一种高效率钢塑复合管道成型设备的制作方法
1.本技术涉及管道加工的领域,尤其是涉及一种高效率钢塑复合管道成型设备。
背景技术:
2.钢塑复合管,管材的中间层为高碳钢带通过卷曲成型对接焊接而成的钢带层,内外层均为高密度聚乙烯。由于管材中间层的钢带是密闭的,所以这种钢塑管同时具有阻氧作用,可直接用于直饮水工程,而其内外层又是塑料材质,具有非常好的耐腐蚀性。管材在生产过程中,会向管材的内壁和外壁喷覆涂料,以起到保护管材性能的作用。
3.在相关技术中公告号为cn211707157u的中国专利,其公开了一种用于给水钢塑管的喷涂架,其包括底座、固定架、调节组件和液压缸,所述底座顶部前后方向均通过螺栓固定安装有滑槽,所述滑槽的顶部滑动连接有滑块,所述滑块的顶部固定安装所述固定架,所述固定架的顶部中央位置开设有涂料收集仓,所述固定架的左侧壁开设有螺纹孔,所述螺纹孔的内壁插接所述调节组件,所述固定架的内壁右侧焊接第一卡接组件,所述底座的顶部右侧固定螺栓固定安装所述液压缸,所述液压缸的左侧壁固定连接有液压杆,所述液压杆的左侧端与所述固定架的右侧壁底部相固定连接。
4.针对上述中的相关技术,发明人认为:上述管道在喷涂时,需要将管道放置于固定架上,再转动手轮才能进行涂覆,涂覆过程复杂,生产效率低下。
技术实现要素:
5.为了便于管材的快速喷涂,以提高生产效率,本技术提供一种高效率钢塑复合管道成型设备。
6.本技术提供的一种高效率钢塑复合管道成型设备,采用如下的技术方案:
7.一种高效率钢塑复合管道成型设备,包括输送管材的输送架、位于输送架一侧的进料架、位于输送架上并用于喷涂的喷覆仓、位于喷覆仓出料口后的工位段设置的水冷喷淋机构,所述输送架的内侧安装有对称设置的输送链,两侧所述输送链的链条架之间设置有若干个沿输送链长度方向均匀分布的支撑辊,两侧所述输送链之间设置有若干个用于夹持管材的夹持机构,所述管材位于相邻两个夹持机构之间,两侧所述输送链的链条架之间有抬升所述管材至所述夹持机构高度的抬升机构,所述抬升机构位于所述输送链靠近所述进料架的一端。
8.通过采用上述技术方案,进料架上的管材流入输送架的支撑辊上后,利用抬升机构将管材抬升至预设高度,然后利用夹持机构对管材进行夹持,管材夹持完成后,利用输送链将管材输送至喷覆仓内进行喷涂,管材喷涂干燥之后会进入水冷喷淋机构中进行冷却,因而在管材喷涂过程中,无需操作人员手动夹持管材,整个喷涂以及水冷过程均在输送架完成,有利于管材的快速喷涂,提高了生产效率。
9.优选的,所述夹持机构包括固接于两侧输送链的链板之间的支撑横板、安装于支撑横板上的安装架、固接于安装架上的支撑柱、同轴转动设置于支撑柱上的齿轮一、同轴固
接于齿轮一端部的夹持饼、转动设置于安装架上并与管材同轴的齿环,所述齿轮一啮合于齿环的内周面上,且沿所述齿环的一周设置有若干个所述齿轮一,所述夹持饼一端的端面设置有斜面,所述斜面与所述管材的端面相对应,所述支撑横板上设置有驱动所述齿环转动的驱动组件一。
10.通过采用上述技术方案,利用驱动组件一带动齿环转动,齿环转动带动各个齿轮一转动,齿轮一转动带动夹持饼转动,由于夹持饼有斜面,进而夹持饼的转动会改变夹持饼与管材端部之间的间距,因而可以使得夹持饼抵接至管材的端面上,因此,同时运转管材两端的夹持机构,可以对管材进行夹持,且夹持机构夹持于管材的端面上,因而不会解除管材的内壁和外壁,以便于喷涂,且有利于减少对管材壁的损伤。
11.优选的,所述安装架包括固定于支撑横板上的支撑座、固定于支撑座上并与齿环同轴的导管,所述齿环转动设置于所述导管上;所述喷覆仓内对称设置有喷覆管材外周面的外喷覆机构以及用于喷覆管材内周面的内喷覆机构。
12.通过采用上述技术方案,利用导管,可以将齿环转动设置于导管上,进而可以保证管材与导管连通,从而便于喷覆仓内的喷头进入管材内,以便于管材内外壁的喷涂。
13.优选的,所述外喷覆机构包括安装于喷覆仓内壁上的气缸一、固接于气缸一伸缩杆上的半环件、沿半环件的弧线均匀分布的喷头一,所述喷头一朝向管材的外壁,所述气缸一的伸缩杆的轴线垂直于管材的轴线;所述内喷覆机构包括安装于喷覆仓内且沿输送链长度方向线性移动的线性移动模组、安装于所述线性移动模组中移动块上的气缸二、垂直固接于气缸二伸缩杆上的输料管、固接于输料管远离气缸二一端的输料环、沿输料环一周设置的喷头二,所述喷头二的喷头朝向管材的内壁。
14.通过采用上述技术方案,利用气缸一可以将半环件伸向管材的外壁,以便于喷涂一对管材的外壁进行喷涂;利用气缸二将输料管伸至管材的轴线处,然后利用线性移动模组将输料管上的输料环移动至管材内,进而可以使得喷涂二对管材的内壁进行喷涂。
15.优选的,所述安装架还包括嵌设于导管外周面上的轴承、嵌设于轴承外圈上的转动环、驱动所述转动环转动的驱动组件二,所述齿环转动设置于所述转动环靠近管材一端的端面上,所述驱动组件一安装于转动环上。
16.通过采用上述技术方案,由于转动环通过轴承转动设置于导管上,因而利用驱动组件二可以带动转到环转动,进而可以使得转动环上的支撑柱绕转动环的轴线转动,从而可以将夹持在夹持饼上的管材进行转动,因此,可以使得管材在水冷喷淋机构中自转,以便于管材的各个部位均能够进行喷淋冷却,提高了冷却效率。
17.优选的,所述驱动组件一包括安装于转动环上的安装板、安装于安装板上的抱闸电机一、同轴连接于抱闸电机一输出轴上的齿轮二、转动设置于安装板上的齿轮三,所述齿轮三啮合于齿轮二和齿环外周面之间;所述驱动组件二包括安装于支撑横板上的抱闸电机二、同轴连接于抱闸电机二输出轴上的齿轮四,所述齿轮四与转动环的外周面啮合。
18.通过采用上述技术方案,利用抱闸电机一可以带动齿轮二转动,齿轮二带动齿轮三转动,进而齿轮三带动齿环转动;利用抱闸电机二可以带动齿轮四转动,齿轮四带动转动环进行转动。
19.优选的,若干个所述支撑辊转动设置于链板上,且若干个所述支撑辊之间同步转动,所述链条架上设置有驱动所述支撑辊转动的驱动电机。
20.通过采用上述技术方案,当管材流入支撑辊上后,利用驱动电机带动支撑辊转动,进而可以使得管材移动至两个夹持机构之间的预设位置,以便于夹持机构进行夹持。
21.优选的,所述支撑辊的外周面呈弧形且凹向支撑辊的轴线。
22.通过采用上述技术方案,可以在当管材置于支撑辊上后,利用弧形状,可以将管材自动置于支撑辊的中部,使得管材的轴线平行于输送架的长度方向。
23.优选的,所述抬升机构包括固接于两侧输送链的链板之间的条形板、固接于条形板上的气缸三、固接于气缸三伸缩杆上的弧形状抬升板,所述抬升板与管材的外周面相匹配。
24.通过采用上述技术方案,利用气缸三可以带动抬升板向上移动,进而可以使得抬升板托住管材,以保证管材稳定的上升。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.通过设置输送链和夹持机构,进料架上的管材流入输送架的支撑辊上后,利用抬升机构将管材抬升至预设高度,然后利用夹持机构对管材进行夹持,管材夹持完成后,利用输送链将管材输送至喷覆仓内进行喷涂,管材喷涂干燥之后会进入水冷喷淋机构中进行冷却,因而在管材喷涂过程中,无需操作人员手动夹持管材,整个喷涂以及水冷过程均在输送架完成,有利于管材的快速喷涂,提高了生产效率;
27.2.通过利用驱动组件一带动齿环转动,齿环转动带动各个齿轮一转动,齿轮一转动带动夹持饼转动,由于夹持饼有斜面,进而夹持饼的转动会改变夹持饼与管材端部之间的间距,因而可以使得夹持饼抵接至管材的端面上,因此,同时运转管材两端的夹持机构,可以对管材进行夹持,且夹持机构夹持于管材的端面上,因而不会解除管材的内壁和外壁,以便于喷涂,且有利于减少对管材壁的损伤;
28.3.由于转动环通过轴承转动设置于导管上,因而利用驱动组件二可以带动转到环转动,进而可以使得转动环上的支撑柱绕转动环的轴线转动,从而可以将夹持在夹持饼上的管材进行转动,因此,可以使得管材在水冷喷淋机构中自转,以便于管材的各个部位均能够进行喷淋冷却,提高了冷却效率。
附图说明
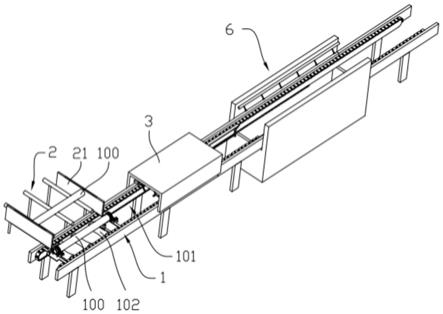
29.图1是申请实施例的成型设备的整体结构示意图。
30.图2是图1的部分结构示意图,主要示意输送架和进料架的构造。
31.图3是图2中a部分的放大示意图,主要示意抬升机构的构造。
32.图4是图2的部分结构示意图,主要示意夹持机构的部分构造。
33.图5是图4中夹持机构的另一视角示意图,主要示意驱动组件二的构造。
34.图6是图1的部分结构示意图,主要示意水冷喷淋机构的构造。
35.图7是图6中b部分的放大示意图,主要示意外喷覆机构的构造。
36.图8是图6的部分结构示意图,主要示意内喷覆机构的构造。
37.附图标记说明:100、管材;1、输送架;101、输送链;1011、链条架;
38.1012、链板;102、支撑辊;103、驱动电机;2、进料架;21、限位挡板;3、喷覆仓;31、外喷覆机构;311、气缸一;312、半环件;313、喷头一;32、内喷覆机构;321、线性移动模组;322、气缸二;323、输料管;324、输料环;325、喷头二;4、夹持机构;41、支撑横板;42、安装架;421、
支撑座;422、导管;423、轴承;424、转动环;4241、齿牙;4242、滑槽环;
39.4243、滑动杆;425、驱动组件二;4251、抱闸电机二;4252、齿轮四;43、支撑柱;44、齿轮一;45、夹持饼;451、斜面;46、齿环;47、驱动组件一;471、安装板;472、抱闸电机一;473、齿轮二;474、齿轮三;475、连接杆;5、抬升机构;51、条形板;52、气缸三;53、抬升板;6、水冷喷淋机构;61、水槽池;62、主水管;63、喷水头。
具体实施方式
40.以下结合附图1-8对本技术作进一步详细说明。
41.本技术实施例公开一种高效率钢塑复合管道成型设备。参照图1和图2,成型设备包括输送架1、进料架2、喷覆仓3、夹持机构4、抬升机构5以及水冷喷淋机构6。输送架1为长条状,输送架1内侧安装有对称设置的输送链101,两侧输送链101之间具有间距;进料架2位于输送架1长度方向一端的端部的一侧,进料架2的出料方向与输送架1的长度方向垂直,进料架2出料口的两侧固定有限位挡板21,位于两侧限位挡板21之间放置有待加工的管材100,此外,输送架1靠近进料架2的一端设置有若干个支撑辊102,支撑辊102的外周面呈劣弧状,且凹向支撑辊102的轴线,若干个支撑辊102均匀分布于输送架1靠近进料架2的一端,支撑辊102转动设置于两侧输送链101的链条架1011之间,且若干个支撑辊102之间通过皮带同步转动,链条架1011上安装有用于驱动支撑辊102转动的驱动电机103。
42.参照图1和图2,喷覆仓3安装于输送架1远离进料架2的一侧,且喷覆仓3用于喷覆管材100的内外壁;水冷喷淋机构6位于输送架1上,水冷喷淋机构6位于喷覆仓3远离进料架2的一侧,水冷喷淋机构6用于对喷覆干燥后的管材100进行水冷,在具体实施中,水冷喷淋机构6和喷覆仓3之间可以设置干燥仓;夹持机构4设置有若干个,若干个夹持机构4沿输送链101的一周均匀分布,且夹持机构4安装于两侧输送链101的链板1012之间,相邻两个夹持机构4能够对管材100进行夹持;抬升机构5设置有两组,两组抬升机构5均安装于两侧输送链101的链条架1011之间,且两组抬升机构5分别靠近进料架2一侧起始位置时两个夹持机构4的内侧,抬升机构5用于抬升支撑辊102上的管材100上升至夹持机构4的高度。
43.进料架2中的管材100进入输送架1上的支撑辊102后,利用驱动电机103驱动支撑辊102转动,支撑辊102对管材100的位置进行调整,并调整到预设位置,调整后,利用抬升机构5将管材100抬升至夹持机构4的高度,两侧的夹持机构4对管材100的两端进行夹持,夹持之后,利用输送链101对夹持机构4进行移动,进而可以将管材100移动至喷覆仓3进行喷覆,喷覆完成后再移动至水冷喷淋机构6进行水冷。
44.参照图3所示,抬升机构5包括条形板51、气缸三52以及抬升板53,条形板51固接于两侧输送链101的链板1012之间,气缸三52固接于条形板51的上表面,气缸三52的伸缩杆朝向输送架1的顶部,抬升板53为弧形状并与管材100的外周面相匹配。利用气缸三52可以带动抬升板53向上移动,进而可以使得抬升板53托住管材100,以保证管材100稳定的上升。
45.参照图4和图5所示,夹持机构4包括支撑横板41、安装架42、支撑柱43、齿轮一44、夹持饼45、齿环46以及驱动组件一47。支撑横板41固接于两侧输送链101的链板1012之间。安装架42包括支撑座421、导管422、轴承423、转动环424以及驱动组件二425,支撑座421设置有两个,并对称固接于支撑横板41上表面的两侧;导管422为两端开口的圆管,导管422固接于两侧的支撑座421之间,导管422的轴线与抬升机构5抬升后的管材100的轴线共线;轴
承423嵌设于导管422的外周面上,轴承423位于导管422靠近管材100端面的一端;转动环424嵌设于轴承423的外圈上,转动环424的外周面开设有齿牙4241;驱动组件二425包括抱闸电机二4251和齿轮四4252,抱闸电机二4251安装于支撑横板41上,齿轮四4252同轴连接于抱闸电机二4251的输出轴上,齿轮四4252与转动环424外周面上的齿牙4241相互啮合,抱闸电机二4251带动齿轮四4252转动,齿轮四4252带动转动环424转动,在本实施例中,转动环424做180度的往复转动。
46.参照图4和图5所示,支撑柱43为圆柱状,支撑柱43垂直固接于转动环424靠近管材100一侧的侧壁上,在本实施例中,支撑柱43设置有四个并沿转动环424的一周均匀分布。齿轮一44转动设置于支撑柱43远离转动环424的一端,且齿轮一44的轴线与支撑柱43的轴线共线,每个支撑柱43上均设置有齿轮一44。夹持饼45截面呈圆形,夹持饼45同轴连接于齿轮一44远离支撑柱43一端的端面上,夹持饼45远离支撑柱43一端的端面设置有斜面451,斜面451与管材100的端面相对应,每个齿轮一44上均设置有夹持饼45。
47.参照图4和图5所示,齿环46位于转动环424靠近夹持饼45的一侧,齿环46的内周面与各个齿轮一44相互啮合,转动环424靠近夹持饼45一侧的侧壁上开设有滑槽环4242,齿环46靠近转动环424一侧的侧壁上固接有若干个沿转动环424一周均匀分布的滑动杆4243,滑动杆4243远离齿环46的一端滑动连接于滑槽环4242中。
48.参照图4和图5所示,驱动组件一47包括安装板471、抱闸电机一472、齿轮二473以及齿轮三474,安装板471为z形板,安装板471一端的侧壁固接于转动环424远离支撑座421一侧的侧壁上,另一端位于转动环424靠近支撑座421的一侧并朝向远离转动环424轴线的一侧,安装板471的中部与转动环424靠近支撑座421一侧的侧壁之间固接有连接杆475,抱闸电机一472安装于安装板471远离转动环424的一端,抱闸电机一472的输出轴的轴线与转动环424的轴线平行并朝向管材100的一侧,齿轮二473同轴连接于抱闸电机一472的输出轴上,齿轮三474转动设置于安装板471上并位于齿轮二473靠近转动环424的一侧,齿轮三474啮合于齿轮二473和齿环46的外周面之间。
49.当抬升机构5将管材100抬升到预设高度后,抱闸电机一472带动齿轮二473转动,齿轮二473带动齿轮三474转动,齿轮三474带动齿环46转动,齿环46带动齿轮一44转动,齿轮一44带动夹持饼45转动,由于夹持饼45有斜面451,进而夹持饼45的转动会改变夹持饼45与管材100端部之间的间距,因而可以使得夹持饼45抵接至管材100的端面上,因此,同时运转管材100两端的夹持机构4,可以对管材100进行夹持,且夹持机构4夹持于管材100的端面上,因而不会解除管材100的内壁和外壁,以便于喷涂,且有利于减少对管材100壁的损伤。
50.参照图6和图7所示,喷覆仓3内设置有喷覆管材100外周面的外喷覆机构31和喷覆管材100内周面的内喷覆机构32。外喷覆机构31设置有两组并对称设置于管材100的两侧,且外喷覆机构31设置于喷覆仓3靠近进料架2的一端,外喷覆机构31包括气缸一311、半环件312以及喷头一313,气缸一311安装于喷覆仓3的内壁上,气缸一311的伸缩杆的轴线垂直穿过管材100的轴线,半环件312为半圆环状,半环件312固接于气缸一311的伸缩杆上,半环件312的弧度与管材100的外周面的弧度一致,喷头一313固接于半环件312远离伸缩杆一侧的侧壁上,沿半环件312的弧线均匀分布有若干个喷头一313,喷头一313向管材100的外周面喷覆保护涂料。
51.参照图8所示,内喷覆机构32设置于喷覆仓3远离进料架2的一端,内喷覆机构32包
括线性移动模组321、气缸二322、输料管323、输料环324以及喷头二325,线性移动模组321固定于喷覆仓3内的顶面,线性移动模组321位于输送架1中部的正上方,且线性移动模组321的长度方向与输送架1的长度方向一致;气缸二322固接于线性移动模组321的移动板上,气缸二322的伸缩杆朝向输送架1的顶部;输料管323的一端固接于气缸二322的伸缩杆的端部,输料管323另一端朝向喷覆仓3的内部,当气缸二322将输送管下移后,输料管323的轴线与管材100的轴线共线;输料环324固接于输料管323远离气缸二322的一端,输料环324的轴线与输料管323的轴线共线,且输料管323与输料环324相互连通,输料管323内输送有喷覆涂料;喷头二325连通于输料环324的外周面上,且喷头二325朝向管材100的内壁。
52.利用气缸一311可以将半环件312伸向管材100的外壁,以便于喷涂一对管材100的外壁进行喷涂;利用气缸二322将输料管323伸至管材100的轴线处,然后利用线性移动模组321将输料管323上的输料环324移动至管材100内,进而可以使得喷涂二对管材100的内壁进行喷涂。
53.参照图6所示,水冷喷淋机构6包括水槽池61、主水管62以及喷水头63,水槽池61位于输送架1的下方,且水槽池61的高度高于输送架1的高度,主水管62设置有两根并固接于水槽池61的两侧,主水管62的高度高于输送架1的高度,喷水头63连通于主水管62上,喷水头63的出水口倾斜朝向输送架1的中部,且主水管62上设置有若干个喷水头63。
54.当管材100进入水槽池61后,喷水头63向管材100喷水对管材100进行降温冷却,由于转动环424通过轴承423转动设置于导管422上,因而利用驱动组件二425可以带动转到环转动,进而可以使得转动环424上的支撑柱43绕转动环424的轴线转动,从而可以将夹持在夹持饼45上的管材100进行转动,因此,可以使得管材100在水冷喷淋机构6中做180度往复转动,以便于管材100的各个部位均能够进行喷淋冷却,提高了冷却效率。
55.本技术实施例一种高效率钢塑复合管道成型设备的实施原理为:进料架2上的管材100流入输送架1的支撑辊102上后,利用抬升机构5将管材100抬升至预设高度,然后利用夹持机构4对管材100进行夹持,管材100夹持完成后,利用输送链101将管材100输送至喷覆仓3内进行喷涂,管材100喷涂干燥之后会进入水冷喷淋机构6中进行冷却,冷却过程中启动驱动组件二425,使得管材100进行转动,可以使得管材100的各个部位均能够进行喷淋冷却,且在管材100喷涂过程中,无需操作人员手动夹持管材100,整个喷涂以及水冷过程均在输送架1完成,有利于管材100的快速喷涂,提高了生产效率。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1