一种高效流水线式刹车鼓加工设备的制作方法
1.本技术涉及刹车领域,具体涉及一种高效流水线式刹车鼓加工设备。
背景技术:
2.鼓刹是刹车制动方式其中的一种,由于加工简单成本低而在自动车、电动车得到广泛的使用,在加工刹车鼓时需要经过铸造、热处理、机加工、喷漆等步骤的处理,喷漆通常是将刹车鼓挂在刮杆上,用喷漆设置进行喷漆,但是传统的刮杆在挂载刹车鼓时,挂载的方向性不好,并且整个挂杆的长度很长,操作人员在挂载时经常需要弯腰,操作比较累,并且有时挂杆没有挂满就喷漆,到时喷漆效率低下且浪费喷漆的耗材。
技术实现要素:
3.发明目的:本技术旨在克服现有技术的缺陷,提供一种高效流水线式刹车鼓加工设备。
4.技术方案:一种高效流水线式刹车鼓加工设备,包括用于对刹车鼓喷漆的喷漆舱、穿过喷漆舱的环形导轨、驱动单元以及被驱动单元驱动能够沿着环形导轨移动的多个移动块,每个移动块处安装有一个挂载单元,所述挂载单元包括第一挂杆以及与第一挂杆铰接位于第一挂杆下方的第二挂杆,所述第一挂杆和第二挂杆处均具有多个挂载位,所述挂载位具有装载板、固定于装载板处的圆环部、位于圆环部内的多个弧形夹持板,所述弧形夹持板和圆环部之间通过第一弹簧连接,所述圆环部处还固定有固定套,所述固定套内插有l形活动杆,所述l形活动杆的端部和固定套的端部之间连接有第二弹簧,多个弧形夹持板用于夹持刹车鼓的中心孔处的圆环柱形的凸缘,所述l形活动杆用于对刹车鼓的摇臂安装孔进行定位;所述环形导轨下方具有第一装载位和第二装载位,所述第一装载位用于将刹车鼓安装在第一挂杆处,所述第二装载位用于将刹车鼓安装在第二挂杆处,所述第二装载位具有支撑单元,所述支撑单元包括底板、固定于底板的第一竖板、通过弹性复位铰接部件与第一竖板铰接的第二竖板,无外力时,第一竖板和第二竖板均处于竖直状态,所述第二竖板的端部具有凹槽,所述第二挂杆的端部能够容纳于所述凹槽处,当第二挂杆的端部容纳于所述凹槽处时,所述第一挂杆和第二挂杆垂直。
5.进一步地,所述第一挂杆和第二挂杆之间通过弹性复位铰接部件铰接,无外力时,第一挂杆和第二挂杆位于同一直线。
6.进一步地,所述圆环部内具有3个弧形夹持板。
7.由于安装板处的结构,本技术的安装板只适用于中心孔处具有圆环柱形凸缘的刹车鼓。
8.进一步地,还包括报警单元、所述移动块处具有插槽,所述第一挂杆的顶端插入第一插槽内,所述插槽的两侧具有限位滑槽,所述第一挂杆的顶端的两侧具有与所述限位滑槽配合的限位滑块;所述环形导轨的下方还具有称重位,所述称重位处具有称重单元,所述称重单元包括基板、通过电动升降杆与基板连接的升降板、安装于升降板处的重力传感器、
安装于重力传感器处的支撑座,所述支撑座处具有用于容纳第二挂杆底端的容纳槽;所述报警单元和重力传感器均与所述控制单元连接。
9.进一步地,所述容纳槽的顶端具有倒角;所述基板处具有导杆,所述升降板处具有与所述导杆配合的限位孔。
10.进一步地,所述第一挂杆和第二挂杆处的挂载位的数量相差小于2个。
11.进一步地,所述第一挂杆和第二挂杆均为长条形板。
12.进一步地,所述喷漆舱内具有能够上下移动的喷漆枪。
13.进一步地,制作时,第一、二挂杆采用轻量化结构,从而提高重力传感器的检测的灵敏度(第一、二挂杆采用轻质结构,缺少刹车鼓对重力值的相对影响更大)。
14.进一步地,所述第一挂杆和第二挂杆均采用减重的方式制作,例如由金属材料制成且制成中空结构,或者由塑料制成。
15.有益效果:本技术的加工设备能够对刹车鼓进行流水线式的高效率的喷漆,具体具有如下优点:
16.1)对于刹车鼓的夹持稳定,且刹车鼓的方向是确定的,从而可以更有针对性地喷漆,喷漆效果更高。
17.2)由于第一挂杆和第二挂杆可以相对折叠,从而在安装刹车鼓时,可以更加方便地对第二挂杆处的装载位装载刹车鼓;
18.3)可以对第一、二挂杆处是否挂满刹车鼓进行检测,从而可以避免空载的情况,从而避免浪费喷漆耗材。
附图说明
19.图1为加工设备第一视角示意图;
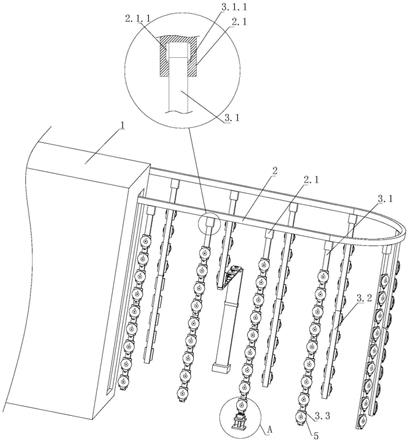
20.图2为a区域放大图;
21.图3为加工设备第二视角示意图;
22.图4为加工设备第三视角示意图;
23.图5为b区域放大图;
24.图6为c区域放大图
25.图7为刹车鼓示意图;
具体实施方式
26.附图标记:1喷漆舱;2环形导轨;2.1移动块;2.1.1限位滑槽;3.1第一挂杆;3.1.1限位滑块;3.2第二挂杆;3.3装载板;3.3.1固定套;3.3.2l形活动杆;3.3.3圆环部;3.3.4弧形板;3.3.5第一弹簧;4.1基板;4.2电动升降杆;4.3导杆;4.4升降板;4.5重力传感器;4.6支撑座;4.7容纳槽;5刹车鼓;5.1摇摆臂安装孔;5.2中心孔处的圆环柱形的凸缘;6.1第一竖板;6.2第二竖板;6.3底板。
27.下面结合附图作具体说明:一种高效流水线式刹车鼓加工设备,包括控制单元、用于对刹车鼓喷漆的喷漆舱1、穿过喷漆舱1的环形导轨2、驱动单元以及被驱动单元驱动能够沿着环形导轨2移动的多个移动块2.1,每个移动块2.1处安装有一个挂载单元,所述挂载单元包括第一挂杆3.1以及与第一挂杆3.1铰接位于第一挂杆3.1下方的第二挂杆3.2,所述第
一挂杆3.1和第二挂杆3.2处均具有多个挂载位,所述挂载位具有装载板3.3、固定于装载板3.3处的圆环部3.3.3、位于圆环部3.3.3内的多个弧形夹持板3.3.4,所述弧形夹持板3.3.4和圆环部3.3.3之间通过第一弹簧3.3.5连接,所述圆环部3.3.3处还固定有固定套3.3.1,所述固定套3.3.1内插有l形活动杆3.3.2,所述l形活动杆3.3.2的端部和固定套3.3.1的端部之间连接有第二弹簧,多个弧形夹持板3.3.4用于夹持刹车鼓5的中心孔处的圆环柱形的凸缘5.2,所述l形活动杆3.3.2用于对刹车鼓5的摇臂安装孔5.1进行定位;所述环形导轨2下方具有第一装载位z1和第二装载位z2,所述第一装载位z1用于将刹车鼓5安装在第一挂杆3.1处,所述第二装载位z2用于将刹车鼓5安装在第二挂杆3.2处,所述第二装载位z2具有支撑单元,所述支撑单元包括底板6.3、固定于底板6.3的第一竖板6.1、通过弹性复位铰接部件与第一竖板6.1铰接的第二竖板6.2,无外力时,第一竖板6.1和第二竖板6.2均处于竖直状态,所述第二竖板6.2的端部具有凹槽,所述第二挂杆3.2的端部能够容纳于所述凹槽处,当第二挂杆3.2的端部容纳于所述凹槽处时,所述第一挂杆3.1和第二挂杆3.2垂直。
28.所述第一挂杆3.1和第二挂杆3.2之间通过弹性复位铰接部件铰接,无外力时,第一挂杆3.1和第二挂杆3.2位于同一直线。所述圆环部3.3.3内具有3个弧形夹持板3.3.4。还包括报警单元、所述移动块2.1处具有插槽,所述第一挂杆的顶端插入第一插槽内,所述插槽的两侧具有限位滑槽2.1.1,所述第一挂杆3.1的顶端的两侧具有与所述限位滑槽2.1.1配合的限位滑块3.1.1;所述环形导轨2的下方还具有称重位,所述称重位处具有称重单元,所述称重单元包括基板4.1、通过电动升降杆4.2与基板4.1连接的升降板4.4、安装于升降板4.4处的重力传感器4.5、安装于重力传感器4.5处的支撑座4.6,所述支撑座4.6处具有用于容纳第二挂杆3.2底端的容纳槽4.7;所述报警单元和重力传感器4.5均与所述控制单元连接。所述容纳槽4.7的顶端具有倒角;所述基板4.1处具有导杆4.3,所述升降板4.4处具有与所述导杆4.3配合的限位孔。所述第一挂杆3.1和第二挂杆3.2处的挂载位的数量相差小于2个。所述第一挂杆3.1和第二挂杆3.2均为长条形板。
29.本技术的加工设备如图所示,用于对刹车鼓进行喷漆操作,挂在刮杆上的多个刹车鼓依次经过喷漆舱进行喷漆,喷漆舱内具有喷洗喷头可以上下移动,从而对第一、二挂杆上的多个刹车鼓进行喷漆。如图所示,由于多个弧形夹持板能够对刹车鼓中心孔处的凸缘进行夹持,并且l形活动杆插入摇臂安装孔处,从而实现对刹车鼓的安装和方向上的定位(l形活动杆可以上下稍微位移,从而可以使用不同尺寸的刹车鼓,并且弧形夹持板也可以夹持凸缘尺寸稍有差异的不同刹车鼓,从而增加设备的使用范围),从而刹车鼓的夹持方向是固定的,从而在喷漆时更加有针对性,喷漆效果更好;在第一装载位z1,操作者将刹车鼓安装在第一挂杆处,无需弯腰,站立可操作;当在第二装载位z2,操作者可以将第二挂杆折叠,并有第二竖板支撑,从而也站立操作进行装载,从而操作强度小。当需要放下第二挂杆时,将第二竖板向外翻折即可放下第二挂杆。另外,第一、二挂杆处的弹性复位铰接部件以及第一、二竖板处的弹性复位铰接部件的弹力均使用比较小的弹力,从而在折叠操作时不费力。
30.另外,在称重位,升降杆可以将支撑块升高套住第二挂杆的底端,此时第一挂杆也上移,限位滑块上移不抵接限位滑槽的底端,竖直方向上,重力压在支撑块上,从而实现对第一、二挂杆以及位于其上的刹车鼓的总重量的称重,当重力小于设定阈值时(第一、二挂杆挂满刹车鼓时,重量是已知的),表明未挂满刹车鼓,此时提醒操作者检查,并且挂满刹车鼓继续进行下面的操作。
31.尽管本发明就优选实施方式进行了示意和描述,但本领域的技术人员应当理解,只要不超出本发明的权利要求所限定的范围,可以对本发明进行各种变化和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1