内部分为左右两个仓,两个仓顶部分别设置有长轴液下泵a23 和长轴液下泵b26,长轴液下泵a23和长轴液下泵b26的连接管道延伸至仓内底部,长轴液下泵a23位
于仓内底部的管道口设置有出浆口a25,长轴液下泵b26位于仓内底部的管道口设置有出浆口b28。
27.长轴液下泵a23与出浆口a25之间的管道上设置有流量计b24,长轴液下泵b26与出浆口b28之间的管道上设置有流量计c27。
28.缓冲罐30与搅拌罐20连通位置处的进料口安装有浓度计22。
29.缓冲罐30上还设置有超声波液位计29。
30.上述所有电器元件均与可编程控制器plc电性连接。
31.本实用新型一种选矿白灰乳化及自动上下料装置,工作原理如下:
32.白灰储存罐a2通过灌顶的雷达料位计a1检测的实际料位与设置料位上下限比较,当实际料位小于料位下限时,声光报警器a4报警,提示缺料,通过外部输送车将白灰料从白灰上料口a3打入白灰储存罐a2,当实际料位大于料位下限时,声光报警器a4报警自动关闭,当实际料位大于料位上限时,声光报警器a4报警,提示打料完成,当白灰储存罐a2的实际料位大于料位下限时,系统置位白灰储存罐a2允许出料信号,当白灰储存罐a2 的实际料位小于料位下限时,系统清零白灰储存罐a2允许出料信号;在自动模式下,当可编程控制器plc检测到白灰储存罐a2允许出料信号时,控制输出将刀闸阀a5打开,螺旋输送机a7打开,使白灰传通过进粉料斗15加入到搅拌罐20中;白灰储存罐b9的控制逻辑和前述的白灰储存罐a2相同,这里不再赘述;两个白灰储存罐采用一备一用,所以白灰储存罐a2允许出料信号和白灰储存罐b9允许出料信号互锁。
33.可编程控制器plc实时收到超声波液位计29测到的数据,控制进水电动阀17的开度大小,使缓冲罐30的液位保持在设置范围内;可编程控制器 plc实时收到浓度计22测到的数据,控制螺旋输送机的转速大小调节进白灰量,使缓冲罐30的浓度值保持在设置范围内。
34.当系统无报警时,在按下自动启动按钮后,系统处于自动模式,进入一键自动启动流程,如图3所示,可编程控制器plc控制接触器启动搅拌器 21,延时设置时间后,检测白灰储存罐a2和白灰储存罐b9是否有料,当检测到白灰储存罐a2允许出料信号,则打开刀闸阀a5和螺旋输送机a7,当检测到白灰储存罐b9允许出料信号,则打开刀闸阀b12和螺旋输送机 b14,然后打开进水电动阀17,长轴液下泵a23和长轴液下泵b26。
35.其中长轴液下泵的启动和停止由缓冲罐30的液位大小控制,当实际液位值大于中液位设置值时,启动长轴液下泵,当实际液位值小于低液位设置值时,停止长轴液下泵。
36.当实际液位值大于高液位设置值时,进水电动阀关闭,螺旋输送机关闭,并且报警提示,防止溢出。
37.在按下自动停止按钮后,系统处于停止模式,进入一键自动停止流程,如图4所示,可编程控制器plc控制关闭刀闸阀,延时设置时间后,停止螺旋输送机,关闭进水电动阀,延时设置时间后,关闭搅拌器和长轴腋下泵。
38.可编程控制器plc通过电流检测模块和电压检测模块,检测到刀闸阀、螺旋输送机、搅拌器和长轴液下泵的电流值和电压值,与其设置的上下限比较,如果超出设置的上下限范围时,系统报警,并且对应的刀闸阀、螺旋输送机、搅拌器和长轴液下泵立即停止,设备进入一键自动停止流程。
39.本实用新型一种选矿白灰乳化及自动上下料装置,解决了如下问题:
40.(1)节省了白灰储存成本;
41.(2)防止了白灰乳液的外溢,以及更准确的白灰乳液浓度控制;
42.(3)更高的自动化程度,最大化减轻了人工工作量和人力成本,以及设备的过载过流保护防止了设备受损。
43.本实用新型一种选矿白灰乳化及自动上下料装置中还可以增设显示器,显示器可以为hmi显示器,hmi显示器可以设置所有设备参数,并且查看设备的运行情况。该设备安装灵活,使用方便。实现了自动化、智能化,且大大降低了作业强度和人力成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1