一种带有木纹理图案的凹纹涂布辊的设计方法及其应用于木质地板的辊涂与流程
1.本发明属于地板技术领域,涉及凹纹辊,尤其涉及一种带有木纹理图案的凹纹涂布辊的设计方法及其应用于木质地板的辊涂。
背景技术:
2.木材在树木成长的过程中,边材与芯材会有色差。边材与芯材的颜色差异,会影响木制品的整体装饰效果。具有装饰功能的木制品在生产过程中,为了保护或者装饰木制品,多会在木制品表面设置涂层。涂层一般为透明或者半透明,若涂层不透明,则失去了木制品表面木纹表面的装饰效果。
3.目前业内处理饰面材料的色差瑕疵,主要通过染色或者漂白工艺来遮盖或掩饰。例如专利 cn105127077a公开了一种家具用速生改性表面仿古处理方法,并具体公开了以下技术内容,包括步骤(1)漂白,(2)白胚漆喷涂,(3)水灰填充,(4)手工砂光,(5)素材修色,(6)pu底漆。该技术方案存在两个不足之处:1、漂白处理木材表面,使用强氧化物会破坏木材表面纤维强度,尤其会使木材表面部分纤维脆化,后道工序对木材表面着色(染色)处理时,使木材表面脆化纤维处会堆积过多着色(染色)剂,从成品装饰效果来看木材表面局部颜色偏深,从而使漆膜整体发朦,漆膜通透性差;2、白胚漆喷涂和水灰填充,尤其是水灰水性腻子,含有大量的碳酸钙和部分颜料,直接遮蔽木材表面纹理和色泽,从而降低了木材装饰价值。
4.再比如专利cn107322735a,在常规的地板生产工艺基础上增加了描水、漂白、描色、刷色四道工序,通过漂白、染色的方法,局部漂白深色饰面部分,染色浅色饰面部分进而达到饰面材料色泽趋于均匀。同样,通过漂白液处理木材表面,强氧化物(双氧水)会破坏木材表面纤维强度,尤其会使木材表面部分纤维脆化,后道工序对木材表面着色(染色)处理时,使木材表面脆化纤维处会堆积过多着色(染色)剂,从成品装饰效果来看,木材表面局部颜色偏深,从而使漆膜整体感觉发朦,漆膜通透性差,进面影响饰面效果。
5.如何提高木材利用率,合理利用有边材芯材色差的木材作为饰面材料,在木制品表面设置透明或者半透明涂层的方法显得很有必要。
技术实现要素:
6.针对上述现有技术中存在的不足,本发明的目的是提供一种木质地板表面凹纹辊涂工艺。在木质地板表面形成一层或者多层具有一定纹路且颜色深浅不一的透明或半透明涂层,涂层的纹路与木制品表面的木纹部分同步,可进一步降低因木制品表面颜色差异引起的视觉分辨的色彩差异。
7.为实现上述目的,本发明采用具有木纹理图案的凹纹涂布辊,在地板表面涂布一层或多层透明或者半透明的凹纹涂层,之后在凹纹涂层上设置一层或多层透明或者半透明的涂层,进而达到所需的效果,并通过下述技术方案来实现。
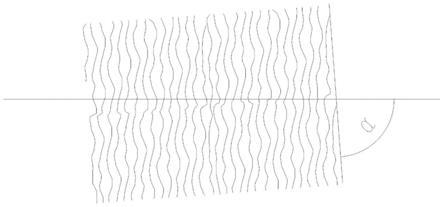
8.一种带有木纹理图案的凹纹涂布辊的设计方法,包括如下步骤:a、将木纹理素材以制图软件处理后获得单组凹纹版,单组凹纹版的图案由凹条纹组成,一个或多个单组凹纹版制成凹纹版,其中,单组凹纹版在同一排上呈有序排列,设单组凹纹版的凹条纹长度方向与凹纹涂布辊轴向夹角α为0~90
°
,优选80~90
°
,排与排之间平行,凹条纹交错有序向四周延伸;b、以雕刻设备将所设计的凹纹版雕刻在凹纹涂布辊辊筒表面,得到带有木纹理图案的凹纹涂布辊。
9.本发明较优公开例中,所述凹纹涂布辊的材质包括但不限于金属、高分子材料,优选聚氨酯。
10.本发明较优公开例中,步骤a中所述凹条纹长度小于等于单组凹纹版版长,凹条纹宽度为0.01~0.4mm,优选0.02~0.05mm, 凹条纹深度为0.01~1mm, 优选0.05~0.3mm,相邻两条凹条纹的间距为0.0~2mm,优选0.0~0.8mm。
11.本发明较优公开例中,步骤b制版时,单组凹纹版在凹纹涂布辊的周长向和轴向无接槎,即凹纹涂布辊筒表面的凹纹在凹纹涂布辊筒周长向和轴向是重合的,每个单组凹纹版都完整无缝相接。
12.本发明还有一个目的,在于公开上述带有木纹理图案的凹纹涂布辊应用于木质地板的辊涂。
13.一种带有木纹理图案的凹纹涂布辊应用于木质地板的辊涂工艺,包括如下步骤:(a)采用一组以上的回转辊涂装置,将涂料涂布到木质地板的表面,所述回转辊涂装置包括一对辊,其中表面带有纹理图案的凹纹涂布辊作为涂布辊,与之相对的辊作为支持辊,在所述凹纹涂布辊上方设有刮刀;(b)通过调整两辊之间的距离、木质地板的输送速度与涂布辊的速度比、刮刀施加于涂布辊上的压力来调节涂布量,一次或者多次用回转辊装置将涂料涂布于木质地板表面,形成连续厚度不均匀的凹纹涂层;其中,渗入木质地板表面的涂料固化后形成涂层根;凹纹涂布辊之凹条纹转移到木质地板表面的涂料,固化后的涂层较厚,为涂层峰;凹纹涂布辊平滑处转移到木质地板表面的涂料,固化后的涂层较薄,为涂层谷;不同厚度的涂层形成具有木纹理图案且颜色深浅不一的透明或者半透明涂层,所述凹纹涂层平均厚度为1~100μm,优选5~50μm;(c)在凹纹涂层表面可再设置一层或者多层半透明保护层或者透明保护层,厚度为5~500μm,优选5~200μm。
14.本发明较优公开例中,所述涂料可以为红、黄、黑、蓝、白之中一种或数种混合的水性涂料。
15.由于木材为多管孔材料,部分涂料会渗透进入木材表面,又因为涂料具有流动性,在平整表面有流平的趋势,使原来不连续的液体流平成连续均匀的液层,干燥后,形成连续厚度不均匀的凹纹涂层。为了使涂层的纹理更加明显,在凹纹涂布辊上方设置有刮刀。刮刀调节凹纹涂布辊平滑处转移到木质地板表面的涂料,不影响凹纹涂布辊中凹纹转移到木质地板表面的涂料。即调节涂层谷之处的涂层厚度,不改变涂层峰之处的涂层厚度。
16.凹纹涂布辊的工作原理,涂料注满凹纹,凹纹涂布辊旋转,当凹纹离开涂料槽后,凹纹涂布辊表面平滑处与凹纹处同时暂存有涂料,涂料通过凹纹涂布辊与被涂覆的木质地
板表面接触。凹纹处的涂料,根据凹纹容积大小不同决定了涂料体积。控制刮刀施加于涂布辊上的压力,可调节平滑处的涂料的多少,凹纹处的涂料多于平滑处的涂料,凹纹涂布辊表面平滑处与凹纹处的涂料转移到木质地板表面。凹纹涂布辊是匀速旋转的,运行一周后又重新浸入到涂料之中,涂料又会填充凹纹涂布辊表面平滑处与凹纹处,周而复始,凹纹涂布辊能不间断地将涂料转移到木质地板表面。
17.有益效果本发明公开一种凹纹辊涂工艺应用于木质地板的辊涂,通过设置凹纹辊中凹纹深浅,在木质地板表面涂布涂料,干燥后形成一层或者多层具有一定纹路且颜色深浅不一的透明或半透明涂层, 纹路与木制品表面的木纹部分或全部同步,再在凹纹涂层上设置一层或者多层半透明或者透明保护层,降低因木制品表面颜色差异引起的视觉分辩的色彩差异,进而提高木材的利用率和美观性。
附图说明
18.图1. 单组凹纹版展开图,图2. 凹纹版展开图,图3. 回转辊涂装置示意图,图4. 实施例1地板的横截面层状结构图,图5. 实施例2地板的横截面层状结构图;其中,各部件名称分别为:1.刮刀、2. 凹纹涂布辊、3.木质地板、4. 透明保护层、5. 凹纹涂层、51.涂层谷、52. 涂层峰、53.涂层根、41.半透明保护层。
具体实施方式
19.下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例。
20.实施例1结合图1、2、3、4对本发明作进一步的说明。
21.1.设制凹纹涂布辊,在辊上形成一定纹路。凹纹涂布辊为聚氨酯材料。
22.a.将素材(木材纹理)纹理通过图像摄取设备经制图软件(photoshop、illustrator、coreldraw)对图像进行处理,制版成单组凹纹版(图1),四个单组凹纹版(图1)制成凹纹版(图2),一个单组凹纹版在同一排上呈规则性排列,单组凹纹版长度方向与凹纹涂布辊轴向夹为α, α=85
°
;b.单组凹纹版内的图像由凹条纹组成;c.通过雕刻设备将设计的凹纹版雕刻在凹纹涂布辊辊筒表面,凹条纹长度不一,长度小于等于单组凹纹版版长,凹条纹宽度为0.05~0.2mm,凹条纹深度为0.1~0.3mm,凹条纹之间的间距为0.01~0.8mm;2. 使用一组回转辊涂装置(图3),把一定量的涂料涂布到木质地板3表面的装置,其中涂布辊为凹纹涂布辊2,所述凹纹涂布辊2上设置有刮刀1,通过改变两辊之间的距离、木质地板3的输送速度与涂布辊的速度比、刮刀1施加于涂布辊上的压力调节涂料的涂布量;
3.一次通过回转辊装置将涂料转移于木质地板3表面,由于木材为多管孔材料,部分涂料会渗透进入木材,同时因为涂料具有一定的流动性,它会同时在木饰面平面状材料表面有流平的趋向,使原来不连续的液体趋向成连续的均匀的液层,经干燥,形成连续厚度不均匀的凹纹涂层5;进一步,渗入木质地板表面的涂料固化后形成涂层根53;凹纹涂布辊凹纹处转移到木质地板表面涂料,固化后涂层厚,为涂层峰52;凹纹涂布辊平滑处转移到木质地板表面涂料,固化后涂层薄,为涂层谷51;凹纹涂层5不同厚度形成具有一定纹路且颜色深浅不一的透明或者半透明涂层,所述凹纹涂层平均厚度为20μm,进一步,为了使所形成涂层的纹理更加明显,在所述凹纹涂布辊上设置有刮刀。所述刮刀调节凹纹涂布辊平滑处转移到木质地板表面的涂料,不影响凹纹涂布辊中凹纹转移到木质地板表面的涂料,即调节涂层谷51处涂层厚度,不改变涂层,52处涂层厚度;4.凹纹涂层上设置一层透明保护层,涂层厚度为180μm。
23.实施例2结合图1、2、3、5对本发明作进一步的说明,但是,本发明不受实施例限定。
24.1.设制凹纹涂布辊,在辊上形成一定纹路,凹纹涂布辊2为金属材料;a)将素材(木材纹理)纹理通过图像摄取设备经制图软件(photoshop、illustrator、coreldraw)对图像进行处理,制版成单组凹纹版(图1),一个单组凹纹版(图1),制成凹纹版(图2),一个单组凹纹版在同一排上呈规则性排列(单组凹纹版长度方向与凹纹涂布辊轴向夹为α, α=90
°
;b.单组凹纹版内的图像由凹条纹组成;c.通过雕刻设备将设计的凹纹版雕刻在凹纹涂布辊辊筒表面,凹条纹为长度不一,长度小于等于单组凹纹版版长,凹条纹宽度为0.01~0.1mm,凹条纹深度为0.05~0.2mm,凹条纹之间的间距为0.01~05mm;2. 使用一组回转辊涂装置(图3),把一定量的涂料涂布到木质板1的装置,其中涂布辊为凹纹涂布辊2,所述凹纹涂布辊2上设置有刮刀1,通过改变两辊之间的距离、木质地板3的输送速度与涂布辊的速度比、刮刀1施加于涂布辊上的压力调节涂料的涂布量;3.三次通过回转辊装置将涂料转移于木质地板3表面,由于木材为多管孔材料,部分涂料会渗透进入木材,又涂料具有一定的流动性,它会同时在木饰面平面状材料表面有流平的趋向,使原来不连续的液体趋向成连续的均匀的液层,经干燥,形成连续厚度不均匀的凹纹涂层(5);进一步,渗入木质地板表面的涂料固化后形成涂层根53;凹纹涂布辊凹纹处转移到木质地板表面涂料,固化后涂层厚,为涂层峰52;凹纹涂布辊平滑处转移到木质地板表面涂料,固化后涂层薄,为涂层谷51;凹纹涂层5不同厚度形成具有一定纹路且颜色深浅不一的透明或者半透明涂层,所述凹纹涂层平均厚度为15μm,进一步,为了使所形成涂层的纹理更加明显,在所述凹纹涂布辊上设置有刮刀,所述刮刀调节凹纹涂布辊平滑处转移到木质地板表面的涂料,不影响凹纹涂布辊中凹纹转移到木质地板表面的涂料,即调节涂层谷51处涂层厚度,不改变涂层峰52处涂层厚度;
4.凹纹涂层上设置一层透明保护层,涂层厚度为100μm,在透明保护层上再设置一层透明保护层, 涂层厚度为20μm。
25.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1