用于搅拌涂布液的搅拌装置及用于施加涂布液的涂覆系统的制作方法
1.本实用新型涉及芯片制造行业,尤其涉及一种用于搅拌涂布液的搅拌装置及用于施加涂布液的涂覆系统。
背景技术:
2.在高频高速板行业内,部分高性能板材需要在其表面涂布一些特殊填料才能形成满足性能要求的半固化片。在特定情况下,部分高性能板材甚至需要在其表面填充较高比例的填料。
3.如图1所示,作为原始材料的片材由导向轮2导入容纳有涂布液的含浸槽1,在表面浸渍好涂布液后移出,并进一步经过干燥等后续步骤形成用作制作芯片的半固化片。一般地,涂布液是通过由分散剂或偶联剂对填料进行处理后再去和主树脂进行混合形成,其具备良好的分散性和防沉性。但是在半固化片的实际生产过程,随着时间的累积,仍可能出现填料沉降的问题。为此,在现有的半固化片制作工艺中,含浸槽1的底部设有螺旋桨推进式搅拌轮3。在搅拌轮3的螺旋桨的搅动作用下,具有沉降趋势的填料受到扰动而上浮。
4.虽然图1所示的搅拌轮3能够在一定程度解决填料沉降的问题,但是这种形式的搅拌会产生较为明显的液面波动,这会促使半固化片的涂布效果不稳定,半固化片的克重难以维持在稳定区间。除此之外,由于这类形式的搅拌轮3的螺旋桨叶片清洗工序繁琐,半固化片生产线因此难以持续生产。进一步地,这类形式的搅拌轮3的螺旋桨叶片在旋转摩擦位置会不断产生胶皮胶渣影响半固化片外观。
5.基于此,有必要对现有的涂覆系统进行改进。
技术实现要素:
6.针对涂覆系统的上述现状,本实用新型的目的之一在于提供一种能够解决上述至少一个问题的搅拌装置、涂覆系统。
7.该目的通过本实用新型以下形式的搅拌装置来实现。其中,用于搅拌涂布液的搅拌装置包括用于容纳涂布液的含浸槽以及搅拌叶片。其中,所述含浸槽具有敞口。所述搅拌叶片为薄板式构件且被构造成能够在含浸槽的长度方向上往复运动以搅拌涂布液,所述搅拌叶片形成有多个沿其厚度方向延伸的导流贯通孔。
8.在沿含浸槽的长度方向上移动的过程中,搅拌叶片会推移含浸槽底部的涂布液使其上扬并进一步带动其余位置处的涂布液扰动。由于搅拌叶片上设有多个导流贯通孔,搅拌叶片推移涂布液的过程中,部分涂布液会直接穿过导流贯通孔,这使得搅拌叶片在避免涂布液沉降的同时,避免对其他位置处的涂布液带来强烈的扰动作用。由此,本实用新型的搅拌装置具有良好的搅拌效果,其可以保证片材得到良好的涂布。
9.根据本实用新型的一种优选实施方式,含浸槽的底部内侧表面呈下凹的弧形,所述搅拌叶片呈月牙形,并且具有和所述含浸槽的底部内侧表面形状相匹配的下缘。根据这种形式的含浸槽和搅拌叶片能够和用于导向片材的导向轮的形状相匹配,搅拌叶片搅拌所
致的涂布液分布形式能够和导向轮的外轮廓向匹配,使得片材在含浸槽的槽深方向的不同位置得到相对均衡的涂布效果。
10.根据本实用新型的一种优选实施方式,所述搅拌叶片的上缘呈圆弧形。
11.根据本实用新型的一种优选实施方式,所述搅拌叶片的上缘和下缘之间的最大间距d1为:0.26*d2≤d1≤0.36*d2,其中,d2为所述含浸槽的槽深。对于搅拌叶片而言,一方面,其应保证搅拌作业尽可能剧烈地搅动含浸槽的底部涂布液,保证涂布液的浓度的均一性;另一方面,其应保证搅拌作业尽可能地不会造成涂布液扰动以及由此引起的含浸槽液面波动。根据上述形式的搅拌叶片尺寸能够在上述两种彼此矛盾的目的之间取得平衡。
12.根据本实用新型的一种优选实施方式,所述最大间距d1为:85mm≤d1≤120mm。
13.根据本实用新型的一种优选实施方式,所述搅拌叶片的上表面形成为圆滑曲面。圆滑曲面形式的上表面可以避免在导向轮底部的片材受到剧烈扰动的涂布液的冲击作用。
14.根据本实用新型的一种优选实施方式,当所述搅拌叶片位于所述含浸槽内时,所述搅拌叶片的厚度方向和所述搅拌叶片的长度方向垂直。
15.根据本实用新型的一种优选实施方式,所述搅拌装置还包括与所述搅拌叶片的一侧顶部连接的叶片连接杆,其中所述叶片连接杆包括和所述含浸槽的侧壁总体平行的浸入段。
16.根据本实用新型的一种优选实施方式,所述含浸槽包括在其长度方向上延伸的第一侧壁和与所述第一侧壁相对的第二侧壁,其中,第一侧壁和第二侧壁彼此不平行。
17.根据本实用新型的一种优选实施方式,所述第一侧壁为斜壁,所述第二侧壁为竖直壁,所述第一侧壁和第二侧壁共同限定向上敞开的敞口。
18.根据本实用新型的一种优选实施方式,所述叶片连接杆的浸入段和所述第一侧壁总体平行。
19.根据本实用新型的一种优选实施方式,所述搅拌叶片的导流贯通孔的直径为:6mm≤d≤12mm。
20.根据本实用新型的一种优选实施方式,所述搅拌叶片的导流贯通孔在搅拌叶片的表面上均匀布置。
21.根据本实用新型的一种优选实施方式,搅拌叶片的下缘与所述含浸槽内表面的底部之间的间距d3为:
22.12mm≤d3≤20mm。
23.此外,本实用新型还公开了一种用于施加涂布液的涂覆系统该涂覆系统上述任一项搅拌装置以及导向轮。其中,所述导向轮被配置成用于将片材导入含浸槽中。所述导向轮与所述搅拌叶片的上缘相对。
24.根据本实用新型的一种优选实施方式,所述导向轮和所述搅拌叶片的上缘之间的间距d4为:12mm≤d4≤20mm。
25.在符合本领域常识的基础上,上述各优选实施方式,可任意组合,即得本实用新型各较佳实例。通过阅读下列的附图和详细描述本领域技术人员可理解本实用新型的其他系统、方法、特征和优点。目的是所有这种额外的系统、方法、特征和优点包括在本说明书中和本实用新型内容中,且包括在本实用新型的范围内,并被所附权利要求保护。
附图说明
26.为了更好地理解本实用新型的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本实用新型的优选实施方式,对本实用新型的范围没有任何限制作用,图中各个部件并非按比例绘制。
27.图1是现有技术中的涂覆系统的截面示意图。
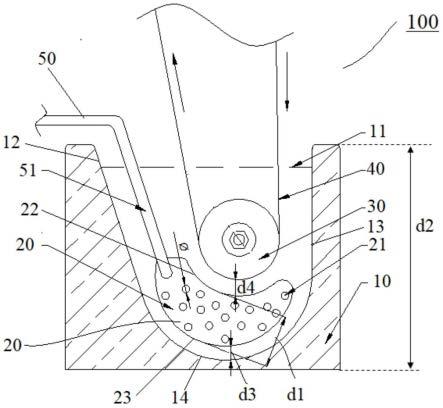
28.图2是根据本实用新型的优选实施方式的涂覆系统的截面示意图。
具体实施方式
29.接下来将参照附图详细描述本实用新型的实用新型构思。这里所描述的仅仅是根据本实用新型的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本实用新型的其他方式,所述其他方式同样落入本实用新型的范围。在以下的具体描述中,例如“上”、“下”、“内”、“外”、“纵”、“横”等方向性的术语,参考附图中描述的方向使用。本实用新型的实施例的部件可被置于多种不同的方向,方向性的术语是用于示例的目的而非限制性的。
30.参见图2所示的涂覆系统100,其包括用于搅拌涂布液的搅拌装置以及用于将片材40导入含浸槽10中的导向轮30。搅拌装置包括含浸槽10以及搅拌叶片20。含浸槽10内容纳用于施加于片材40(玻纤布)的涂布液。涂布液可以是用于制作半固化片的任意浆液,在此不再赘述。含浸槽10的顶部呈敞开状,由此形成用于供片材40、涂布液进出的敞口11。
31.在图2所示的实施方式中,含浸槽10包括在其长度方向上延伸的第一侧壁12和与第一侧壁12相对的第二侧壁13。第一侧壁12和第二侧壁13彼此不平行。更具体地,第一侧壁12为斜壁,第二侧壁13为竖直壁,第一侧壁12和第二侧壁13共同限定向上敞开的敞口11,由此,含浸槽10具有开口朝上的v形横截面。
32.含浸槽10可选地由不易锈蚀的钢质材料制成,其内表面可通过打磨处理以便弱化含浸槽10对涂布液的粘滞效应。
33.继续参见图2,本公开的搅拌叶片20为薄板式构件。搅拌叶片20的一侧顶部(图2示出的为“左侧顶部”)与叶片连接杆50连接而由叶片连接杆50悬置固定在含浸槽10内。搅拌叶片20和叶片连接杆50之间可以通过焊接、螺栓固定等方式而彼此固连。叶片连接杆50与未示出的驱动机构动力连接。在驱动机构的带动下,叶片连接杆50带动搅拌叶片20沿含浸槽10的长度方向(即与图2所示的含浸槽10截面方向垂直的方向)上往复运动,从而搅拌涂布液。
34.为了在搅拌叶片20的搅拌、扰动涂布液的目的和维持涂布液液位稳定的目的这两个彼此矛盾的目的之间取得均衡效果,图2的搅拌叶片20上形成有多个沿其厚度方向延伸的导流贯通孔21。导流贯通孔21在搅拌叶片20的表面上均匀布置。由此,在沿含浸槽10的长度方向移动的过程中,搅拌叶片20会推移含浸槽10底部的涂布液使其上扬并进一步带动其余位置处的涂布液扰动。由于搅拌叶片20上设有多个导流贯通孔21,搅拌叶片20推移涂布液的过程中,部分涂布液会直接穿过导流贯通孔21,这使得搅拌叶片20在避免涂布液沉降的同时,避免对其他位置处的涂布液带来强烈的扰动作用。由此,本实用新型的搅拌装置具有良好的搅拌效果,其可以保证片材40得到良好的涂布。
35.继续参见图2,含浸槽10的底部内侧表面14呈下凹的弧形,优选地呈圆弧形。搅拌叶片20呈月牙形,并且具有和含浸槽10的底部内侧表面14形状相匹配的下缘23。优选地,搅拌叶片20的上缘22和下缘23和含浸槽10的内侧表面均对应地设置成圆弧形。
36.在一种优选实施方式中,当导向轮30、搅拌叶片20各自移动到图2所示的工作状态位置时,搅拌叶片20的厚度方向和搅拌叶片20的长度方向垂直。在图2所示的横截面中,导向轮30的中心轴线、搅拌叶片20上缘22的曲率中心、搅拌叶片20下缘23的曲率中心在同一条直线上。该直线可选地为竖直线。在此情况下,搅拌叶片20来回移动而产生的扰动会使得涂布液进入近似层流的状态,并且层流与片材40、导向轮30的外周表面形状相匹配,以此利于改进涂布液的涂覆效果。
37.搅拌叶片20的下缘23与含浸槽10内表面的底部之间的间距d3被设定在12mm-20mm区间,例如15mm、18mm等。
38.参见图2,根据本公开的搅拌叶片20,其上缘22和下缘23之间的最大间距d1为0.26*d2-0.36*d2区间内的任意值,例如0.3*d2、0.32*d2等等,其中,d2为含浸槽10的槽深。根据需求,该最大间距d1可选地设置为85mm-120mm区间内的值,例如,100mm、110mm等。对于搅拌叶片20而言,一方面,其应保证搅拌作业尽可能剧烈地搅动含浸槽10的底部涂布液,保证涂布液的浓度的均一性;另一方面,其应保证搅拌作业尽可能地不会造成涂布液扰动以及由此引起的含浸槽10液面波动。根据上述形式的搅拌叶片20尺寸能够在上述两种彼此矛盾的目的之间取得平衡。
39.与具有上述高度(即上缘22和下缘23之间的最大间距)的搅拌叶片20相匹配地,搅拌叶片20的导流贯通孔21的直径在设定在6mm-12mm区间内,优选地,直径为8mm或10mm。
40.作为最接近待涂布的片材40表面的设备区段,搅拌叶片20的上表面优选为圆滑曲面。圆滑曲面形式的上表面可以避免在导向轮30底部的片材40受到剧烈扰动的涂布液的冲击作用。
41.如上所述,搅拌叶片20是通过由含浸槽10伸出的叶片连接杆50而固定、并随之移动。在搅拌叶片20的移动过程中,叶片连接杆50会同步对涂布液产生扰动,进而影响涂布效果。为了避免叶片连接杆50的扰动,含浸槽10的侧壁(即第一侧壁12)被设置成倾斜形式,对应地,叶片连接杆50在含浸槽10中的浸入段51也被设置成与第一侧壁12平行的形式。可以理解,这种形式的侧壁所限定的向上且向外敞开的敞口11会便于工人清洗含浸槽10底部。
42.本实用新型的保护范围仅由权利要求限定。得益于本实用新型的教导,本领域技术人员容易认识到可将本实用新型所公开结构的替代结构作为可行的替代实施方式,并且可将本实用新型所公开的实施方式进行组合以产生新的实施方式,它们同样落入所附权利要求书的范围内。
43.附图标记说明:
44.涂覆系统:100。
45.含浸槽:10。
46.含浸槽的敞口:11。
47.第一侧壁:12。
48.第二侧壁:13。
49.底部内侧表面:14。
50.搅拌叶片:20。
51.导流贯通孔:21。
52.搅拌叶片的上缘:22。
53.搅拌叶片的下缘:23。
54.导向轮:30。
55.片材:40。
56.叶片连接杆:50。
57.浸入段:51。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1